Search results for: 'automatic tension'
- Related search terms
- automatic+V'
- automatic V''
- automatic+V''
- automatic f
- AUTOMATIC''
-
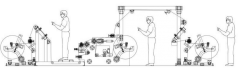
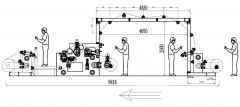
 M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINEREFERENCE NUMBER: M-1480
SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
TECHNICAL CHARACTERISTICS:
UNWINDER
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1100mm
MINIMUM WIDTH: 420mm
MAXIMUM WEIGHT: 300kgs
CORE ID: 3”
REWINDER:
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1000mm
MINIMUM WIDTH: 100mm
MAXIMUM WEIGHT PER SHAFT: 300kgs
CORE ID: 3”
MATERIAL:
TYPE: 100% PP NONWOVEN
MINIMUM: 10gsm
MAXIMUM: 150gsm
TENSION:
MAXIMUM: 2 PLI
SPEED:
METERS PER MINUTE: 250
DESCRIPTION:
REWINDER MACHINE FOR NONWOVEN ROLLS: UP TO 1000 mm DIAMETER AT UNWINDER AND 1200 mm AT REWINDER.
THE WORKSTATION OFFERS EASY ACCESS TO THE TENSION CONTROL AREA AS WELL AS THE TRIMMING AREA; THIS WAY, ANY MODIFICATION ON THE MATERIAL MEASUREMENTS CAN BE DONE SAFELY.
THE WORKSTATION WILL DELIVER MODULES OF ROLLED MATERIAL WITH SPECIFIC DENSITY, AND SEPARATED FROM EACH OTHER IN ORDER TO KEEP OPERATION CONDITIONS WITHIN REQUIRED QUALITY CONTROLS.
UNWINDER WITH SHAFT:
THERE IS A CENTRAL UNWINDING SYSTEM SUPPORTED BY A 3” STEEL EXPANSION SHAFT.
THERE IS A TENSION CONTROL SYSTEM THAT WORKS THROUGH A PNEUMATIC DISK BRAKE WITH A REPLACEABLE PADS SYSTEM.
THE UNWINDER HAS A PIVOTABLE ROLLER SYSTEM WHEREBY TENSION MAY BE MODIFIED ON ONE END TO REDUCE TENSION DIFFERENCE ON MATERIAL IF NECESSARY.
THE SAFETY CHUCK HAS A MECHANICAL MOVEMENT SYSTEM FOR SHAFT INSERTION.
THE UNWINDER HAS AN ULTRASONIC OR LASER SENSOR FOR A REAL MEASURING OF ROLL DIAMETER. THIS INFORMATION WILL HELP TO KEEP A SPECIFIC TENSION ON MATERIAL DURING ALL THE PROCESS.
CUTTING:
THE LONGITUDINAL SHEAR CUT SYSTEM GUARANTEES CLEAN AND SAFE TRIMMING AT EVERY MODULE. THE CUTTING SYSTEM ADAPTED TO THE MAIN TRANSMISSION GUARANTEES AN OVER SPEED THAT MAY BE REGULATED ACCORDING TO THE MATERIAL DURING EVERY STAGE OF PROCESS. THE PNEUMATIC ACTIVATION KNIVES WILL ALLOW A FAST MODIFICATION OF THE CUTTING MEASUREMENTS.
THIS ROLLER IS LOCATED AT AN EASY ACCESS AREA FOR THE OPERATOR TO BE ABLE TO MAKE CHANGES ON THE CUTTING WIDTH SAFELY. THE COUNTER KNIVES ARE ASSEMBLED TO THE ROLLER BY 3 SETSCREWS THAT FIX THEIR POSITION ON THE ROLLER. THE COUNTERKNIVES HAVE TWO FACES, SO WHEN THE FIRST FACE HAS AN IMPORTANT WEAR, IT WILL BE REMOVED FROM THE ROLLER AND THE NEW FACE WILL BE PLACED INSTEAD. THIS WILL EXTEND THE LIFESPAN OF THIS IMPORTANT COMPONENT.
SHEAR CUT KNIVES: THERE IS AN ADJUSTMENT MECHANISM TO PLACE THEM ON THE COUNTER KNIFE AND TO ADJUST THE CUTTING LOAD ACCURATELY. THE COUNTER KNIVES ARE SUPPORTED TOWARDS THE ROLLER IN ORDER TO OBTAIN A CUTOFF. THE SPEED ON THIS SYSTEM IS AN OVER SPEED IN RELATION TO THAT OF THE MATERIAL, IN ORDER TO GENERATE A CLEAN CUT.
LONGITUDINAL SHEAR CUT: PNEUMATIC ACTIVATION.
COUNTER KNIVES ROLLER WITH 3 SUPPORT PLANES FOR THE COUNTER KNIVES; 120° DISPLACEMENT FROM EACH OTHER.
19 SLITTERS ARE INCLUDED.
REWINDER:
PERIPHERAL REWINDER FOR NONWOVEN. THIS SYSTEM HAS A COUPLE OF MAIN ROLLERS WHERE THE MATERIAL ROLL IS FORMED.
THIS SYSTEM HAS LINEAR GUIDES FOR COMPACTION THROUGH WICH A NIP IS OBTAINED ON THE MATERIAL. THE REWINDER WILL HAVE A TRANSMISSION BASED ON A VECTORIAL-TYPE MOTOR ADAPTED TO A CYCLOIDAL REDUCER. THE TRANSMISSION HAS A MECHANICAL TORQUE CONTROL SYSTEM TO CONTROL THE TORQUE DIFFERENTIAL BETWEEN MAIN ROLLS.
THIS SYSTEM WILL HAVE A 3” EXPANSION SHAFT WHERE THE CARDBOARD CORES WILL BE INSERTED AND THE MATERIAL ROLLS WILL BE FORMED.
FABRIC OPENING SYSTEM:
THIS SYSTEM IS BASED ON A VARIABLE CURVATURE SYSTEM BY A CENTER KNOB AND IT IS A BAR- TYPE SYSTEM. THIS KNOB IS THERE TO CONTROL THE CURVATURE OF THE BAR WHERE MATERIAL SLIDES THROUGH. THE SLIDING BAR IS MADE OUT OF AN ULTRA LOW FRICTION MATERIAL IN ORDER TO GENERATE A SMOOTH SLIDING OF MATERIAL WITHOUT ANY TENSION ADDED. THIS WILL REDUCE WRINKLES IN A SIGNIFICANT WAY.
AUTOMATIC TENSION SYSTEM:
THERE IS AN OPEN LOOP AUTOMATIC TENSION CONTROL SYSTEM WITH A SENSOR FOR DIAMETER MEASURING. BY THIS SYSTEM, A REAL VALUE OF DIAMETER IS OBTAINED AT THE REWINDER. PRESSURE OF PNEUMATIC BRAKE VARIES DURING PROCESS.
MANUAL POSITIONING (OPTIONAL):
THE MANUAL POSITIONING SYSTEM IS BASED ON THE POSITION CONTROL OF THE COUNTER KNIVES. THE MODULE IS POSITIONED AT A DESIRED CUTTING PARAMETER AND THE COUNTER KNIFE WILL PHYSICALLY COME ACROSS IT. THE REAL POSITION OF MODULE WILL BE SHOWN ON A SCREEN THAT OPERATOR WILL BE CONSTANTLY SUPERVISING. THIS SCREEN WILL SHOW THE REAL MEASUREMENTS OF THE CARRIAGE IN RELATION TO THE LAST ONE OR AS AN ABSOLUTE REFERENCE. OPERATOR WILL BE ABLE TO RESET THE MEASUREMENT ONCE THE COUNTER KNIFE IS REPLACED AND WILL REPEAT THIS PROCESS EVERY TIME A COUNTER KNIFE IS POSITIONED.
A DISPLAY WILL SHOW THE DESIRED POSITION IN MILLIMETERS OR INCHES.
THIS SYSTEM CAN SHOW MEASUREMENT IN AN EITHER ABSOLUTE OR INCREASING WAY.
POSITION TOLERANCE: +/- 0.30 mm.
THE POSITIONER IS INSTALLED ON A SUPPORT THAT WILL BE LOCATED ON THE REWINDER BENCHES. THEREFORE, THERE WILL BE AN EASY ACCESS TO SYSTEM AND AN EASY REPETITION OF POSITIONING PROCESS.
UNLOADING ROLL TABLE:
A HYDRAULIC PIVOTEABLE TABLE WILL HAVE AS MAIN FUNCTION THE UNLOADING OF FINISHED ROLLS THAT THEN WILL BE LOCATED ON FLOOR LEVEL. THIS SYSTEM WILL EJECT THE ROLL AND THEN IT WILL BE RECEIVED AT THE PIVOTING TABLE FOR AN EFFICIENT UNLOADING.
THE UNLOADING TABLE WILL ALSO WORK AS A PROTECTION FOR THE OPERATOR.
THIS EQUIPMENT WILL HAVE SECURITY CURTAINS AT FRONT TO KEEP OPERATOR FROM ENTERING THE REWINDING AREA. THERE WILL BE AN EMERGENCY STOP BUTTON OR WIRE WHERE OPERATOR WORKS AND WILL ALSO HAVE PHYSICAL PROTECTION WITH SECURITY SWITCHES AT CUTTING AREA.
CONTROL:
HMI CENTRAL CONTROL SYSTEM WITH TOUCH SCREEN TO PROGRAM THE OPERATION CYCLE AND ALL THE MATERIAL CHARACTERISTICS. OPERATOR WILL HAVE ACCESS TO ALL OPERATION PARAMETERS IN ORDER TO BE ABLE TO MAKE CHANGES ON THE EQUIPMENT OPERATION CONDITIONS, AND THEREFORE OBTAIN MATERIAL ROLLS WITH SPECIFIC DENSITIES.
TRANSMISSION: VECTORIAL MOTO REDUCER WITH 1000:1 TORQUE.
DIGITAL METER COUNTER WITH DISPLAY AND AUTOMATIC STOP AT DEFINED DISTANCE.
DOCUMENTS INCLUDED:
THE MACHINE WILL BE DELIVERED WITH THE FOLLOWING DOCUMENT:
OPERATION MANUAL
MAINTENANCE MANUAL
SAFETY MANUAL
ELECTRIC DIAGRAMS
CONTROL SYSTEM MANUAL
PLC BACKUP
REQUIREMENTS:
ELECTRIC 15 KW, 440 VAC, TRI PHASE.
PNEUMATIC 6 BAR - 60 LTS. / MIN.
DUCTS AND WIRING:
DUCTS AND WIRES RUNNING FROM UTILITIES SOURCES TO THE CONTROL PANEL AND FROM THE CONTROL PANEL TO THE MACHINE WILL BE AT CUSTOMER COSTS AND MUST BE DONE ACCORDING TO THE INSTRUCTIONS SHOWN IN OUR DIAGRAMS
SIEMENS PLC
Learn More -
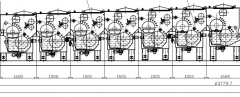 TT-8645 OPEN WIDTH WASHING MACHINE FOR WOVEN FABRIC, WORKING WIDTH 1800mm, 5 WASHING CHAMBERS, 2 WASHING DRUMS IN EACH CHAMBERTT-8645 OPEN WIDTH WASHING MACHINE FOR WOVEN FABRIC, WORKING WIDTH 1800mm, 5 WASHING CHAMBERS, 2 WASHING DRUMS IN EACH CHAMBER 1. OPEN WIDTH WASHING MACHINE FOR WOVEN FABRIC 2. WORKING WIDTH: 1800mm 3. 5 WASHING CHAMBERS 4. 2 WASHING DRUM IN EACH CHAMBER 5. DRIVING SIDE: (PLEASE SPECIFY) Learn More
TT-8645 OPEN WIDTH WASHING MACHINE FOR WOVEN FABRIC, WORKING WIDTH 1800mm, 5 WASHING CHAMBERS, 2 WASHING DRUMS IN EACH CHAMBERTT-8645 OPEN WIDTH WASHING MACHINE FOR WOVEN FABRIC, WORKING WIDTH 1800mm, 5 WASHING CHAMBERS, 2 WASHING DRUMS IN EACH CHAMBER 1. OPEN WIDTH WASHING MACHINE FOR WOVEN FABRIC 2. WORKING WIDTH: 1800mm 3. 5 WASHING CHAMBERS 4. 2 WASHING DRUM IN EACH CHAMBER 5. DRIVING SIDE: (PLEASE SPECIFY) Learn More -
 M-5300 UNDER PAD PRODUCTION LINEREFERENCE NUMBER: M-5300 (131342BVGT12UF) L UNDER PAD PRODUCTION LINE UNDER PAD PRODUCTION LINE MODEL: 100CD PRODUCTS TO BE PRODUCED: 3 SIZES OF DISPOSABLE UNDER PAD (SIZE: 600x900mm, 600x600mm, 600x400mm) MECHANICAL DRIVING SYSTEM WITH INVERTER CONTROL PRODUCT STRUCTURE: FLUFF +SAP; TOP TISSUE; BOTTOM TISSUE; TOP SHEET; BACK SHEET QUANTITY AVAILABLE: 1 Learn More
M-5300 UNDER PAD PRODUCTION LINEREFERENCE NUMBER: M-5300 (131342BVGT12UF) L UNDER PAD PRODUCTION LINE UNDER PAD PRODUCTION LINE MODEL: 100CD PRODUCTS TO BE PRODUCED: 3 SIZES OF DISPOSABLE UNDER PAD (SIZE: 600x900mm, 600x600mm, 600x400mm) MECHANICAL DRIVING SYSTEM WITH INVERTER CONTROL PRODUCT STRUCTURE: FLUFF +SAP; TOP TISSUE; BOTTOM TISSUE; TOP SHEET; BACK SHEET QUANTITY AVAILABLE: 1 Learn More -
 YY-2409 SLOT DIE COATING MACHINE, MAXIMUM COATING WIDTH 1550mm (61 INCHES)YY-2409 SLOT DIE COATING MACHINE, MAXIMUM COATING WIDTH 1550mm (61 INCHES) APPLICATION: 1. HOT MELT SENSITIVE PRESSURE ADHESIVE COATING AND LAMINATION LINE, FOR COATING, LAMINATION, PEELING, REWINDING FUNCTION. 2. APPLICATION MATERIAL: PET, PVC, PAPER ETC. MACHINE FEATURES: 1. THIS MACHINE INCLUDES MICROCOMPUTER PLC, TOUCH SCREEN CONTROL, SIMPLE OPERATION AND HIGH AUTOMATION; 2. USING HIGH WEAR-RESISTANT ALLOY STEEL SLOT DIE, WITH COATING CONTROL ACCURACY AND GOOD SERVICE LIFE; 3. AN OVERALL COATING ADJUSTMENT BRACKET IS INCLUDED, AND THE REPEAT POSITIONING ACCURACY IS PRECISE; 4. AUTOMATICALLY TRACKS AND DISPLAYS AND STORES THE AMOUNT OF GLUE NEEDED, MAKING THE OPERATION AND USE CONVENIENT AND FAST; 5. THE FIRST UNWINDING IS EQUIPPED WITH A WEB GUIDING DEVICE, WITH A HIGH-PERFORMANCE INFRARED SENSOR AND ELECTRIC CONTROLLER TO ENSURE THE EVEN LET OFF OF THE MATERIAL ROLL; 6. THE HEATING TEMPERATURE IS ALL CENTRALLY CONTROLLED BY PLC; 7. THE AMOUNT OF GLUE SUPPLIED BY THE METERING PUMP FOR THE COATING WIDTH IS INPUT BY THE WORKER, AND THE AMOUNT OF GLUE SUPPLIED WILL BE AUTOMATICALLY CALCULATED AND SUPPLIED TO THE DIE SLOT. QUANTITY: 1 Learn More
YY-2409 SLOT DIE COATING MACHINE, MAXIMUM COATING WIDTH 1550mm (61 INCHES)YY-2409 SLOT DIE COATING MACHINE, MAXIMUM COATING WIDTH 1550mm (61 INCHES) APPLICATION: 1. HOT MELT SENSITIVE PRESSURE ADHESIVE COATING AND LAMINATION LINE, FOR COATING, LAMINATION, PEELING, REWINDING FUNCTION. 2. APPLICATION MATERIAL: PET, PVC, PAPER ETC. MACHINE FEATURES: 1. THIS MACHINE INCLUDES MICROCOMPUTER PLC, TOUCH SCREEN CONTROL, SIMPLE OPERATION AND HIGH AUTOMATION; 2. USING HIGH WEAR-RESISTANT ALLOY STEEL SLOT DIE, WITH COATING CONTROL ACCURACY AND GOOD SERVICE LIFE; 3. AN OVERALL COATING ADJUSTMENT BRACKET IS INCLUDED, AND THE REPEAT POSITIONING ACCURACY IS PRECISE; 4. AUTOMATICALLY TRACKS AND DISPLAYS AND STORES THE AMOUNT OF GLUE NEEDED, MAKING THE OPERATION AND USE CONVENIENT AND FAST; 5. THE FIRST UNWINDING IS EQUIPPED WITH A WEB GUIDING DEVICE, WITH A HIGH-PERFORMANCE INFRARED SENSOR AND ELECTRIC CONTROLLER TO ENSURE THE EVEN LET OFF OF THE MATERIAL ROLL; 6. THE HEATING TEMPERATURE IS ALL CENTRALLY CONTROLLED BY PLC; 7. THE AMOUNT OF GLUE SUPPLIED BY THE METERING PUMP FOR THE COATING WIDTH IS INPUT BY THE WORKER, AND THE AMOUNT OF GLUE SUPPLIED WILL BE AUTOMATICALLY CALCULATED AND SUPPLIED TO THE DIE SLOT. QUANTITY: 1 Learn More -
 YY-2761 SLOT DIE COATING MACHINE, WORKING WIDTH 1550mm, FOR HOT MELT PRESSURE SENSITIVE ADHESIVE COATING AND LAMINATIONYY-2761 SLOT DIE COATING MACHINE, WORKING WIDTH 1550mm, FOR HOT MELT PRESSURE SENSITIVE ADHESIVE COATING AND LAMINATION APPLICATION: 1. HOT MELT SENSITIVE PRESSURE ADHESIVE COATING AND LAMINATION LINE, IT HAS FUNCTIONS OF COATING, LAMINATION, PEELING, REWINDING FUNCTION. 2. MATERIAL APPLICATION: PET, PVC, PAPER ETC. QUANTITY: 1 Learn More
YY-2761 SLOT DIE COATING MACHINE, WORKING WIDTH 1550mm, FOR HOT MELT PRESSURE SENSITIVE ADHESIVE COATING AND LAMINATIONYY-2761 SLOT DIE COATING MACHINE, WORKING WIDTH 1550mm, FOR HOT MELT PRESSURE SENSITIVE ADHESIVE COATING AND LAMINATION APPLICATION: 1. HOT MELT SENSITIVE PRESSURE ADHESIVE COATING AND LAMINATION LINE, IT HAS FUNCTIONS OF COATING, LAMINATION, PEELING, REWINDING FUNCTION. 2. MATERIAL APPLICATION: PET, PVC, PAPER ETC. QUANTITY: 1 Learn More -
 TT-1431 SLOT DIE COATING MACHINE, COATING WIDTH 1600mmTT-1431 SLOT DIE COATING MACHINE, COATING WIDTH 1600mm PARAMETERS 1. COATING METHOD: SLOT DIE COATING 2. MAX. COATING WIDTH: 1600mm 3. COATING WEIGHT: 50 TO 300 GSM 4. UNIFORMITY: ≤10% 5. MECHANICAL SPEED: 1 TO 20 METERS PER MINUTE 6. COATING SPEED: THE COATING SPEED IS DETERMINED ACCORDING TO THE COATING WEIGHT, QUANTITY, ADHESIVE VISCOSITY, THE TEMPERATURE AND THE SUBSTRATE. 7. ROLLER WIDTH: 1750mm (ACTUAL WORKING WIDTH OF PAPER ROLL IS 1600mm) 8. MAX. UNWINDING DIAMETER: 1250mm 9. MAX. REWINDING DIAMETER: 950mm 10. UNWINDING TENSION: ≤600N 11. FILM UNWINDING TENSION: ≤200N 12. WINDING TENSION: ≤600N 13. GLUE MELTING SPEED: 310 KG/HOUR 14. GLUE INPUT HOSE: TEFLON TUBE 15. GLUE MELTING TEMPERATURE: ABOUT 260°C MAXIMUM 16. MECHANICAL POWER: ABOUT 40 KW 17. INSTALLED POWER: ABOUT 110 KW 18. POWER SUPPLY: ABOUT 440 VOLTS, 60Hz 19. AIR SOURCE: 0.6 TO 0.8 MPA 20. WATER SOURCE: 0.15 TO 0.4 MPA CIRCULATING COOLING WATER 21. DIMENSIONS: 9000 (LENGTH) X 6600 (WIDTH) X 2300mm 22. THE AMOUNT OF GLUE AND THE GLUE SPEED ARE TRACKED SYNCHRONOUSLY, AND CAN ALSO BE ADJUSTED INDEPENDENTLY QUANTITY: 1 Learn More
TT-1431 SLOT DIE COATING MACHINE, COATING WIDTH 1600mmTT-1431 SLOT DIE COATING MACHINE, COATING WIDTH 1600mm PARAMETERS 1. COATING METHOD: SLOT DIE COATING 2. MAX. COATING WIDTH: 1600mm 3. COATING WEIGHT: 50 TO 300 GSM 4. UNIFORMITY: ≤10% 5. MECHANICAL SPEED: 1 TO 20 METERS PER MINUTE 6. COATING SPEED: THE COATING SPEED IS DETERMINED ACCORDING TO THE COATING WEIGHT, QUANTITY, ADHESIVE VISCOSITY, THE TEMPERATURE AND THE SUBSTRATE. 7. ROLLER WIDTH: 1750mm (ACTUAL WORKING WIDTH OF PAPER ROLL IS 1600mm) 8. MAX. UNWINDING DIAMETER: 1250mm 9. MAX. REWINDING DIAMETER: 950mm 10. UNWINDING TENSION: ≤600N 11. FILM UNWINDING TENSION: ≤200N 12. WINDING TENSION: ≤600N 13. GLUE MELTING SPEED: 310 KG/HOUR 14. GLUE INPUT HOSE: TEFLON TUBE 15. GLUE MELTING TEMPERATURE: ABOUT 260°C MAXIMUM 16. MECHANICAL POWER: ABOUT 40 KW 17. INSTALLED POWER: ABOUT 110 KW 18. POWER SUPPLY: ABOUT 440 VOLTS, 60Hz 19. AIR SOURCE: 0.6 TO 0.8 MPA 20. WATER SOURCE: 0.15 TO 0.4 MPA CIRCULATING COOLING WATER 21. DIMENSIONS: 9000 (LENGTH) X 6600 (WIDTH) X 2300mm 22. THE AMOUNT OF GLUE AND THE GLUE SPEED ARE TRACKED SYNCHRONOUSLY, AND CAN ALSO BE ADJUSTED INDEPENDENTLY QUANTITY: 1 Learn More -
 C-4085 GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE, YEAR RECONDITIONED 2004
C-4085 GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE, YEAR RECONDITIONED 2004REFERENCE NUMBER: C-4085
GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE, YEAR RECONDITIONED 2004
GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE
IN 20 ROPES
YEAR RECONDITIONED: 2004
AND THEN IT STOPPED ON 2009
STILL ON MILL FLOOR
A-BALL WARPING MACHINES:
OFFER 001
RED-CHATWOOD BALL WARPER
MODEL: WC 480
YEAR: 1991
MAX. DIAMETER: 1200mm
TRAVERSE MAX.1200mm
MAX. WEIGHT: 816 KGS
ELECTRONIC CONTROL
2 ROLLERS WITH SENSOR
FOR AUTOMATIC REGULATION
AND CONSTANT AND PERIPHERIC WINDING SPEED
AND TENSION YARN FROM CREEL
QUANTITY: 1
OFFER 002
REED-CHATWOOD V CREEL
MODEL: LVC/A
YEAR: 1991
WITH ELECTRONIC TENSION REGULATION
504 POSITIONS WORKING
504 POSITIONS STORAGE
GAUGE 340mm X 340mm
80-WOOD LOG
QUANTITY: 2
OFFER 003
INDIGO & SULPHUR AND MERCERIZING ROPES DYEING LINE:
YEAR: 1972
YEAR RECONDITIONED: 2004
GREENVILLE
ROPES RANGE 20 ROPES
THIS ROPE RANGE HAS THE FLEXIBILITY TO PRODUCE 11 DIFFERENT DYEING PROCESS
QUANTITY: 1
COMPLETE OF:
OFFER 004
CREEL FOR 20 BALLS WARP POSITIONS
QUANTITY: 1
OFFER 005
ROPES YARN INTRODUCTION
AND DRAGGING CALENDER
QUANTITY: 1
OFFER 006
TANK1 - SODAING, IMBIBITION AND PURGING TANK
WITH LIQUID CIRCULATION
AND FILTERING GROUP
WITH SQEEZING PADDER FOR 10000 KGS
IN UPPER POSITION
QUANTITY: 1
OFFER 007
STEAMER
WITH VERTICAL PASSAGES OF FABRIC BY 6 UPPER
AND UNDER 5 CYLINDERS
CAP.L.M.40
QUANTITY: 1
OFFER 008
TANK2- FIXING, WASHING, INDIGO DYEING TANK
WITH SQEEZING PADDER FOR 10000 KGS FOR EACH TANK
QUANTITY: 1
OFFER 009
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
QUANTITY: 1 SET
OFFER 010
TANK3 - NEUTRALIZATION, WASHING AND INDIGO DYEING
WITH SQEEZING PADDER 10000 KGS
IRON AISI 316 FOR EACH TANK
QUANTITY: 1
OFFER 011
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
QUANTITY: 1 SET
OFFER 012
TANK4-TANK5
WASHING AND INDIGO DYEING TANK
WITH SQEEZING PADDER 10000 KGS FOR EACH TANK
QUANTITY: 2
OFFER 013
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
QUANTITY: 1 SET
OFFER 014
TANK6-TANK7 - WASHING AND INDIGO DYEING
BLACK SULPHUR DYEING
WITH SQEEZING PADDER 10000 KGS
FOR EACH TANK
QUANTITY: 2
OFFER 015
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
QUANTITY: 1 SET
OFFER 016
TANK8 - INDIGO SPECIAL COLORS DYEING
BLACK SULPHUR DYEING TANK
WITH LIQUID CIRCOLATION
AND FILTERING GROUP
WITH SQEEZING PADDER 10000 KGS FOR EACH TANK
QUANTITY: 1
OFFER 017
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
IN UPPER POSITION
QUANTITY: 1 SET
OFFER 018
STEAMER
WITH VERTICAL PASSAGES OF FABRIC BY 6 UPPER
AND UNDER 5 CYLINDERS
CAP.L.M.40
QUANTITY: 1
OFFER 019
INDIGO CIRCULATION TANK
COMPLETED WITH FILTERS, HEATING COILS AND
AUTOMATIC DOSER FOR HYDROSULPHITE CAPACIOUS FOR 200 LT.S
WITH DOSING PUMP FOR AUTOMATIC SODA DOSING
ELECTRONIC EQUIPMENT FOR CONTROL OF PH
AND REDOX PARAMETERS
QUANTITY: 1
OFFER 020
TANK9-TANK10 - INDIGO DYEING
BLACK SULPHUR DYEING
WITH SQEEZING PADDER 10000 KGS
FOR EACH TANK
QUANTITY: 2
OFFER 021
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
QUANTITY: 1 SET
OFFER 022
TANK11-TANK12-TANK13 - HOT WASHING (AND/ OR INDIGO DYEING)
TANK WITH SQEEZING PADDER 10000 KGS
WITH INOX STEEL HOOD AND ASPIRATION FAN
ALL INSIDE AND OUTSIDE TANKS AND CYLINDERS ARE IN INOX IRON
ALL THE TANKS ARE THERMOREGULATED
EACH TANK IS COMANDED BY MOTOR POWER INVERTER
QUANTITY: 3
OFFER 023
RAMALLUMIN DRYING CYLINDERS
YEAR: 1972
YEAR RECONDITIONED: 2002
PART OF TEFLONED CYLINDERS
ALL CYLINDERS STEAM HEATING THERMOREGULATED EXIT
20 COILER SYSTEM FOR CANS
DIAMETER: 1200mm X H.800mm
FOR DYEING ROPES
PANEL ELECTRONIC COMPUTERIZED
AND ELECTRIC POWER FOR ALL FUNCTIONS OF THE LINE
ELECTRONIC CONTROL OF THE TENSION OF THE YARN
WITH ELONGATIONS IN %
BETWEEN THE DIFFERENT POINT
MOISTURE CONTROL
QUANTITY: 36
OFFER 024
CANS STORAGE
DIAMETER: 1200mm X H.800mm
INCLUDING-CABIES-PIPING
QUANTITY: 60
OFFER 025
INOX IRON CONTROL PANEL FOR THE DYEING PROCESS
QUANTITY: 1
OFFER 026
INOX IRON CONTROL PANEL FOR THE SPEED REGULATION
QUANTITY: 1
OFFER 027
INOX IRON CONTROL PANEL FOR THE COLORS KITCHEN
COLORS AUTOMATIC ELECTRONIC KITCHEN
QUANTITY: 1
OFFER 028
COMPOSED WITH:
CAPACIOUS FOR DARK INDIGO SALVAGE FOR 3500 LTS EACH
QUANTITY: 6
OFFER 029
CAPACIOUS FOR DARK INDIGO SALVAGE FOR 10000 LTS EACH
ALL THE CAPACIOUSES ARE IN INOX IRON
AND ARE PROVIDED WITH THE ELECTRIC AGITATOR
PART OF THEM ARE THERMOREGULATED
QUANTITY: 6
OFFER 030
DIRECT WARPER MACHINES FOR REBEAMING:
REED-CHATWOOD CHAIN BEAMERS DIRECT WARPERS
MODEL: SBB
YEAR: 1991
MAX. SPEED 410 M/MIN
BEAM FLANGE
DIAMETER: 1000mm
BEAM MAX. WEIGHT: 907 KGS
FOR REBEAMING FROM CANS
WITH ROPES DYEING
TO REED-CHATWOOD CHAIN BEAMERS
WITH AUTOMATIC ELECTRONIC PREFEEDER ACCUMULATOR
WITH 2 POSITIVE ROLLERS
FOR ELECTRONIOC CONTROL OF CONSTANT TENSION
AND PERIPHERIC SPEED ROPES
QUANTITY: 1
OFFER 031
NUOVA FORMIA CHAIN BEAMERS DIRECT WARPERS
YEAR: 1987
MAX. SPEED: 410 M/MIN
BEAM FLANGE DIAMETER: 1000mm
BEAM MAX. WEIGHT: 907 KGS
FOR REBEAMING FROM CANS
WITH ROPES DYEING
TO NUOVA FORMIA CHAIN BEAMERS
WITH AUTOMATIC ELECTRONIC
PREFEEDER ACCUMULATOR
WITH 2 POSITIVE ROLLERS
FOR ELECTRONIOC
CONTROL OF CONSTANT TENSION
AND PERIPHERIC SPEED ROPES
QUANTITY: 5
OFFER 032
WARP BEAMS FLANGE DIAMETER: 1000mm
INSIDE DISTANCE FLANGE TO FLANGE: 1600mm
FOR EXIT CHAIN BEAMERS AND FEEDING CREEL ROTAL
SIZING MACHINE
SPARE PARTS EXISTING IN THE COMPANY
QUANTITY: 100
OFFER 033
SIZING MACHINE
ROTAL SIZING MACHINE
YEAR: 1990
QUANTITY: 1
COMPOSED WITH:
OFFER 034
FEEDING CREEL FOR 16 POSITIONS FOR BEAMS FLANGE
DIAMETER: 1000mm X INSIDE
DISTANCE FLANGE TO FLANGE 1600mm
QUANTITY: 1
OFFER 035
SIZE TANK WITH DOUBLE GROUP OF DOUBLE SQEEZING
3 CYLINDERS EACH SET GROUP
HIGH PRESSURE TYPE
YEAR: 1999
COMPLETE
QUANTITY: 2
OFFER 036
DRYER-GROUP MODEL
OF 16 DRYING INOX CYLINDERS
DIAMETER: 800mm
PART OF THEM TEFLONED
WITH SIDE COVERINGS AND ASPIRATOR
QUANTITY: 1
OFFER 037
AUTOMATIC BEAMING MACHINE FOR BEAMS
WIDTH: 2600mm
FOR FLANGE DIAMETER: 1200mm
COMPLETED WITH ELECTRONIC CONTROLS, ETC
QUANTITY: 1
OFFER 038
SIZING KITCHEN
COMPOSED OF INOX
1 TANK FOR SIZE PREPARATION
CAPACITY: 1000LTS
AND CAPACIOUS FOR COOKING AUTOCLAVE OF 1000 LTS
AND OF 2 STORAGE RESERVE SIZING CAPACIOUS FOR 1500 LTS
COMPLETED WITH ELECTRIC PANEL
WITH THERMOREGULATION, ETC
QUANTITY: 1
QUANTITY: 1 LINE
Learn More -
 A-1876 END OF LINE UNIT T4.0 FOR NEEDLEPUNCHED PRODUCTS – 4000mm
A-1876 END OF LINE UNIT T4.0 FOR NEEDLEPUNCHED PRODUCTS – 4000mmREFERENCE NUMBER: A-1876
END OF LINE UNIT T4.0 FOR NEEDLEPUNCHED PRODUCTS – 4000mmPRODUCT TO BE PROCESSED: NEEDLEPUNCHED NONWOVENS
PRODUCT WIDTH: 4.000 MMWORKING SPEED: 1 – 20 M/MIN
QUANTITY: 1
Learn More -
 TT-7790 DUSENBERY MODEL 835 L3 DUPLEX CANTILEVERED SLITTER REWINDER, 63”TT-7790 DUSENBERY MODEL 835 L3 DUPLEX CANTILEVERED SLITTER REWINDER, 63” 1. 63” WIDE USED DUSENBERY MODEL 835 L3 CANTILEVERED SLITTER REWINDER 2. UNWIND DIAMETER: 40” 3. ONE PNEUMATIC 3” DIAMETER UNWIND SHAFT. CONDITION: USED QUANTITY: 1 Learn More
TT-7790 DUSENBERY MODEL 835 L3 DUPLEX CANTILEVERED SLITTER REWINDER, 63”TT-7790 DUSENBERY MODEL 835 L3 DUPLEX CANTILEVERED SLITTER REWINDER, 63” 1. 63” WIDE USED DUSENBERY MODEL 835 L3 CANTILEVERED SLITTER REWINDER 2. UNWIND DIAMETER: 40” 3. ONE PNEUMATIC 3” DIAMETER UNWIND SHAFT. CONDITION: USED QUANTITY: 1 Learn More -
 TT-6006 DUSENBERY MODEL 835-30 DUPLEX CANTILEVERED SLITTER REWINDER, 63”TT-6006 DUSENBERY MODEL 835-30 DUPLEX CANTILEVERED SLITTER REWINDER, 63” 30” REWIND DIAMETER UNWIND DIAMETER: 40” MODEL: 835-30 CONDITION: USED QUANTITY: 1 Learn More
TT-6006 DUSENBERY MODEL 835-30 DUPLEX CANTILEVERED SLITTER REWINDER, 63”TT-6006 DUSENBERY MODEL 835-30 DUPLEX CANTILEVERED SLITTER REWINDER, 63” 30” REWIND DIAMETER UNWIND DIAMETER: 40” MODEL: 835-30 CONDITION: USED QUANTITY: 1 Learn More