Search results for: 'process+eq'
- Related search terms
- process+equi
- process+equipment
- process+equi'
-
 L-5744 LPG GAS MANUFACTURING PLANT, YEAR 2010 – PROPANE, ISO BUTANE, BUTANE, PENTANE
L-5744 LPG GAS MANUFACTURING PLANT, YEAR 2010 – PROPANE, ISO BUTANE, BUTANE, PENTANEREFERENCE NUMBER: L-5744
LPG GAS MANUFACTURING PLANT, YEAR 2010 – PROPANE, ISO BUTANE, BUTANE, PENTANE
MANUFACTURING YEAR: 2010
CAPACITIES:
LIQUEFACTION EQUIPMENT: 80,000 SM³/DAY
DISTILLATION EQUIPMENT: 65,000 SM³/DAY(120TON/DAY)
PRODUCT : PROPANE, ISO BUTANE, BUTANE, PENTANE
QUANTITY: 1
Learn More -
 R-6854 BUHLER ROASTMASTER™20
R-6854 BUHLER ROASTMASTER™20R-6854 BUHLER ROASTMASTER™20
THE ROASTMASTER™20 BY BUHLER OFFERS EXACTLY WHAT START-UP BUSINESSES AND SMALL-SCALE INDUSTRIAL OPERATIONS REQUIRE TO PRODUCE TOP-QUALITY COFFEE. THE CAPACITY RANGES UP TO 70 KG OF GREEN BEANS PER HOUR. HOT AIR IS THE BEST CHOICE TO ENSURE A UNIFORM ROAST. ALL HOT AIR PASSES THROUGH THE ROTATING DRUM AND TRANSFERS ITS HEAT DIRECTLY TO THE BEANS IN A HOMOGENEOUS WAY. THIS HOT AIR PATHWAY ENSURES A HIGH PROPORTION OF CONVECTIVE HEAT TRANSFER RATHER THAN TO HEAT THE DRUM FROM BELOW. NO MATTER AT WHICH STAGE OF THE PROCESS, THE VARIABLE DRUM SPEED AND THE SOPHISTICATED INTERIOR DESIGN OF THE ROASTING CHAMBER DELIVER AN OPTIMAL BEAN DISTRIBUTION AND AN EFFICIENT INTERACTION OF THE BEANS WITH THE AIR. SILVERSKINS ARE SEPARATED IN THE CYCLONE. THE COMPACT DRUM ROASTER IS EQUIPPED WITH SEPARATE HEATING AND COOLING FANS WHICH ALLOW TO ROAST AND COOL AT THE SAME TIME. AN INNOVATIVE AND EASY-TO-USE PLC CONTROL SYSTEM ENSURES QUALITY CONSISTENCY DURING PRODUCTION BUT ALSO LEAVES ROOM FOR MANUAL INTERVENTION TO STEER THE PROCESSING WHEN NECESSARY.
ROASTMASTER™20. PROCESS FLEXIBILITY FOR YOUR FLAVOR SIGNATURE.
EACH COFFEE VARIETY IS UNIQUE BY NATURE AND REQUIRES INDIVIDUAL ROASTING CONDITIONS TO TRANSFORM THE FULL INTRINSIC FLAVOR POTENTIAL INTO GREAT FLAVOR. THE ROASTMASTER™20 IS EQUIPPED WITH A FULLY VARIABLE BURNER FOR FLEXIBLE ENERGY INPUT. THE FREQUENCY CONVERTER ON THE MAIN FAN ALLOWS FOR VARIABLE SPEED AND OPTIMIZED AIR-TO-BEAN-RATIO DURING THE DIFFERENT STAGES OF THE PROCESS. REGARDLESS WETHER YOU PREFER TRADITIONAL OR NON-CONVENTIONAL PROFILES, THE SOPHISTICATED MULTISTEP PROCESS CONTROL SOFTWARE INSPIRES PROFILE ROASTING FOR BEST FLAVOR GENERATION.DATA MANAGEMENT AND NEXT GENERATION CONNECTIVITY.
Learn More
THE FUTURE-SAFE CONCEPT INCLUDES AN EASY-TO-USE PLC CONTROL SYSTEM WITH INTEGRATED TOUCH PANEL, RECIPE MANAGEMENT, ONLINE TREND MONITORING, BATCH REPORT CREATION AND SAFETY FEATURES. MOREOVER THE EASY DATA EXPORT VIA USB PORT, ONLINE DATA TRANSFER TO EXTERNAL THIRD PARTY PROCESS MONITORING SOFTWARE AND REMOTE HMI VISUALIZATION AND PROCESS CONTROL ENSURE QUALITY CONSISTENCY DURING PRODUCTION. -
 YY-3265 COMPLETE LINE TO BLOW, FILL, BUNDLE, AND PALLETIZE BEVERAGES IN PET BOTTLESYY-3265 COMPLETE LINE TO BLOW, FILL, BUNDLE, AND PALLETIZE BEVERAGES IN PET BOTTLES COMPLETE LINE TO BLOW, FILL, BUNDLE, AND PALLETIZE BEVERAGES IN PET BOTTLES BLOW MOLDING LABELING HIGH PRESSURE AIR COMPRESSOR DESCON AIRVEYOR- APPROXIMATELY 400′ CROWN FILLING MACHINE AND CAPPING MACHINE ACMI BOTTLE AND CASE CONVEYOR, SHRINK WRAPPER, PALLETIZER, STRETCH WRAPPING MACHINE WATER PROCESSING EQUIPMENT QUANTITY: 1 Learn More
YY-3265 COMPLETE LINE TO BLOW, FILL, BUNDLE, AND PALLETIZE BEVERAGES IN PET BOTTLESYY-3265 COMPLETE LINE TO BLOW, FILL, BUNDLE, AND PALLETIZE BEVERAGES IN PET BOTTLES COMPLETE LINE TO BLOW, FILL, BUNDLE, AND PALLETIZE BEVERAGES IN PET BOTTLES BLOW MOLDING LABELING HIGH PRESSURE AIR COMPRESSOR DESCON AIRVEYOR- APPROXIMATELY 400′ CROWN FILLING MACHINE AND CAPPING MACHINE ACMI BOTTLE AND CASE CONVEYOR, SHRINK WRAPPER, PALLETIZER, STRETCH WRAPPING MACHINE WATER PROCESSING EQUIPMENT QUANTITY: 1 Learn More -
 TT-6338 COMPLETE PULP MILL SOLD IN SECTIONS-PARTS, CAPACITY 350,000 TPYTT-6338 COMPLETE PULP MILL SOLD IN SECTIONS-PARTS, CAPACITY 350,000 TPY 1. IN GOOD WORKING CONDITION 2. STOPPED 2023 3. EQUIPMENT NOT AVAILABLE FOR LONG 4. COMPLETE PULP MILL. Learn More
TT-6338 COMPLETE PULP MILL SOLD IN SECTIONS-PARTS, CAPACITY 350,000 TPYTT-6338 COMPLETE PULP MILL SOLD IN SECTIONS-PARTS, CAPACITY 350,000 TPY 1. IN GOOD WORKING CONDITION 2. STOPPED 2023 3. EQUIPMENT NOT AVAILABLE FOR LONG 4. COMPLETE PULP MILL. Learn More -
 G-0784 RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98
G-0784 RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98REFERENCE NUMBER: G-0784
RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98
1. Machine m26/39:
Year 1996
For 1 fdy spinning line with 2+4 positions, each position with 4 ends
Product: fdy-yarn on bobbins
Raw material: pp, dried filament grade chips
Yarn count range: 150 – 400 dtex
Winder speed for target: 4000 m/min
Machine technical data:
Position gauge: 800 mm
Spinning pump capacity: 4x10 ccm/rev
Spinneret size diameter: 95 mm
Quench width: 670 mm
Quench length: 1700 mm
Number of spin-finish pumps per position: 1
Capacity of spin-finish pump: 4x0.05 ccm/rev
Number of winders/position: 1
Type of winder: riemat a6-094
Number of packages/winder: 4
Maximum package diameter: 420 mm
Package stroke: 190 mm
Package weight at 280 mm package diameter: approx. 6.2 kg
Detailed technical specifications:
Extruder for 4 positions Year 1998:
1 extruder type e1. 105-30m:
-nominal extruder capacity: max 275 kg/h for pp
-operational extruder capacity: max 248 kg/h for pp
-screw diameter: 105 mm
-l/d ratio: 30
-barrel with:
electrical ceramic heaters
7 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 58 kw
inlet zone, water cooled
nozzle for nitrogen purge
insulation
-screw with torpedo mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 95kw
-extruder frame
1 extruder measuring head, dowtherm vapour heated
-measuring head comprising:
coarse filter
insulation
-double pt100, one each for melt and dowtherm vapour temperature
-pressure sensors for melt pressure, one in front and one behind the coarse filter
1 melt distribution system, dowtherm vapour heated
-melt distribution system comprising
main product pipe between extruder, measuring head and melt distributor.
Extruder for 2 positions Year 1998:
1 extruder type e1. 60-30
-nominal extruder capacity: max 275 kg/h for pp
-operational extruder capacity: max 248 kg/h for pp
-screw diameter: 60 mm
-l/d ratio: 30
-barrel with
electrical ceramic heaters
6 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 17 kw
inlet zone, water cooled
insulation
-screw nitrited with maddock mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 22kw
-extruder frame
1 extruder measuring head, electrically heated year 1998
-measuring head comprising:
insulation
Double pt100, one each for melt and dowtherm vapour temperature
pressure sensors for melt pressure
burst disc for power switch-off at overpressure.
1 melt distribution system, dowtherm vapour heated
-melt distribution system comprising
main product pipe between extruder, measuring head and melt distributor.
1 riebeam bottom loading spinning beam year 1998
-beam comprising:
welded-in pump blocks with bolted pump adapter plate
silumin insulation blocks
melt distribution pipes with polished inner surfaces
efficient vapour heating on all sides of spin pumps
optimized heat condustion to the spinnerets
1 freezing valve upstream of each spinpump
2 pressure sensors for measuring the melt pressure in front and behind the spinpump
(2 per line)
heating box, completely insulated
heating by dowtherm vapour
1 double pt100 for measuring and controlling the heating box temperature
Designed as follows:
-bottom loading of rieter quickfit spinpacks
-design temperature 320°c
-maximum allowable working pressure: 300 bar for melt pipe and 2.57 bar for jacket
Dowtherm evaporator and components for heating system:
-electrically heated, total capacity approx 25 kw
-shut-off valves
-drainage valves
-dry protection sensor
-magnetic controlled level gauge
- vent system on top of measuring head.
Poy spin packs, type rieter quickfit:
-max pressure in the spinpack: 350 bar
-design temperature: 320 °c
-spinneret outside dimensions: 95 mm
-bottom loading design
-bayonet locking, insert and tighten by turning 90°
-self sealing system
-sand or metal powder filtration, 3 cm filling depth
-wire mesh filters
Spin pumps with motors and gears:
Gear pumps, 4-fold
Capacity 4 x 6 ccm/rev
Each spin pump system comprising
Individual drive motor with flange connection to the reduction gear
Hollow gear shaft for installation of spin pump shaft
Shaft with shear pin protection
Reduction ratio 1:80
Pump speed: 8-30 rev/min
Motor type: synchronous ac-motor
Rated power: 500w at 50 cps
Quench air cabinets bsk 670/1700:
Each cabinet comprising:
-rigid cabinet made from welded sheet metal, painted, side walls made from alu sheet metal
-air rectifier consisting of different layers of perforated metal sheets, rectifiers removable to the front for cleaning.
-1 perforated hinged door
-air inlet duct flanged with counter flange, comprising air flow regulating flaps
-interfloor filament duct, length 2000 mm
-alu chutes for start-up
-nozzles for connection of differential pressure gauge.
Spinning vapour exhausts:
-exhaust hood per spinning position for removal of spinning vapour
-hood designed as follows:
made from stainless steel
air flow regulation flap
hood removable for cleaning
Take-up frames, type riedraw 1:
Welded steel frame, housing all drawrolls, compressed air supply pipes for the aspirator units and the yarn waste pipes within the fdy take-up unit.
Per position:
4 inlet yarn guides
4 spin finish application nozzles
1 yarn cutter / aspirator unit
1 spin finish pump
4 centring yarn guides
4 intermingling units
rolls as described further
1 automatic winder riemat a6-094
Drawrolls year 1998:
Mono 1 with 1 rievap 32 dual shell drawroll, type j7/32-40, ot40
Speed range: 750 to 4000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
And 1 bearing separator roll, type srd60 hard chromium plated
Duo 1 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 2 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 3 with 2 cold draw roll units each type j7/45-55
Speedrange: 1800 to 5500 mpm
Roll diameter: 150 mm
Working width: 180 mm
Automatic and wasteless winder riemat a6-094
Spindle driven
Number of ends per winder: 4 ends
Yarn count range: 15 to 1000 dtex
Take up speed: 2500 to 5500 m/min
Chuck length: 900 mm
190 mm stroke, 420 mm outside package diameter
Package volume: 24.7 dm³
Tube bore: 94 ±0.2 mm
Tube outside diameter: 106 ±0.4 mm
Tube length: 225 ±0.5 mm
Oil-mist lubrication unit:
Compressed air distribution station
Mobile aspirator guns with hoses
Electrical control equipment
-for electrical power
general: 3 x 380v/50hz plus ground wire
euro-standard: 3x400v 50 or 60hz plus ground wire
maximum voltage variation ±10% measured at terminals of cabinets
maximum frequency variation: ±2%
Process control system (cif):
fully integrated control system to control and monitor the entire spinning line.
the central monitoring unit si linked to the plc of the spinning section and the plcs of each spinning position.
Drive and heater control year 1998:
Spinning section:
Speed adjustment for the extruder motor is done via a dc-convertor
To achieve a constant pressure at the extruder outlet, the output of the pressure controller is transmitted to the dc-converter to adjust the extruder speed.
The feedback of the actual extruder speed is done by a tacho generator mounted on the extruder motor.
One common frequency inverter supplies the synchronous ac motors for the spin pumps.
According to process conditions, the plc transmits the setpoint to the inverter.
All motors are equipped with an overload protection.
Solid state relays heat each extruder zone and spinning beam.
Each extruder zone and the spinning beam represent an independent control loop.
Take-up section:
The inverter unit is a processor-controlled static frequency inverter for powering the 3-phase motors.
All inverter units in a position cabinet are supplied with approx 570v dc from a common rectifier.
Heating system:
The heating unit rhu is processor-controlled.
The power supply is taken straight from 3-phase 380/400v which powers the cabinet.
The inductor is fitted inside the draw roll.
The rhu switches the current on and off in this inductor. While current flows, a voltage is inducted into the
Rotating draw roll.
This sets up a short-circuit current in the draw roll, thereby heating the roll unit.
2. Machines m27/ 28 / 30 year 1998:
For 3 fdy spinning lines each with 2 positions, and each position with 4 ends
Product: fdy-yarn on bobbins
Raw material: pp, dried filament grade chips
Yarn count range: 150 – 400 dtex
Winder speed for target: 4000 m/min
Machine technical data:
Position gauge: 1000 mm
Spinning pump capacity: 4x7.5 ccm/rev
Spinneret size diameter: 95 mm
Quench width: 470 mm
Quench length: 1200 mm
Number of spin-finish pumps per position: 2
Capacity of spin-finish pump: 4x0.16 ccm/rev + 4x0,05 ccm/rev
Number of winders/position: 1
Type of winder: riemat a6-094
Number of packages/winder: 4
Maximum package diameter: 420 mm
Package stroke: 190 mm
Package weight at 280 mm package diameter: approx. 6.2 kg
Detailed technical specifications:
1 extruder type e1. 60-30m
-nominal extruder capacity: max 80 kg/h for pp
-screw diameter: 65 mm
-l/d ratio: 30
-barrel with:
electrical ceramic heaters
7 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 22 kw
inlet zone, water cooled
nozzle for nitrogen purge
insulation
-screw with torpedo mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 22kw
-extruder frame
1 extruder measuring head, electrically heated:
-measuring head comprising:
coarse filter
insulation
-double pt100, one each for melt and dowtherm vapour temperature
-pressure sensors for melt pressure, one in front and one behind the coarse filter
1 melt distribution system, dowtherm vapour heated:
Melt distribution system comprising:
main product pipe between extruder, measuring head and melt distributor.
1 riebeam bottom loading spinning beam:
-beam comprising:
welded-in pump blocks with bolted pump adapter plate
silumin insulation blocks
melt distribution pipes with polished inner surfaces
efficient vapour heating on all sides of spin pumps
optimized heat condustion to the spinnerets
1 freezing valve upstream of each spinpump
2 pressure sensors for measuring the melt pressure in front and behind the spinpump
(2 per line)
heating box, completely insulated
heating by dowtherm vapour
1 double pt100 for measuring and controlling the heating box temperature
Designed as follows:
-bottom loading of rieter quickfit spinpacks
-design temperature 320°c
-maximum allowable working pressure: 300 bar for melt pipe and 2.57 bar for jacket
Dowtherm evaporator and components for heating system:
-electrically heated, total capacity approx 18 kw
-shut-off valves
-drainage valves
-dry protection sensor
-magnetic controlled
-level gauge
-vent system on top of measuring head.
Poy spin packs, type rieter quickfit:
Max pressure in the spinpack: 350 bar
Design temperature: 320 °c
Spinneret outside dimensions: 95 mm
Bottom loading design
Bayonet locking, insert and tighten by turning 90°
Self sealing system
Sand or metal powder filtration, 3 cm filling depth
Wire mesh filters
Spin pumps with motors and gears:
Gear pumps, 4-fold
Capacity 4 x 7.5 ccm/rev
Each spin pump system comprising
individual drive motor with flange connection to the reduction gear
hollow gear shaft for installation of spin pump shaft
shaft with shear pin protection
reduction ratio: 1:80
pump speed: 8-30 rev/min
motor type: synchronous ac-motor
rated power: 500w at 50 cps
Quench air cabinets bsk 470/1200
Each cabinet comprising:
-rigid cabinet made from welded sheet metal, painted, side walls made from alu sheet metal
-air rectifier consisting of different layers of perforated metal sheets, rectifiers removable to the front for cleaning.
-1 perforated hinged door
-air inlet duct flanged with counter flange, comprising air flow regulating flaps
-interfloor filament duct, length 2000 mm
-alu chutes for start-up
-nozzles for connection of differential pressure gauge.
Spinning vapour exhausts:
-exhaust hood per spinning position for removal of spinning vapour
-hood designed as follows:
made from stainless steel
air flow regulation flap
hood removable for cleaning
Take-up frames, type riedraw 1:
Welded steel frame, housing all drawrolls, compressed air supply pipes for the aspirator units and the yarn waste pipes within the fdy take-up unit.
Per position:
4 inlet yarn guides
2 spin finish application nozzles per end
1 yarn cutter / aspirator unit
2 spin finish pump
4 centring yarn guides
4 pre-intermingling jets
4 intermingling units
1 additional operator panel between duo1 and duo 2.
rolls as described further
1 automatic winder riemat a6-094
Drawrolls:
Mono 1 with 1 rievap 32 dual shell drawroll, type j7/32-40, ot40
Speedrange: 750 to 4000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
And 1 bearing separator roll, type srd60
Hard chromium plated
Duo 1 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 2 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 3 with 2 cold draw roll units each type j7/45-55
Speedrange: 1800 to 5500 mpm
Roll diameter: 150 mm
Working width: 180 mm
Automatic and wasteless winder riemat a6-094:
Spindle driven
Number of ends per winder: 4 ends
Yarn count range: 15 to 1000 dtex
Take up speed: 2500 to 5500 m/min
Chuck length: 900 mm
190 mm stroke, 420 mm outside package diameter
Package volume: 24.7 dm³
Tube bore: 94 ± 0.2 mm
Tube outside diameter: 106 ± 0.4 mm
Tube length: 225 ± 0.5 mm
Compressed air distribution station:
Mobile aspirator guns with hoses
Electrical control equipment
For electrical power
general : 3 x 380v/50hz plus ground wire
Euro-standard: 3x400v 50 or 60hz plus ground wire
Maximum voltage variation ±10% measured at terminals of cabinets
maximum frequency variation: ±2%
Process control system (cif):
Fully integrated control system to control and monitor the entire spinning line.
The central monitoring unit si linked to the plc of the spinning section and the plcs of each spinning position.
Drive and heater control:
Spinning section.
Speed adjustment for the extruder motor is done via a dc-convertor.
To achieve a constant pressure at the extruder outlet, the output of the pressure controller is transmitted to the dc-converter to adjust the extruder speed.
The feedback of the actual extruder speed is done by a tacho generator mounted on the extruder motor.
One common frequency inverter supplies the synchronous ac motors for the spin pumps.
According to process conditions, the plc transmits the setpoint to the inverter.
All motors are equipped with an overload protection.
Solid state relays heat each extruder zone and spinning beam.
Each extruder zone and the spinning beam represent an independent control loop.
Take-up section:
The inverter unit is a processor-controlled static frequency inverter for powering the 3-phase motors.
All inverter units in a position cabinet are supplied with approx 570v dc from a common rectifier.
Heating system:
The heating unit rhu is processor-controlled.
The power supply is taken straight from 3-phase 380/400v which powers the cabinet.
The inductor is fitted inside the draw roll.
The rhu switches the current on and off in this inductor.
While current flows, a voltage is inducted into the rotating draw roll.
This sets up a short-circuit current in the draw roll, thereby heating the roll unit.
HOURLY PRODUCTION:
FOR 150 DENIER @ 3500 MPM WINDER SPEED, THE HOURLY PRODUCTION IS 3.5 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 14 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 28 KG/HOUR AND M39 = 56 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 28 KG/HOUR EACH.
(AS PER OUR PEOPLE AT THE EXTRUSION PLANT, THEY WERE RUNNING TRIALS TO PRODUCE THE 150 DENIER @ 4000 MPM WINDER SPEED)
FOR 300 DENIER @ 3600 MPM WINDER SPEED, THE HOURLY PRODUCTION IS 7.2 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 28.8 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 57.6 KG/HOUR AND M39 = 115.2 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 57.6 KG/HOUR EACH.
FOR 600 DENIER @ 2200 MPM WINDER SPEED, (SPEED LIMITATION DUE TO EXTRUDER CAPACITY) THE HOURLY PRODUCTION IS 8.8 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 35.2 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 70.4 KG/HOUR AND M39 = 140.8 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 70.4 KG/HOUR EACH.
MACHINE HAS BEEN PARTIALLY DISASSEMBLED (EXTRUDERS AND SPINBEAMS HAVE BEEN TAKEN DOWN TO GROUNDFLOOR) REST OF THE EQUIPMENT STILL TO BE DISASSEMBLED
Learn More -
 M-4690 FULL AUTOMATIC SINGLE HEAD CHOCOLATE PRODUCTION LINEREFERENCE NUMBER: M-4690 (11111B176Y10UF) L FULL AUTOMATIC SINGLE HEAD CHOCOLATE PRODUCTION LINE TOTAL ELECTRIC POWER: 21KW AIR COMPRESSOR: CONSUMPTION: 0.22M3/MIN, PRESSURE: 0.7MPA WORKING CNDITION: TEMPERATURE: 20 TO 25°C CHOCOLATE WEIGHT: PURE CHOCOLATE: 2.5 TO 512 G, CENTRE FILLED CHOCOLATE: 15 TO 40G TOTAL MACHINE WEIGHT: 5,250KGS TOTAL MACHINE SIZE: 16.7 x 1.21 x 2.5 M MOULD SIZE: 280 x 200 x 30mm AND 300 x 225 x 30mm THE FOOD CONTACT SPARE PARTS ARE ALL PLATED WITH NICKEL. DOUGH HOPPER INSIDE SURFACE IS MADE OF STAINLESS STEEL 304, BEAUTIFUL AND CLEAN. TO MEET THE STANDARD OF FOOD STANDARD. COCOA BUTTER MELTING TANK (1SET) SUGAR GRINDING MACHINE (1SET) 500L CHOCOLATE CONCH (REFINER) (2SET) 500L CHOCOLATE HOLDING TANK (2SET) QH320 CHOCOLATE SYRUP PUMP (2SET) QH25CHOCOLATE SYRUP PUMP (2SET) QH-I SINGLE HEAD CHOCOLATE DEPOSITING AND COOLING TUNNEL (1SET) CHOCOLATE MOULDS (280PCS) CONTROL PANEL BOX (1PCS) OTHER OPTIONAL EQUIPMENTS: (CHOOSE WHEN USE NATURAL COCOA BUTTER) 250KG CHOCOLATE TEMPERING MACHINE 1SET QUANTITY AVAILABLE: 1 Learn More
M-4690 FULL AUTOMATIC SINGLE HEAD CHOCOLATE PRODUCTION LINEREFERENCE NUMBER: M-4690 (11111B176Y10UF) L FULL AUTOMATIC SINGLE HEAD CHOCOLATE PRODUCTION LINE TOTAL ELECTRIC POWER: 21KW AIR COMPRESSOR: CONSUMPTION: 0.22M3/MIN, PRESSURE: 0.7MPA WORKING CNDITION: TEMPERATURE: 20 TO 25°C CHOCOLATE WEIGHT: PURE CHOCOLATE: 2.5 TO 512 G, CENTRE FILLED CHOCOLATE: 15 TO 40G TOTAL MACHINE WEIGHT: 5,250KGS TOTAL MACHINE SIZE: 16.7 x 1.21 x 2.5 M MOULD SIZE: 280 x 200 x 30mm AND 300 x 225 x 30mm THE FOOD CONTACT SPARE PARTS ARE ALL PLATED WITH NICKEL. DOUGH HOPPER INSIDE SURFACE IS MADE OF STAINLESS STEEL 304, BEAUTIFUL AND CLEAN. TO MEET THE STANDARD OF FOOD STANDARD. COCOA BUTTER MELTING TANK (1SET) SUGAR GRINDING MACHINE (1SET) 500L CHOCOLATE CONCH (REFINER) (2SET) 500L CHOCOLATE HOLDING TANK (2SET) QH320 CHOCOLATE SYRUP PUMP (2SET) QH25CHOCOLATE SYRUP PUMP (2SET) QH-I SINGLE HEAD CHOCOLATE DEPOSITING AND COOLING TUNNEL (1SET) CHOCOLATE MOULDS (280PCS) CONTROL PANEL BOX (1PCS) OTHER OPTIONAL EQUIPMENTS: (CHOOSE WHEN USE NATURAL COCOA BUTTER) 250KG CHOCOLATE TEMPERING MACHINE 1SET QUANTITY AVAILABLE: 1 Learn More -
 TT-7161 MIURA LXH-300 GAS-FIRED STEAM BOILER, 300 HP, HIGH-PRESSURE, ENERGY-EFFICIENTTT-7161 MIURA LXH-300 GAS-FIRED STEAM BOILER, 300 HP, HIGH-PRESSURE, ENERGY-EFFICIENT 1. MIURA LX GAS FIRED STEAM BOILER, MODEL LXH-300. 2. HIGH-PRESSURE. 3. 300 HP CAPACITY. 4. RATED 30 PSI. QUANTITY: 1 Learn More
TT-7161 MIURA LXH-300 GAS-FIRED STEAM BOILER, 300 HP, HIGH-PRESSURE, ENERGY-EFFICIENTTT-7161 MIURA LXH-300 GAS-FIRED STEAM BOILER, 300 HP, HIGH-PRESSURE, ENERGY-EFFICIENT 1. MIURA LX GAS FIRED STEAM BOILER, MODEL LXH-300. 2. HIGH-PRESSURE. 3. 300 HP CAPACITY. 4. RATED 30 PSI. QUANTITY: 1 Learn More -
 TT-2026 AUTOMATIC GLUE SPRAY MACHINE, WIDTH 850 TO 2200mm WITH BRIDGE AND CONVEYOR AND PRESS AT THE EXITTT-2026 AUTOMATIC GLUE SPRAY MACHINE, WIDTH 850 TO 2200mm WITH BRIDGE AND CONVEYOR AND PRESS AT THE EXIT AUTOMATIC GLUE SPRAY MACHINE APPLICATION: THE AUTOMATIC GLUE SPRAY MACHINE IS HIGHLY AUTOMATED. THROUGH INFRARED MEASUREMENT, IT CAN AUTOMATICALLY IDENTIFY THE HEIGHT AND WIDTH OF THE MATERIAL, AND AUTOMATICALLY ADJUST THE POSITION OF THE GLUE NOZZLE FOR SPRAYING ACCORDING TO THE DETECTION HEIGHT. AUTOMATIC GLUE SPRAY MACHINE CAN COMPLETE SUCH PROCESSES AS AUTOMATICALLY GLUE SPRAYING, PNEUMATIC TURNING OVER OF THE UNIT AND AUTOMATICALLY PRESSING. WITH PLC CONTROL, HIGH PRODUCTION EFFICIENCY, SINGLE SPRAYING IS ABOUT 30 SECONDS PER SHEET. IT IS SUITABLE FOR SHEETS WITH WIDTH OF 850 TO 2200mm AND HEIGHT OF 5 TO 400mm THE GLUE SPRAYING MACHINE IS SUITABLE FOR FOAM, LATEX, MATTRESS AND HOME TEXTILE INDUSTRIES. Learn More
TT-2026 AUTOMATIC GLUE SPRAY MACHINE, WIDTH 850 TO 2200mm WITH BRIDGE AND CONVEYOR AND PRESS AT THE EXITTT-2026 AUTOMATIC GLUE SPRAY MACHINE, WIDTH 850 TO 2200mm WITH BRIDGE AND CONVEYOR AND PRESS AT THE EXIT AUTOMATIC GLUE SPRAY MACHINE APPLICATION: THE AUTOMATIC GLUE SPRAY MACHINE IS HIGHLY AUTOMATED. THROUGH INFRARED MEASUREMENT, IT CAN AUTOMATICALLY IDENTIFY THE HEIGHT AND WIDTH OF THE MATERIAL, AND AUTOMATICALLY ADJUST THE POSITION OF THE GLUE NOZZLE FOR SPRAYING ACCORDING TO THE DETECTION HEIGHT. AUTOMATIC GLUE SPRAY MACHINE CAN COMPLETE SUCH PROCESSES AS AUTOMATICALLY GLUE SPRAYING, PNEUMATIC TURNING OVER OF THE UNIT AND AUTOMATICALLY PRESSING. WITH PLC CONTROL, HIGH PRODUCTION EFFICIENCY, SINGLE SPRAYING IS ABOUT 30 SECONDS PER SHEET. IT IS SUITABLE FOR SHEETS WITH WIDTH OF 850 TO 2200mm AND HEIGHT OF 5 TO 400mm THE GLUE SPRAYING MACHINE IS SUITABLE FOR FOAM, LATEX, MATTRESS AND HOME TEXTILE INDUSTRIES. Learn More -
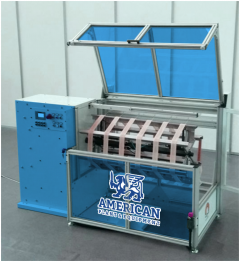 YY-2756 SKEIN WINDER FOR LABORATORIES AND SMALL FIBER MILLSYY-2756 SKEIN WINDER FOR LABORATORIES AND SMALL FIBER MILLS ELECTRIC SPECIFICATIONS: POWER CONSUMPTION: 1.0 KW SINGLE PHASE 230V 50/60Hz (CUSTOMIZABLE) SIZE OF THE MACHINE (LENGTH X WIDTH X HEIGHT): 3060 mm X 1580 mm X 2060 mm (120'' X 62'' X 81'') THE WOODEN CRATE SIZE IS 235 X 140 X 182 CM, WITH A GROSS WEIGHT OF 840 KG. THE MACHINE ITSELF WEIGHS 500 KG. QUANTITY: 1 Learn More
YY-2756 SKEIN WINDER FOR LABORATORIES AND SMALL FIBER MILLSYY-2756 SKEIN WINDER FOR LABORATORIES AND SMALL FIBER MILLS ELECTRIC SPECIFICATIONS: POWER CONSUMPTION: 1.0 KW SINGLE PHASE 230V 50/60Hz (CUSTOMIZABLE) SIZE OF THE MACHINE (LENGTH X WIDTH X HEIGHT): 3060 mm X 1580 mm X 2060 mm (120'' X 62'' X 81'') THE WOODEN CRATE SIZE IS 235 X 140 X 182 CM, WITH A GROSS WEIGHT OF 840 KG. THE MACHINE ITSELF WEIGHS 500 KG. QUANTITY: 1 Learn More -
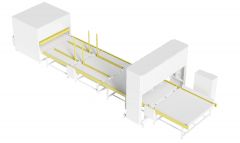
 M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINEREFERENCE NUMBER: M-1480
SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
TECHNICAL CHARACTERISTICS:
UNWINDER
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1100mm
MINIMUM WIDTH: 420mm
MAXIMUM WEIGHT: 300kgs
CORE ID: 3”
REWINDER:
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1000mm
MINIMUM WIDTH: 100mm
MAXIMUM WEIGHT PER SHAFT: 300kgs
CORE ID: 3”
MATERIAL:
TYPE: 100% PP NONWOVEN
MINIMUM: 10gsm
MAXIMUM: 150gsm
TENSION:
MAXIMUM: 2 PLI
SPEED:
METERS PER MINUTE: 250
DESCRIPTION:
REWINDER MACHINE FOR NONWOVEN ROLLS: UP TO 1000 mm DIAMETER AT UNWINDER AND 1200 mm AT REWINDER.
THE WORKSTATION OFFERS EASY ACCESS TO THE TENSION CONTROL AREA AS WELL AS THE TRIMMING AREA; THIS WAY, ANY MODIFICATION ON THE MATERIAL MEASUREMENTS CAN BE DONE SAFELY.
THE WORKSTATION WILL DELIVER MODULES OF ROLLED MATERIAL WITH SPECIFIC DENSITY, AND SEPARATED FROM EACH OTHER IN ORDER TO KEEP OPERATION CONDITIONS WITHIN REQUIRED QUALITY CONTROLS.
UNWINDER WITH SHAFT:
THERE IS A CENTRAL UNWINDING SYSTEM SUPPORTED BY A 3” STEEL EXPANSION SHAFT.
THERE IS A TENSION CONTROL SYSTEM THAT WORKS THROUGH A PNEUMATIC DISK BRAKE WITH A REPLACEABLE PADS SYSTEM.
THE UNWINDER HAS A PIVOTABLE ROLLER SYSTEM WHEREBY TENSION MAY BE MODIFIED ON ONE END TO REDUCE TENSION DIFFERENCE ON MATERIAL IF NECESSARY.
THE SAFETY CHUCK HAS A MECHANICAL MOVEMENT SYSTEM FOR SHAFT INSERTION.
THE UNWINDER HAS AN ULTRASONIC OR LASER SENSOR FOR A REAL MEASURING OF ROLL DIAMETER. THIS INFORMATION WILL HELP TO KEEP A SPECIFIC TENSION ON MATERIAL DURING ALL THE PROCESS.
CUTTING:
THE LONGITUDINAL SHEAR CUT SYSTEM GUARANTEES CLEAN AND SAFE TRIMMING AT EVERY MODULE. THE CUTTING SYSTEM ADAPTED TO THE MAIN TRANSMISSION GUARANTEES AN OVER SPEED THAT MAY BE REGULATED ACCORDING TO THE MATERIAL DURING EVERY STAGE OF PROCESS. THE PNEUMATIC ACTIVATION KNIVES WILL ALLOW A FAST MODIFICATION OF THE CUTTING MEASUREMENTS.
THIS ROLLER IS LOCATED AT AN EASY ACCESS AREA FOR THE OPERATOR TO BE ABLE TO MAKE CHANGES ON THE CUTTING WIDTH SAFELY. THE COUNTER KNIVES ARE ASSEMBLED TO THE ROLLER BY 3 SETSCREWS THAT FIX THEIR POSITION ON THE ROLLER. THE COUNTERKNIVES HAVE TWO FACES, SO WHEN THE FIRST FACE HAS AN IMPORTANT WEAR, IT WILL BE REMOVED FROM THE ROLLER AND THE NEW FACE WILL BE PLACED INSTEAD. THIS WILL EXTEND THE LIFESPAN OF THIS IMPORTANT COMPONENT.
SHEAR CUT KNIVES: THERE IS AN ADJUSTMENT MECHANISM TO PLACE THEM ON THE COUNTER KNIFE AND TO ADJUST THE CUTTING LOAD ACCURATELY. THE COUNTER KNIVES ARE SUPPORTED TOWARDS THE ROLLER IN ORDER TO OBTAIN A CUTOFF. THE SPEED ON THIS SYSTEM IS AN OVER SPEED IN RELATION TO THAT OF THE MATERIAL, IN ORDER TO GENERATE A CLEAN CUT.
LONGITUDINAL SHEAR CUT: PNEUMATIC ACTIVATION.
COUNTER KNIVES ROLLER WITH 3 SUPPORT PLANES FOR THE COUNTER KNIVES; 120° DISPLACEMENT FROM EACH OTHER.
19 SLITTERS ARE INCLUDED.
REWINDER:
PERIPHERAL REWINDER FOR NONWOVEN. THIS SYSTEM HAS A COUPLE OF MAIN ROLLERS WHERE THE MATERIAL ROLL IS FORMED.
THIS SYSTEM HAS LINEAR GUIDES FOR COMPACTION THROUGH WICH A NIP IS OBTAINED ON THE MATERIAL. THE REWINDER WILL HAVE A TRANSMISSION BASED ON A VECTORIAL-TYPE MOTOR ADAPTED TO A CYCLOIDAL REDUCER. THE TRANSMISSION HAS A MECHANICAL TORQUE CONTROL SYSTEM TO CONTROL THE TORQUE DIFFERENTIAL BETWEEN MAIN ROLLS.
THIS SYSTEM WILL HAVE A 3” EXPANSION SHAFT WHERE THE CARDBOARD CORES WILL BE INSERTED AND THE MATERIAL ROLLS WILL BE FORMED.
FABRIC OPENING SYSTEM:
THIS SYSTEM IS BASED ON A VARIABLE CURVATURE SYSTEM BY A CENTER KNOB AND IT IS A BAR- TYPE SYSTEM. THIS KNOB IS THERE TO CONTROL THE CURVATURE OF THE BAR WHERE MATERIAL SLIDES THROUGH. THE SLIDING BAR IS MADE OUT OF AN ULTRA LOW FRICTION MATERIAL IN ORDER TO GENERATE A SMOOTH SLIDING OF MATERIAL WITHOUT ANY TENSION ADDED. THIS WILL REDUCE WRINKLES IN A SIGNIFICANT WAY.
AUTOMATIC TENSION SYSTEM:
THERE IS AN OPEN LOOP AUTOMATIC TENSION CONTROL SYSTEM WITH A SENSOR FOR DIAMETER MEASURING. BY THIS SYSTEM, A REAL VALUE OF DIAMETER IS OBTAINED AT THE REWINDER. PRESSURE OF PNEUMATIC BRAKE VARIES DURING PROCESS.
MANUAL POSITIONING (OPTIONAL):
THE MANUAL POSITIONING SYSTEM IS BASED ON THE POSITION CONTROL OF THE COUNTER KNIVES. THE MODULE IS POSITIONED AT A DESIRED CUTTING PARAMETER AND THE COUNTER KNIFE WILL PHYSICALLY COME ACROSS IT. THE REAL POSITION OF MODULE WILL BE SHOWN ON A SCREEN THAT OPERATOR WILL BE CONSTANTLY SUPERVISING. THIS SCREEN WILL SHOW THE REAL MEASUREMENTS OF THE CARRIAGE IN RELATION TO THE LAST ONE OR AS AN ABSOLUTE REFERENCE. OPERATOR WILL BE ABLE TO RESET THE MEASUREMENT ONCE THE COUNTER KNIFE IS REPLACED AND WILL REPEAT THIS PROCESS EVERY TIME A COUNTER KNIFE IS POSITIONED.
A DISPLAY WILL SHOW THE DESIRED POSITION IN MILLIMETERS OR INCHES.
THIS SYSTEM CAN SHOW MEASUREMENT IN AN EITHER ABSOLUTE OR INCREASING WAY.
POSITION TOLERANCE: +/- 0.30 mm.
THE POSITIONER IS INSTALLED ON A SUPPORT THAT WILL BE LOCATED ON THE REWINDER BENCHES. THEREFORE, THERE WILL BE AN EASY ACCESS TO SYSTEM AND AN EASY REPETITION OF POSITIONING PROCESS.
UNLOADING ROLL TABLE:
A HYDRAULIC PIVOTEABLE TABLE WILL HAVE AS MAIN FUNCTION THE UNLOADING OF FINISHED ROLLS THAT THEN WILL BE LOCATED ON FLOOR LEVEL. THIS SYSTEM WILL EJECT THE ROLL AND THEN IT WILL BE RECEIVED AT THE PIVOTING TABLE FOR AN EFFICIENT UNLOADING.
THE UNLOADING TABLE WILL ALSO WORK AS A PROTECTION FOR THE OPERATOR.
THIS EQUIPMENT WILL HAVE SECURITY CURTAINS AT FRONT TO KEEP OPERATOR FROM ENTERING THE REWINDING AREA. THERE WILL BE AN EMERGENCY STOP BUTTON OR WIRE WHERE OPERATOR WORKS AND WILL ALSO HAVE PHYSICAL PROTECTION WITH SECURITY SWITCHES AT CUTTING AREA.
CONTROL:
HMI CENTRAL CONTROL SYSTEM WITH TOUCH SCREEN TO PROGRAM THE OPERATION CYCLE AND ALL THE MATERIAL CHARACTERISTICS. OPERATOR WILL HAVE ACCESS TO ALL OPERATION PARAMETERS IN ORDER TO BE ABLE TO MAKE CHANGES ON THE EQUIPMENT OPERATION CONDITIONS, AND THEREFORE OBTAIN MATERIAL ROLLS WITH SPECIFIC DENSITIES.
TRANSMISSION: VECTORIAL MOTO REDUCER WITH 1000:1 TORQUE.
DIGITAL METER COUNTER WITH DISPLAY AND AUTOMATIC STOP AT DEFINED DISTANCE.
DOCUMENTS INCLUDED:
THE MACHINE WILL BE DELIVERED WITH THE FOLLOWING DOCUMENT:
OPERATION MANUAL
MAINTENANCE MANUAL
SAFETY MANUAL
ELECTRIC DIAGRAMS
CONTROL SYSTEM MANUAL
PLC BACKUP
REQUIREMENTS:
ELECTRIC 15 KW, 440 VAC, TRI PHASE.
PNEUMATIC 6 BAR - 60 LTS. / MIN.
DUCTS AND WIRING:
DUCTS AND WIRES RUNNING FROM UTILITIES SOURCES TO THE CONTROL PANEL AND FROM THE CONTROL PANEL TO THE MACHINE WILL BE AT CUSTOMER COSTS AND MUST BE DONE ACCORDING TO THE INSTRUCTIONS SHOWN IN OUR DIAGRAMS
SIEMENS PLC
Learn More