Search results for: 'Complete aut'
- Related search terms
- Complete+p
- Automatic+d
- Complete T
- AUTOMATIC P'
- complete a
-
 M-4796 COMPLETE BREWERY 65HL INCLUDING FILLING LINES AND KEG LINEREFERENCE NUMBER: M-4796 (11111575DJQ10RX) L COMPLETE BREWERY 65HL INCLUDING FILLING LINES AND KEG LINE DELIVERY OF ONE 65 HL BREWERY WITH THE FOLLOWING EQUIPMENT: 1. MALT HANDLING - MALT ACCEPTANCE BY BIG PACKS - MALT ELEVATOR TO CONDITIONING TANK - GRIST CASE - MALT MILL, MAKE STEINECKER, TYPE: MAISCHOMAT 3003, WET MALT MILL, BUILT 1997 2. BREWHOUSE EQUIPMENT 3-KETTLE-STEINECKER-BREWHOUSE WITH 65 HL CAST WORT, COMPLETE IN STAINLESS STEEL, DRIVES FROM BELOW, AUTOMATED, WITH SIEMENS S5 CONTROL, BUILT 1997 - MASH TUN WITH MASHING FROM BELOW, BOTTOM HEATING ZONE, MASH PUMP, Ø: ~2.500mm - LAUTERTUN, WITH 2-ARM RAKING MACHINE, STAINLESS STEEL KNIFES, 6-PARTED STAINLESS STEEL FALSE BOTTOM, RING LAUTERIG, FALSE BOTTOM RINSING, SPENT GRAINS FALL PIPE, FLOW METER, LAUTER PUMP, Ø: ~2.500mm - WORT KETTLE / WHIRLPOOL, WITH INTERNAL COLANDRIA, WITH TANGENTIAL INLET, SPRAYBALL, WORT PUMP, ~2.500mm - AUTOMATED CONTROL OVER PC FOR BREWHOUSE UNTIL FERMENTING CELLAR AND CIP - ELECTRICAL CONTROL CABINETS - STEEL CONSTRUCTION BETWEEN THE VESSELS - HOT WATER TANK, 200 HL CONTENT, IN STAINLESS STEEL, ISOLATED, HORIZONTAL, STEAM HEATED, WITH MANWAY, MEASUREMENTS: Ø: 2.400 mm x L: 5.700 mm x H: 2.800 mm, WITH PLATE HEAT EXCHANGER, FREQUENCY CONTROLLED PUMP, CONTROL CABINET - COLD WATER TANK, HORIZONTAL, ~150 HL CONTENT, IN STAINLESS STEEL, ISOLATED, WITH MANWAY, MEASUREMENTS: Ø: 2.300mm x L: 4.000mm x H: 2.400mm, WITH PLATE HEAT EXCHANGER, PUMP, CONTROL CABINET - 1 CIP-TUB 3. WORT COOLING - WORT COOLER, MAKE SONDEX, TYPE: S38-FG, 1-STAGE, FOR ICE WATER, 6 BAR, 0,130°C, FLOW METER, BUILT 1998 - WORT AERATION 4. FERMENTING- + STORAGE CELLAR - 9 CYLINDER-CONICAL FERMENTING- AND STORAGE TANKS, INDOOR-CCTS, MAKE HOLVRIEKA, WITH EACH 300 HL GROSS CONTENT, 0,99 BAR, STANDING ON 4 FEET, WITH 3 COOLING ZONES 2 OF THEM IN THE WALL AND 1 CONE COOLING ZONE, WALL ISOLATED WITH PU-FOAM WITHOUT COVERING, CONE ISOLATED AND COVERED, WITH SCANDI BREW ARMATURES, SAMPLER, CLEAR AND REST OUTLET, HEIGHT: ~ 7.500mm, Ø: ~2.900mm, BUILT 1997 - 2-TANK-CIP-PLANT, AUTOMATED, ONLY FOR THE CCTS, IN STAINLESS STEEL, WITH LID, LEVEL DISPLAY, PIPING, PUMP, AUTOMATIC APV VALVES - 2 PANEL, WITH SWIVELLING BOWS - PUMPS - CARLSBERG FLASK FOR YEAST PROPAGATION FROM SCANDI BREW - 1 YEAST TUB, ABOUT 100 LT, IN STAINLESS STEEL, WITH LID, AS TRANSFER TUB - YEAST PUMP, MOBILE 5.1 FILTERCELLAR 100 HL/H - KIESELGUHRFILTER, MAKE SCHENK, TYPE: ZHF-S25, FOR 100 – 125 HL/H WITH OPERATING PLATFORM, HYDRAULIC DRIVE, HYDRAULIC AGGREGATE, STANDING ON BASIS FRAME, BUILT 1989, GRATING, CONTROL CABINET - KIESELGUHR DOSAGE, WITH AGITATOR, LID, DOSAGE PUMPE, PRECOATING PUMP - DOSAGE TUB WITH AGITATOR AND PUMP, MOBILE, WITH PLUG - ROOM AIR EVAPORATOR WITH 2 FAN 5.2 BBT CELLAR - 3 STAINLESS STEEL BRIGHT BEER TANKS / BBTS, MAKE HOLVRIEKA, EACH 140 HL, 1 TANK WITH 1,5 BAR, 2 OF THEM WITH 1,0 BAR BUILT 1997, MOULDED BOTTOM TANKS, NOT COOLABLE, STANDING ON 4 FEET, WITH MANWAY, SPRAY HEAD, PULLED DOWN CLEANING PIPE, SAMPLER, MANOMETER, Ø: 1.500 mm, BUILT 1998 - BEER PUMP - PANEL, MAKE PALL - 1 CIP-TUB, MANUAL, WITHOUT LID, STANDING ON 3 FEET, ~100 LT CONTENT, PUMP - CO2 MEASURING UNIT MAKE HAFFMANS, MOBILE 6. COMBINATED BOTTLING LINE, NON RETURNABLE BOTTLES AND CANNING LINE FILLING LINE FOR NON RETURNABLE GLASS BOTTLES FOR 0,275 LT, 0,33 LT 0,5 LT AND 0,75 LT BOTTLES WITH CROWN CAPS OR SCREW CAPS: - NEW GLASS AND CANS DEPALLETIZER, MAKE KÖNIG, TYPE: M-0-00.5086/1, CHUTE MACHINE, BUILT 2000, IN OPERATING FOR THE GLASS LINE AND THE CANNING LINE (INTERIM LAYER LIFT OFF IS OUT OF OPERATION - LINEAR-RINSER, MAKE SFT STEINLE FÖRDERTECHNIK AUGSBURG, INLET AT TOP, OUTLET BELOW, FREQUENCY CONTROLLED, COMPLETE IN STAINLESS STEEL, BUILT 1997 - METAL INSPECTION, MAKE HEUFT - BOTTLE FILLER, MAKE H+K/KHS, TYPE: VVF 80/12/12, SINGLE PRE-EVACUATION, REBUILT IN 1997 FROM HORMES, WITH CROWN CAPPER AND SCREW CAPPER FOR PLASTIC CAPS, VACUUM PUMP, BEER REGULATION LINE, HDE, LEFT->RIGHT - FILL HEIGHT INSPECTING, MAKE HEUFT, TYPE: BASIC, BUILT 2003 - LABELER, MAKE CAVAGNINO & GATTI, FOR 10.000 BPH, FOR SELF-ADHESIVE LABEL WITH 3 AGGREGATE FOR FRONT-, BACK- AND NECK LABEL, BUILT 2009, WITH FREE STANDING CONTROL DESK - CAP SET UP - TRAY-ERECTOR, MAKE KETTNER, BUILT 1994 - SHRINK PACKER, MAKE DOBOY, TYPE: SW 83-D, BUILT 1980 - FLASH PASTEURIZER, MAKE ALFA LAVAL, TYPE: N-35, FOR 100 HL/H, 3-STAGE, WITH BACK COOLING ZONE, HOT HOLDING ZONE, BUILT 2005 - CHAMBER PASTEURIZER, MAKE RICO, FOR 2 PALLET, COMPLETE OVERHAULED IN 2003 - 1 CIP-TUB 7. CANNING LINE FOR 250 ML SLIM-LINE CANS FOR BEER AND CARBONATED SOFTDRINKS, FORMAT PARTS FOR 330/500 LT CANS TYPE 202, PARTLY EXISTING: - RINSER, MAKE TRANS TECH HYSEK, TYPE: CANJET 2575, 2-CHANNEL RINSER WITH CAN TURNER AFTER THE RINSER, BUILT 2000 - FILLER, MAKE NOLL (KHS), WITH 16 FILLING VALVES, UNDERCOVER GASSING, BUILT 1982 - SEAMER, MAKE FERRUM, TYPE: F160, WITH 6 HEADS, BUILT 1981 - FILL HEIGHT INSPECTION, MAKE HEUFT, TYPE: BASIC, BUILT 2005 - CAN WARMER / PASTEURIZER, MAKE ENZINGER, TYPE: PS 4500, WITH 3 ZONES, IN STAINLESS STEEL, WITH EDELSTAHL, WITH WIRE HOOP HINGE BELT, BUILT 1982 - MULTIPACKER, MAKE SMI, TYPE: MP 100 RD, FOR 4/6 PACKS WITH CARDBOARD - „AIR-KNIFE“, MAKE SONIC SYSTEMS - CONVEYORS 8. KEG-WASHER/FILLER KEG-PLANT MAKE MALEK MB KEG TECHNOLOGIE, TYPE: TWIN 3, WITH 2 HEADS, 1 X CLEANING HEAD AND 1 X FILLING HEAD, PRESSING FROM TOP, CURRENTLY TRIANGULAR FITTING, 3 MEDIA FILTER, WITH 1 DETERGENT TUB, BUILT 2003 9. SYRUP ROOM - SUGAR DISSOLVING TANK, IN STAINLESS STEEL, WITH AGITATOR - 5 MIXING TANKS, STAINLESS STEEL, DIFFERENT CONTENTS, OF THEM 1 LYING TANK 8 HL ISOLATED - PREMIXER, MAKE HORMES, FOR 200 HL/H, REBUILD IN 1997 FROM HORMES - PLATE FILTER, MAKE STRASSBURGER, 40X40, WITH 45 PLASTIC PLATES - BAG FILTER - 3 PUMPS: MONO PUMP, MOBILE PUMP WITH SWITCH 10. BAG-IN-BOX-FILLING AUTOMATIC BIB-PLANT WITH: - CARTON ERECTOR, MAKE CERMEX - FILLER, MAKE SMURFIT - CARTON CLOSER, MAKE CERMEX - MANUAL BIB-FILLER, MAKE ALFA LAVAL, TYPE: PICCOLO, BUILT 2011 11. APPLE / BERRY JUICE PRODUCTION - APPLE CRUSHER, MAKE VORAN, BUILT 2011 - BERRY CRUSHER, MAKE BUCHER, BUILT 2011 - APPLE PRESS, MAKE BUCHER, TYPE: XPLUS 40 M, BUILT 2011 - HOLDING TANK - PUMPS - 2 STORAGE TANKS FOR JUICE IN STAINLESS STEEL, EACH 30.000 LT, WITH AGITATOR, NON-PRESSURE 12. TECHNICAL UNITS 12.1 COLD SUPPLY - GLYCOL COOLING, MAKE CARRIER, WITH 2 COMPRESSORS, R22, BUILT 1997 - WATER COOLED CONDENSER, BUILT 1997 12.2 STEAM SUPPLY - STEAM KETTLE, FOR 2 TO. STEAM/H, 12 BAR, WITH WEIßHAUPT-GAS-BURNER, CONDENSATE-TANK AND CHIMNEY, BUILT 1997 13. LABORATORY EQUIPMENT - BEER ANALYSER, MAKE ANTON PAAR, TYPE: SP-1 AUTO SAMPLER - TURBIDMETER - O2 IN HEADSPACE CONTROL MAKE ZAHM & NAGEL - CO2 MEASURING, MAKE HAFFMANS, TYPE: GEHALTEMETER 14. OTHERS - PALLETIZER, MAKE KETTNER, FOR TRAYS ON EURO-PALLET, COMPLETELY OVERHAULED, NOT USED - STERILE FILTER, MAKE PALL, TYPE: CFS, FOR 100 HL/H, NOT IN USE, BUILT 1998 - VARIOUS NEW AND NOT USED CONVEYORS - VARIOUS CARTRIDGE FILTERS - VARIOUS PUMPS - CARLSBERG-FLASK FOR YEAST PROPAGATION - VARIOUS SMALL TANKS QUANTITY AVAILABLE: 1 Learn More
M-4796 COMPLETE BREWERY 65HL INCLUDING FILLING LINES AND KEG LINEREFERENCE NUMBER: M-4796 (11111575DJQ10RX) L COMPLETE BREWERY 65HL INCLUDING FILLING LINES AND KEG LINE DELIVERY OF ONE 65 HL BREWERY WITH THE FOLLOWING EQUIPMENT: 1. MALT HANDLING - MALT ACCEPTANCE BY BIG PACKS - MALT ELEVATOR TO CONDITIONING TANK - GRIST CASE - MALT MILL, MAKE STEINECKER, TYPE: MAISCHOMAT 3003, WET MALT MILL, BUILT 1997 2. BREWHOUSE EQUIPMENT 3-KETTLE-STEINECKER-BREWHOUSE WITH 65 HL CAST WORT, COMPLETE IN STAINLESS STEEL, DRIVES FROM BELOW, AUTOMATED, WITH SIEMENS S5 CONTROL, BUILT 1997 - MASH TUN WITH MASHING FROM BELOW, BOTTOM HEATING ZONE, MASH PUMP, Ø: ~2.500mm - LAUTERTUN, WITH 2-ARM RAKING MACHINE, STAINLESS STEEL KNIFES, 6-PARTED STAINLESS STEEL FALSE BOTTOM, RING LAUTERIG, FALSE BOTTOM RINSING, SPENT GRAINS FALL PIPE, FLOW METER, LAUTER PUMP, Ø: ~2.500mm - WORT KETTLE / WHIRLPOOL, WITH INTERNAL COLANDRIA, WITH TANGENTIAL INLET, SPRAYBALL, WORT PUMP, ~2.500mm - AUTOMATED CONTROL OVER PC FOR BREWHOUSE UNTIL FERMENTING CELLAR AND CIP - ELECTRICAL CONTROL CABINETS - STEEL CONSTRUCTION BETWEEN THE VESSELS - HOT WATER TANK, 200 HL CONTENT, IN STAINLESS STEEL, ISOLATED, HORIZONTAL, STEAM HEATED, WITH MANWAY, MEASUREMENTS: Ø: 2.400 mm x L: 5.700 mm x H: 2.800 mm, WITH PLATE HEAT EXCHANGER, FREQUENCY CONTROLLED PUMP, CONTROL CABINET - COLD WATER TANK, HORIZONTAL, ~150 HL CONTENT, IN STAINLESS STEEL, ISOLATED, WITH MANWAY, MEASUREMENTS: Ø: 2.300mm x L: 4.000mm x H: 2.400mm, WITH PLATE HEAT EXCHANGER, PUMP, CONTROL CABINET - 1 CIP-TUB 3. WORT COOLING - WORT COOLER, MAKE SONDEX, TYPE: S38-FG, 1-STAGE, FOR ICE WATER, 6 BAR, 0,130°C, FLOW METER, BUILT 1998 - WORT AERATION 4. FERMENTING- + STORAGE CELLAR - 9 CYLINDER-CONICAL FERMENTING- AND STORAGE TANKS, INDOOR-CCTS, MAKE HOLVRIEKA, WITH EACH 300 HL GROSS CONTENT, 0,99 BAR, STANDING ON 4 FEET, WITH 3 COOLING ZONES 2 OF THEM IN THE WALL AND 1 CONE COOLING ZONE, WALL ISOLATED WITH PU-FOAM WITHOUT COVERING, CONE ISOLATED AND COVERED, WITH SCANDI BREW ARMATURES, SAMPLER, CLEAR AND REST OUTLET, HEIGHT: ~ 7.500mm, Ø: ~2.900mm, BUILT 1997 - 2-TANK-CIP-PLANT, AUTOMATED, ONLY FOR THE CCTS, IN STAINLESS STEEL, WITH LID, LEVEL DISPLAY, PIPING, PUMP, AUTOMATIC APV VALVES - 2 PANEL, WITH SWIVELLING BOWS - PUMPS - CARLSBERG FLASK FOR YEAST PROPAGATION FROM SCANDI BREW - 1 YEAST TUB, ABOUT 100 LT, IN STAINLESS STEEL, WITH LID, AS TRANSFER TUB - YEAST PUMP, MOBILE 5.1 FILTERCELLAR 100 HL/H - KIESELGUHRFILTER, MAKE SCHENK, TYPE: ZHF-S25, FOR 100 – 125 HL/H WITH OPERATING PLATFORM, HYDRAULIC DRIVE, HYDRAULIC AGGREGATE, STANDING ON BASIS FRAME, BUILT 1989, GRATING, CONTROL CABINET - KIESELGUHR DOSAGE, WITH AGITATOR, LID, DOSAGE PUMPE, PRECOATING PUMP - DOSAGE TUB WITH AGITATOR AND PUMP, MOBILE, WITH PLUG - ROOM AIR EVAPORATOR WITH 2 FAN 5.2 BBT CELLAR - 3 STAINLESS STEEL BRIGHT BEER TANKS / BBTS, MAKE HOLVRIEKA, EACH 140 HL, 1 TANK WITH 1,5 BAR, 2 OF THEM WITH 1,0 BAR BUILT 1997, MOULDED BOTTOM TANKS, NOT COOLABLE, STANDING ON 4 FEET, WITH MANWAY, SPRAY HEAD, PULLED DOWN CLEANING PIPE, SAMPLER, MANOMETER, Ø: 1.500 mm, BUILT 1998 - BEER PUMP - PANEL, MAKE PALL - 1 CIP-TUB, MANUAL, WITHOUT LID, STANDING ON 3 FEET, ~100 LT CONTENT, PUMP - CO2 MEASURING UNIT MAKE HAFFMANS, MOBILE 6. COMBINATED BOTTLING LINE, NON RETURNABLE BOTTLES AND CANNING LINE FILLING LINE FOR NON RETURNABLE GLASS BOTTLES FOR 0,275 LT, 0,33 LT 0,5 LT AND 0,75 LT BOTTLES WITH CROWN CAPS OR SCREW CAPS: - NEW GLASS AND CANS DEPALLETIZER, MAKE KÖNIG, TYPE: M-0-00.5086/1, CHUTE MACHINE, BUILT 2000, IN OPERATING FOR THE GLASS LINE AND THE CANNING LINE (INTERIM LAYER LIFT OFF IS OUT OF OPERATION - LINEAR-RINSER, MAKE SFT STEINLE FÖRDERTECHNIK AUGSBURG, INLET AT TOP, OUTLET BELOW, FREQUENCY CONTROLLED, COMPLETE IN STAINLESS STEEL, BUILT 1997 - METAL INSPECTION, MAKE HEUFT - BOTTLE FILLER, MAKE H+K/KHS, TYPE: VVF 80/12/12, SINGLE PRE-EVACUATION, REBUILT IN 1997 FROM HORMES, WITH CROWN CAPPER AND SCREW CAPPER FOR PLASTIC CAPS, VACUUM PUMP, BEER REGULATION LINE, HDE, LEFT->RIGHT - FILL HEIGHT INSPECTING, MAKE HEUFT, TYPE: BASIC, BUILT 2003 - LABELER, MAKE CAVAGNINO & GATTI, FOR 10.000 BPH, FOR SELF-ADHESIVE LABEL WITH 3 AGGREGATE FOR FRONT-, BACK- AND NECK LABEL, BUILT 2009, WITH FREE STANDING CONTROL DESK - CAP SET UP - TRAY-ERECTOR, MAKE KETTNER, BUILT 1994 - SHRINK PACKER, MAKE DOBOY, TYPE: SW 83-D, BUILT 1980 - FLASH PASTEURIZER, MAKE ALFA LAVAL, TYPE: N-35, FOR 100 HL/H, 3-STAGE, WITH BACK COOLING ZONE, HOT HOLDING ZONE, BUILT 2005 - CHAMBER PASTEURIZER, MAKE RICO, FOR 2 PALLET, COMPLETE OVERHAULED IN 2003 - 1 CIP-TUB 7. CANNING LINE FOR 250 ML SLIM-LINE CANS FOR BEER AND CARBONATED SOFTDRINKS, FORMAT PARTS FOR 330/500 LT CANS TYPE 202, PARTLY EXISTING: - RINSER, MAKE TRANS TECH HYSEK, TYPE: CANJET 2575, 2-CHANNEL RINSER WITH CAN TURNER AFTER THE RINSER, BUILT 2000 - FILLER, MAKE NOLL (KHS), WITH 16 FILLING VALVES, UNDERCOVER GASSING, BUILT 1982 - SEAMER, MAKE FERRUM, TYPE: F160, WITH 6 HEADS, BUILT 1981 - FILL HEIGHT INSPECTION, MAKE HEUFT, TYPE: BASIC, BUILT 2005 - CAN WARMER / PASTEURIZER, MAKE ENZINGER, TYPE: PS 4500, WITH 3 ZONES, IN STAINLESS STEEL, WITH EDELSTAHL, WITH WIRE HOOP HINGE BELT, BUILT 1982 - MULTIPACKER, MAKE SMI, TYPE: MP 100 RD, FOR 4/6 PACKS WITH CARDBOARD - „AIR-KNIFE“, MAKE SONIC SYSTEMS - CONVEYORS 8. KEG-WASHER/FILLER KEG-PLANT MAKE MALEK MB KEG TECHNOLOGIE, TYPE: TWIN 3, WITH 2 HEADS, 1 X CLEANING HEAD AND 1 X FILLING HEAD, PRESSING FROM TOP, CURRENTLY TRIANGULAR FITTING, 3 MEDIA FILTER, WITH 1 DETERGENT TUB, BUILT 2003 9. SYRUP ROOM - SUGAR DISSOLVING TANK, IN STAINLESS STEEL, WITH AGITATOR - 5 MIXING TANKS, STAINLESS STEEL, DIFFERENT CONTENTS, OF THEM 1 LYING TANK 8 HL ISOLATED - PREMIXER, MAKE HORMES, FOR 200 HL/H, REBUILD IN 1997 FROM HORMES - PLATE FILTER, MAKE STRASSBURGER, 40X40, WITH 45 PLASTIC PLATES - BAG FILTER - 3 PUMPS: MONO PUMP, MOBILE PUMP WITH SWITCH 10. BAG-IN-BOX-FILLING AUTOMATIC BIB-PLANT WITH: - CARTON ERECTOR, MAKE CERMEX - FILLER, MAKE SMURFIT - CARTON CLOSER, MAKE CERMEX - MANUAL BIB-FILLER, MAKE ALFA LAVAL, TYPE: PICCOLO, BUILT 2011 11. APPLE / BERRY JUICE PRODUCTION - APPLE CRUSHER, MAKE VORAN, BUILT 2011 - BERRY CRUSHER, MAKE BUCHER, BUILT 2011 - APPLE PRESS, MAKE BUCHER, TYPE: XPLUS 40 M, BUILT 2011 - HOLDING TANK - PUMPS - 2 STORAGE TANKS FOR JUICE IN STAINLESS STEEL, EACH 30.000 LT, WITH AGITATOR, NON-PRESSURE 12. TECHNICAL UNITS 12.1 COLD SUPPLY - GLYCOL COOLING, MAKE CARRIER, WITH 2 COMPRESSORS, R22, BUILT 1997 - WATER COOLED CONDENSER, BUILT 1997 12.2 STEAM SUPPLY - STEAM KETTLE, FOR 2 TO. STEAM/H, 12 BAR, WITH WEIßHAUPT-GAS-BURNER, CONDENSATE-TANK AND CHIMNEY, BUILT 1997 13. LABORATORY EQUIPMENT - BEER ANALYSER, MAKE ANTON PAAR, TYPE: SP-1 AUTO SAMPLER - TURBIDMETER - O2 IN HEADSPACE CONTROL MAKE ZAHM & NAGEL - CO2 MEASURING, MAKE HAFFMANS, TYPE: GEHALTEMETER 14. OTHERS - PALLETIZER, MAKE KETTNER, FOR TRAYS ON EURO-PALLET, COMPLETELY OVERHAULED, NOT USED - STERILE FILTER, MAKE PALL, TYPE: CFS, FOR 100 HL/H, NOT IN USE, BUILT 1998 - VARIOUS NEW AND NOT USED CONVEYORS - VARIOUS CARTRIDGE FILTERS - VARIOUS PUMPS - CARLSBERG-FLASK FOR YEAST PROPAGATION - VARIOUS SMALL TANKS QUANTITY AVAILABLE: 1 Learn More -
 TT-7132 COMPLETE COTTON RING SPINNING PLANT TOYODA, 36,970 SPINDLES, YEAR 2018, WITH MURATA QPRO PLUS LINK WINDERSTT-7132 COMPLETE COTTON RING SPINNING PLANT TOYODA, 36,970 SPINDLES, YEAR 2018, WITH MURATA QPRO PLUS LINK WINDERS Learn More
TT-7132 COMPLETE COTTON RING SPINNING PLANT TOYODA, 36,970 SPINDLES, YEAR 2018, WITH MURATA QPRO PLUS LINK WINDERSTT-7132 COMPLETE COTTON RING SPINNING PLANT TOYODA, 36,970 SPINDLES, YEAR 2018, WITH MURATA QPRO PLUS LINK WINDERS Learn More -
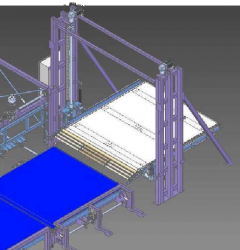 YY-2748 AUTOMATIC UNSTACKER FOR FOAM LAYERS MOTORIZED 2 WAY, INTEGRATED BELT FOR FAST ALIGNMENT, MACHINE N. 1, MACHINE NAME BRAND GRASSI (ITALY), WORKING WIDTH 2200mm (86 INCHES)YY-2748 AUTOMATIC UNSTACKER FOR FOAM LAYERS MOTORIZED 2 WAY, INTEGRATED BELT FOR FAST ALIGNMENT, MACHINE N. 1, MACHINE NAME BRAND GRASSI (ITALY), WORKING WIDTH 2200mm (86 INCHES) AUTOMATIC UNLOADER FOR FOAM LAYERS MODEL: G220PRO QUANTITY: 1 Learn More
YY-2748 AUTOMATIC UNSTACKER FOR FOAM LAYERS MOTORIZED 2 WAY, INTEGRATED BELT FOR FAST ALIGNMENT, MACHINE N. 1, MACHINE NAME BRAND GRASSI (ITALY), WORKING WIDTH 2200mm (86 INCHES)YY-2748 AUTOMATIC UNSTACKER FOR FOAM LAYERS MOTORIZED 2 WAY, INTEGRATED BELT FOR FAST ALIGNMENT, MACHINE N. 1, MACHINE NAME BRAND GRASSI (ITALY), WORKING WIDTH 2200mm (86 INCHES) AUTOMATIC UNLOADER FOR FOAM LAYERS MODEL: G220PRO QUANTITY: 1 Learn More -
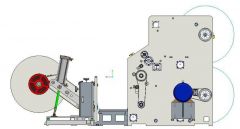 YY-2313 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1800mmYY-2313 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1800mm SUITABLE MATERIALS REEL-SHAPED PLASTIC FILMS, LAMINATED FILMS, PAPER, ETC. SPEED: 0 TO 400 METERS PER MINUTE SLITTING WIDTH: 30 TO 1800mm; UNWINDING DIAMETER: MAXIMUM Ø1400mm; WINDING DIAMETER: Ø1000mm; MACHINE WEIGHT: 5000 KG; TOTAL MOTOR POWER: 31KW; DIMENSIONS: W 3500 × L 3500 × H 1900 (mm); RETRACTABLE PAPER CORE: 3 " (DIAMETER Φ76mm DIAMETER Φ92mm); CORRECTION ACCURACY: ≤ 0.30mm; TENSION SETTING RANGE: 2 ~ 30KG; WINDING MOTOR POWER: 11KW X 2; TRACTION MOTOR: 11KW; MACHINE COLOR: STANDARD WHITE (OR AS REQUIRED). QUANTITY: 1 Learn More
YY-2313 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1800mmYY-2313 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1800mm SUITABLE MATERIALS REEL-SHAPED PLASTIC FILMS, LAMINATED FILMS, PAPER, ETC. SPEED: 0 TO 400 METERS PER MINUTE SLITTING WIDTH: 30 TO 1800mm; UNWINDING DIAMETER: MAXIMUM Ø1400mm; WINDING DIAMETER: Ø1000mm; MACHINE WEIGHT: 5000 KG; TOTAL MOTOR POWER: 31KW; DIMENSIONS: W 3500 × L 3500 × H 1900 (mm); RETRACTABLE PAPER CORE: 3 " (DIAMETER Φ76mm DIAMETER Φ92mm); CORRECTION ACCURACY: ≤ 0.30mm; TENSION SETTING RANGE: 2 ~ 30KG; WINDING MOTOR POWER: 11KW X 2; TRACTION MOTOR: 11KW; MACHINE COLOR: STANDARD WHITE (OR AS REQUIRED). QUANTITY: 1 Learn More -
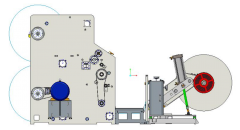 YY-2260 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1700 mm, WINDING DIAMETER UP TO 1400mmYY-2260 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1700 mm, WINDING DIAMETER UP TO 1400mm SUITABLE MATERIALS REEL-SHAPED PLASTIC FILMS, LAMINATED FILMS, PAPER, ETC. SPEED: 0 TO 400M/MIN; SLITTING WIDTH: 30 TO 1700mm; UNWINDING DIAMETER: MAXIMUM Ø1400mm; WINDING DIAMETER: Ø610mm; MACHINE WEIGHT: 1800KG; TOTAL MOTOR POWER: 29KW; DIMENSIONS: W 3200 × L 3500 × H 1900 (mm); RETRACTABLE PAPER CORE: 3" (DIAMETER Φ76mm DIAMETER Φ92mm); CORRECTION ACCURACY: ≤ 0.30mm; TENSION SETTING RANGE: 2 ~ 30KG; WINDING MOTOR POWER: 7.5KW X 2; TRACTION MOTOR: 7.5KW; MACHINE COLOR STANDARD WHITE (OR AS REQUIRED). QUANTITY: 1 Learn More
YY-2260 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1700 mm, WINDING DIAMETER UP TO 1400mmYY-2260 AUTOMATIC HIGH SPEED SLITTING REWINDING MACHINE, SLITTING WIDTH 30 TO 1700 mm, WINDING DIAMETER UP TO 1400mm SUITABLE MATERIALS REEL-SHAPED PLASTIC FILMS, LAMINATED FILMS, PAPER, ETC. SPEED: 0 TO 400M/MIN; SLITTING WIDTH: 30 TO 1700mm; UNWINDING DIAMETER: MAXIMUM Ø1400mm; WINDING DIAMETER: Ø610mm; MACHINE WEIGHT: 1800KG; TOTAL MOTOR POWER: 29KW; DIMENSIONS: W 3200 × L 3500 × H 1900 (mm); RETRACTABLE PAPER CORE: 3" (DIAMETER Φ76mm DIAMETER Φ92mm); CORRECTION ACCURACY: ≤ 0.30mm; TENSION SETTING RANGE: 2 ~ 30KG; WINDING MOTOR POWER: 7.5KW X 2; TRACTION MOTOR: 7.5KW; MACHINE COLOR STANDARD WHITE (OR AS REQUIRED). QUANTITY: 1 Learn More -
 SUGAR AND ALCOHOL PLANTREFERENCE NUMBER: A-2511 SUGAR AND ALCOHOL PLANT CANE UNLOAD SECTOR THE CANE UNLOADING SECTOR IS EQUIPPED WITH THE EQUIPMENT LISTED BELOW IN THE CONDITION TO CARRY OUT A GRINDING OF 8400 TCD WHICH CORRESPONDS TO A HARVEST OF 1800000 TONNES OF CANE / YEAR • 01 HILO UNLOADER OF STORAGE • 01 HILO UNLOADER OF MILLING • 01 FEEDER SUGARCANE TABLE WITH INCLINATION OF 25 INCHES • 01 FEEDER SUGARCANE TABLE WITH INCLINATION OF 45 INCHES • 02 CRANES WITH CAPACITY OF 20 TONNES • 01 TRANSPORTER TYPE CUSCH - CUSH OF 40 INCHES • 02 MOTOR PUMP WITH CAPACITY OF 1000 M³/H TO 50 MCW FOR CANE WASHING • 01 CONTAMINATED FLUID TREATMENT SYSTEM • 01 METAL STRUCTURE BUILDING MEASURING 20000 X 100000 mm CANE PREPARATION SECTOR THE SUGARCANE PREPARATION SECTOR IS EQUIPPED WITH THE FOLLOWING AUTOMATED EQUIPMENT WITH THE CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM AS SHOWN BELOW TO PERFORM A CRUSHING OF 7200 TCD WHICH CORRESPONDS TO A CROP OF 1600000 TONS OF SUGARCANE / YEAR • 01 METALLIC CONVEYOR OF 60 INCHES • 01 LEVELING OF CANE OF 60 INCHES • 01 CANE KNIVES SET TYPE COP-8 OF 60 INCHES • 01 CAN SHREDDER SET TYPE COP-5 OF 60 INCHES • 01 FEEDER ROLL 60 IINCHES • 01 RUBBER TRANSPORTER FOR CANE SHREDDED OF 60 INCHES • 01 TGM TURBINE FOR KNIVES SET • 01 TGM TURBINE FOR SHREDDER SET • 01 HIGH AND LOWER SPEED REDUCER OF KNIVES SET • 01 HIGH AND LOWER SPEED REDUCER OF SHREDDER SET • 01 REDUCER FOR METALLIC CONVEYOR • 01 REDUCER FOR FEEDER ROLL • 01 REDUCER OF SHREDDED CANE TRANSPORTER TYPE BELT MILLING CANE SECTOR THE CANE MILLING SECTOR OF THE PLANT IS EQUIPPED WITH THE FOLLOWING AUTOMATED EQUIPMENT WITH THE CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM TO CARRY OUT A GRINDING OF 7200 TCD CORRESPONDING TO A 222 - DAY HARVEST TO GRIND 1600000 TONS. CANE / YEAR • 04 MILLS OF 32 X 60 INCHES • 03 INTERMIDIATE TRANSPORTER OF 60 INCHES • 01 ROTARY SIEVE FOR MILLING 300 TCD • 01 TGM TURBINE OF DRIVING THE 1º / 2º MILLS • 01 TGM TURBINE OF DRIVING OF 3º / 4º MILLS • 01 REDUCER OF HIGH AND LOW SPEED OF DRIVING THE 1º / 2º MILLS • 01 REDUCER OF HIGH AND LOW SPEED OF DRIVING THE 3º / 4º MILLS • 03 REDUCER INTERMEDIATE TRANSPORTER OF 60 INCHES • 02 PUMPS OF 1ST JUICE • 02 PUMPS OF JUICE IMBIBITION OF 3RD FOR 2ND MILL • 02 PUMPS OF JUICE IMBIBITION OF 4TH FOR 3RD MILLS • 02 PUMPS OF MIXED JUICE OF MILL FOR JUICE TREATMENT STEAM GENERATION SECTOR THE STEAM GENERATION SECTOR OF THE PLANT IS PREPARED TODAY TO PERFORM A 7200 TCD GRINDING CORRESPONDING TO A 220 - DAY HARVEST TO GRIND 1600000 TON. CANE / YEAR WITH THE FOLLOWING AUTOMATED EQUIPMENT WITH CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM AS SHOWN BELOW • 01 BOILER N ° 01, MODEL: TS-3-150 MODIFIED FOR CBS-120-21 KG / CM² TODAY GENERATES AN AVERAGE OF 11000 KG / HR OF STEAM AT A PRESSURE OF 21 KG / CM² • 01 BOILER N ° 02, MODEL: TS-3-150-21 KG / CM² TODAY GENERATES AN AVERAGE OF 55000 KG / HR OF STEAM AT A PRESSURE OF 21 KG / CM² • 01 DEAERATOR WITH A CAPACITY OF 70 M³ • 01 78 INCHES BAGASSE METALLIC TRANSPORTER OF 32000 mm LENGTH • 01 48 INCHES BAGASSE TRANSPORTER FROM MILL TO BOILER • 01 48 INCHES BAGASSE RETURN TRANSPORTER FOR BOILER • 01 REDUCER OF BAGASSE TRANSPORTER FROM MILL TOBOILER • 01 REDUCER OF BAGASSE RETURN TRANSPORTER TOBOILER • 02 MOTO - PUMPS OF WATER FEEDING OF DEAERATOR • 02 MOTO - PUMPS OF WATER TREATMENT OF BOILER • 01 MOTO - PUMP WITH CAPACITY OF 300 M³/H TO 350 MCW FOR WATER FEEDING OF BOILER • 01 TURBO-PUMP WITH CAPACITY OF 300 M³/H TO 350 MCW FOR WATER FEEDING OF BOILER • 02 MOTO-PUMPS WITH CAPACITY OF 220 M³/H TO 50 MCW FOR WET SCRUBBER OF BOILER NO. 2 • 03 MOTO - PUMPS OF 40 M³/H TO 300 MCW • 01 METALLIC RESERVOIR WITH 200 M³ OF CONDENSED WATER CAPACITY POWER GENERATION SECTOR THE POWER GENERATION SECTOR IS EQUIPPED WITH THE FOLLOWING MODERN AND AUTOMATED EQUIPMENT LISTED BELOW TO MEET A GRINDING OF 8400 TCD • 01 THREE - PHASE GENERATOR OF 6250 KVA – 13800 VOLTS – 60Hz • 01 TGM STEAM TURBINE MODEL TM - 5000 • 01 REDUCER RENK - ZANINI WITH CAPACITY OF 5000 KW • SEVERAL ELECTRICALS PANELS OF THE GENERATOR • 01 TURBO GENERATOR HOUSE BUILDING • 02 WATER COOLING TOWERS FOR THE TURBO-GENERATOR • 02 MOTO - PUMPS OF 100 M³/H TO 30 MCW SUGAR FACTORY THE SUGAR FACTORY WAS SET UP BETWEEN 2007 / 2008 AND COMPLETELY AUTOMATED WITH THE CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM, PRODUCING AN AVERAGE OF 500000 KG OF VHP SUGAR PER DAY, A VALUE CORRESPONDING TO A MILLING OF 5000 TCD. THE TRANSPORT OF THIS SUGAR MANUFACTURED AT THE DECASA PLANT IS BEING TRANSPORTED BY MEANS OF A BUCKET VEHICLE WITH A DESTINATION INFORMED BY THE CUSTOMER. FOR THIS PLANT TO PRODUCE CRYSTAL SUGAR IC - 150, WE WILL NEED TO ACQUIRE AND ASSEMBLE THE FOLLOWING EQUIPMENT • SULFITATION EQUIPAMENT • BAGGING EQUIPMENT OF 50 KG BAGS • BUILD OR RENT AN INFLATABLE WAREHOUSE TO STORE SUGAR WITH THE INSTALLATION OF THIS EQUIPMENT, THE SUGAR FACTORY IS PREPARED TO RECEIVE A MILLING OF 5000 TCD CORRESPONDING TO A DAILY PRODUCTION OF 500000 KG OF CRYSTAL SUGAR IC - 150 PER DAY ALCOHOL DISTILLERY THE DISTILLERY WAS INSTALLED IN 1982 WITH A CAPACITY OF 300000 LITERS OF HYDRATED ALCOHOL PER DAY. WHEN THE FORMER OWNER'S UNIT WAS SOLD TO THE OLIVAL TENÓRIO GROUP IN 2003, THE NEW ENTREPRENEUR INVESTED IN THE MANUFACTURE OF ALCOHOL IN 2006 BY INSTALLING ANOTHER COLUMN OF DISTILLATION WITH A CAPACITY OF 300,000 LITERS AND AUTOMATED 100% INCREASING ITS PRODUCTION CAPACITY TO 600,000 LITERS OF HYDRATED ALCOHOL PER DAY • 02 TYPE “A” DISTILLATION COLUMNS WITH CAPACITY TO PRODUCE 300 M³ OF ALCOHOL / DAY • 02 TYPE “B” RECTIFICATION COLUMNS WITH CAPACITY FOR PRODUCTION OF 300 M³ OF ALCOHOL / DAY • 01 TYPE “A” DISTILLATION COLUMN WITH CAPACITY FOR PRODUCTION OF 300 M³ OF ALCOHOL / DAY • 01 TYPE “B” RECTIFICATION COLUMN WITH CAPACITY FOR PRODUCTION OF 300 M³ OF ALCOHOL / DAY • 09 TUBULAR HEAT EXCHANGERS TYPE “K” • 02 TUBULAR HEAT EXCHANGERS TYPE “J” • 02 TUBULAR HEAT EXCHANGERS TYPE “E” • 02 TUBULAR HEAT EXCHANGERS TYPE “E1” • 02 TUBULAR HEAT EXCHANGERS TYPE “E2” • 02 TUBULAR HEAT EXCHANGERS TYPE “R” • 02 TUBULAR HEAT EXCHANGERS TYPE “R1” • 11 NEW FERMENTATION VATS WITH A CAPACITY OF 300 M³ • 03 PLATE HEAT EXCHANGERS FOR THE WORT • 05 PLATE TYPE HEAT EXCHANGERS FOR VATS • 01 VAT FOR WINE • 01 CO₂ RECOVERY COLUMN • 02 PUMPS WITH A CAPACITY OF 600 M³ / H - 50 MCA FOR THE COOLING SYSTEM OF THE PLATE HEAT EXCHANGERS • 01 PUMP WITH A CAPACITY OF 800 M³ / H FOR THE COOLING SYSTEM OF THE PLATE HEAT EXCHANGERS • 02 CENTRÍFUGES HAD - 90 • 04 CENTRÍFUGES HAD - 60 WITH THE INSTALLATION OF THIS EQUIPMENT, THE ALCOHOL DISTILLERY IS PREPARED TO PRODUCE 600000 LITERS OF ALCOHOL PER DAY, RECEIVING A MILLING OF 6500 TCD CORRESPONDING TO 2500000 TONS OF CANE / YEAR Learn More
SUGAR AND ALCOHOL PLANTREFERENCE NUMBER: A-2511 SUGAR AND ALCOHOL PLANT CANE UNLOAD SECTOR THE CANE UNLOADING SECTOR IS EQUIPPED WITH THE EQUIPMENT LISTED BELOW IN THE CONDITION TO CARRY OUT A GRINDING OF 8400 TCD WHICH CORRESPONDS TO A HARVEST OF 1800000 TONNES OF CANE / YEAR • 01 HILO UNLOADER OF STORAGE • 01 HILO UNLOADER OF MILLING • 01 FEEDER SUGARCANE TABLE WITH INCLINATION OF 25 INCHES • 01 FEEDER SUGARCANE TABLE WITH INCLINATION OF 45 INCHES • 02 CRANES WITH CAPACITY OF 20 TONNES • 01 TRANSPORTER TYPE CUSCH - CUSH OF 40 INCHES • 02 MOTOR PUMP WITH CAPACITY OF 1000 M³/H TO 50 MCW FOR CANE WASHING • 01 CONTAMINATED FLUID TREATMENT SYSTEM • 01 METAL STRUCTURE BUILDING MEASURING 20000 X 100000 mm CANE PREPARATION SECTOR THE SUGARCANE PREPARATION SECTOR IS EQUIPPED WITH THE FOLLOWING AUTOMATED EQUIPMENT WITH THE CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM AS SHOWN BELOW TO PERFORM A CRUSHING OF 7200 TCD WHICH CORRESPONDS TO A CROP OF 1600000 TONS OF SUGARCANE / YEAR • 01 METALLIC CONVEYOR OF 60 INCHES • 01 LEVELING OF CANE OF 60 INCHES • 01 CANE KNIVES SET TYPE COP-8 OF 60 INCHES • 01 CAN SHREDDER SET TYPE COP-5 OF 60 INCHES • 01 FEEDER ROLL 60 IINCHES • 01 RUBBER TRANSPORTER FOR CANE SHREDDED OF 60 INCHES • 01 TGM TURBINE FOR KNIVES SET • 01 TGM TURBINE FOR SHREDDER SET • 01 HIGH AND LOWER SPEED REDUCER OF KNIVES SET • 01 HIGH AND LOWER SPEED REDUCER OF SHREDDER SET • 01 REDUCER FOR METALLIC CONVEYOR • 01 REDUCER FOR FEEDER ROLL • 01 REDUCER OF SHREDDED CANE TRANSPORTER TYPE BELT MILLING CANE SECTOR THE CANE MILLING SECTOR OF THE PLANT IS EQUIPPED WITH THE FOLLOWING AUTOMATED EQUIPMENT WITH THE CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM TO CARRY OUT A GRINDING OF 7200 TCD CORRESPONDING TO A 222 - DAY HARVEST TO GRIND 1600000 TONS. CANE / YEAR • 04 MILLS OF 32 X 60 INCHES • 03 INTERMIDIATE TRANSPORTER OF 60 INCHES • 01 ROTARY SIEVE FOR MILLING 300 TCD • 01 TGM TURBINE OF DRIVING THE 1º / 2º MILLS • 01 TGM TURBINE OF DRIVING OF 3º / 4º MILLS • 01 REDUCER OF HIGH AND LOW SPEED OF DRIVING THE 1º / 2º MILLS • 01 REDUCER OF HIGH AND LOW SPEED OF DRIVING THE 3º / 4º MILLS • 03 REDUCER INTERMEDIATE TRANSPORTER OF 60 INCHES • 02 PUMPS OF 1ST JUICE • 02 PUMPS OF JUICE IMBIBITION OF 3RD FOR 2ND MILL • 02 PUMPS OF JUICE IMBIBITION OF 4TH FOR 3RD MILLS • 02 PUMPS OF MIXED JUICE OF MILL FOR JUICE TREATMENT STEAM GENERATION SECTOR THE STEAM GENERATION SECTOR OF THE PLANT IS PREPARED TODAY TO PERFORM A 7200 TCD GRINDING CORRESPONDING TO A 220 - DAY HARVEST TO GRIND 1600000 TON. CANE / YEAR WITH THE FOLLOWING AUTOMATED EQUIPMENT WITH CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM AS SHOWN BELOW • 01 BOILER N ° 01, MODEL: TS-3-150 MODIFIED FOR CBS-120-21 KG / CM² TODAY GENERATES AN AVERAGE OF 11000 KG / HR OF STEAM AT A PRESSURE OF 21 KG / CM² • 01 BOILER N ° 02, MODEL: TS-3-150-21 KG / CM² TODAY GENERATES AN AVERAGE OF 55000 KG / HR OF STEAM AT A PRESSURE OF 21 KG / CM² • 01 DEAERATOR WITH A CAPACITY OF 70 M³ • 01 78 INCHES BAGASSE METALLIC TRANSPORTER OF 32000 mm LENGTH • 01 48 INCHES BAGASSE TRANSPORTER FROM MILL TO BOILER • 01 48 INCHES BAGASSE RETURN TRANSPORTER FOR BOILER • 01 REDUCER OF BAGASSE TRANSPORTER FROM MILL TOBOILER • 01 REDUCER OF BAGASSE RETURN TRANSPORTER TOBOILER • 02 MOTO - PUMPS OF WATER FEEDING OF DEAERATOR • 02 MOTO - PUMPS OF WATER TREATMENT OF BOILER • 01 MOTO - PUMP WITH CAPACITY OF 300 M³/H TO 350 MCW FOR WATER FEEDING OF BOILER • 01 TURBO-PUMP WITH CAPACITY OF 300 M³/H TO 350 MCW FOR WATER FEEDING OF BOILER • 02 MOTO-PUMPS WITH CAPACITY OF 220 M³/H TO 50 MCW FOR WET SCRUBBER OF BOILER NO. 2 • 03 MOTO - PUMPS OF 40 M³/H TO 300 MCW • 01 METALLIC RESERVOIR WITH 200 M³ OF CONDENSED WATER CAPACITY POWER GENERATION SECTOR THE POWER GENERATION SECTOR IS EQUIPPED WITH THE FOLLOWING MODERN AND AUTOMATED EQUIPMENT LISTED BELOW TO MEET A GRINDING OF 8400 TCD • 01 THREE - PHASE GENERATOR OF 6250 KVA – 13800 VOLTS – 60Hz • 01 TGM STEAM TURBINE MODEL TM - 5000 • 01 REDUCER RENK - ZANINI WITH CAPACITY OF 5000 KW • SEVERAL ELECTRICALS PANELS OF THE GENERATOR • 01 TURBO GENERATOR HOUSE BUILDING • 02 WATER COOLING TOWERS FOR THE TURBO-GENERATOR • 02 MOTO - PUMPS OF 100 M³/H TO 30 MCW SUGAR FACTORY THE SUGAR FACTORY WAS SET UP BETWEEN 2007 / 2008 AND COMPLETELY AUTOMATED WITH THE CONTROL BY THE SUPERVISORY INSTALLED IN THE CONTROL ROOM, PRODUCING AN AVERAGE OF 500000 KG OF VHP SUGAR PER DAY, A VALUE CORRESPONDING TO A MILLING OF 5000 TCD. THE TRANSPORT OF THIS SUGAR MANUFACTURED AT THE DECASA PLANT IS BEING TRANSPORTED BY MEANS OF A BUCKET VEHICLE WITH A DESTINATION INFORMED BY THE CUSTOMER. FOR THIS PLANT TO PRODUCE CRYSTAL SUGAR IC - 150, WE WILL NEED TO ACQUIRE AND ASSEMBLE THE FOLLOWING EQUIPMENT • SULFITATION EQUIPAMENT • BAGGING EQUIPMENT OF 50 KG BAGS • BUILD OR RENT AN INFLATABLE WAREHOUSE TO STORE SUGAR WITH THE INSTALLATION OF THIS EQUIPMENT, THE SUGAR FACTORY IS PREPARED TO RECEIVE A MILLING OF 5000 TCD CORRESPONDING TO A DAILY PRODUCTION OF 500000 KG OF CRYSTAL SUGAR IC - 150 PER DAY ALCOHOL DISTILLERY THE DISTILLERY WAS INSTALLED IN 1982 WITH A CAPACITY OF 300000 LITERS OF HYDRATED ALCOHOL PER DAY. WHEN THE FORMER OWNER'S UNIT WAS SOLD TO THE OLIVAL TENÓRIO GROUP IN 2003, THE NEW ENTREPRENEUR INVESTED IN THE MANUFACTURE OF ALCOHOL IN 2006 BY INSTALLING ANOTHER COLUMN OF DISTILLATION WITH A CAPACITY OF 300,000 LITERS AND AUTOMATED 100% INCREASING ITS PRODUCTION CAPACITY TO 600,000 LITERS OF HYDRATED ALCOHOL PER DAY • 02 TYPE “A” DISTILLATION COLUMNS WITH CAPACITY TO PRODUCE 300 M³ OF ALCOHOL / DAY • 02 TYPE “B” RECTIFICATION COLUMNS WITH CAPACITY FOR PRODUCTION OF 300 M³ OF ALCOHOL / DAY • 01 TYPE “A” DISTILLATION COLUMN WITH CAPACITY FOR PRODUCTION OF 300 M³ OF ALCOHOL / DAY • 01 TYPE “B” RECTIFICATION COLUMN WITH CAPACITY FOR PRODUCTION OF 300 M³ OF ALCOHOL / DAY • 09 TUBULAR HEAT EXCHANGERS TYPE “K” • 02 TUBULAR HEAT EXCHANGERS TYPE “J” • 02 TUBULAR HEAT EXCHANGERS TYPE “E” • 02 TUBULAR HEAT EXCHANGERS TYPE “E1” • 02 TUBULAR HEAT EXCHANGERS TYPE “E2” • 02 TUBULAR HEAT EXCHANGERS TYPE “R” • 02 TUBULAR HEAT EXCHANGERS TYPE “R1” • 11 NEW FERMENTATION VATS WITH A CAPACITY OF 300 M³ • 03 PLATE HEAT EXCHANGERS FOR THE WORT • 05 PLATE TYPE HEAT EXCHANGERS FOR VATS • 01 VAT FOR WINE • 01 CO₂ RECOVERY COLUMN • 02 PUMPS WITH A CAPACITY OF 600 M³ / H - 50 MCA FOR THE COOLING SYSTEM OF THE PLATE HEAT EXCHANGERS • 01 PUMP WITH A CAPACITY OF 800 M³ / H FOR THE COOLING SYSTEM OF THE PLATE HEAT EXCHANGERS • 02 CENTRÍFUGES HAD - 90 • 04 CENTRÍFUGES HAD - 60 WITH THE INSTALLATION OF THIS EQUIPMENT, THE ALCOHOL DISTILLERY IS PREPARED TO PRODUCE 600000 LITERS OF ALCOHOL PER DAY, RECEIVING A MILLING OF 6500 TCD CORRESPONDING TO 2500000 TONS OF CANE / YEAR Learn More -
 M-7873 CHOCOLATE CEREAL AND GRANOLA BAR AUTOMATIC LINE
M-7873 CHOCOLATE CEREAL AND GRANOLA BAR AUTOMATIC LINEREFERENCE NUMBER: M-7873
CHOCOLATE CEREAL AND GRANOLA BAR AUTOMATIC LINE
AUTOMATIC LINE
FOR CHOCOLATE CEREAL AND GRANOLA BARS
AUTOMATIC COMBINATION BETWEEN THE FREEZING, FORMING, AND PRESSING ROLLERS, AND THE SLITTING TECHNOLOGY.
THIS PRODUCING LINE IS A MULTI-FUNCTION LINE WHICH CONSISTS OF KITCHEN EQUIPMENTS, FORMING AND SHEETING SYSTEM, NUTS SPRINKLING SYSTEM, FORMING AND PRESSING ROLLER, REFRIGERATION SYSTEM, COOLING TUNNEL, CANDY BAR SLITTING, CUTTING AND CONVEYING SYSTEM, AND CHOCOLATE ENROBING MACHINE, ETC.
THIS LINE TAKES THE PLACE OF THE TRADITIONAL, MANUAL WORKSHOP PRODUCTION WITH FULL AUTOMATIC MACHINERY PRODUCTION. THIS LINE WILL BE IDEAL FOR THE CANDY BAR LEISURE FOOD INDUSTRY, WITH MODERN AND LARGE QUANTITY PRODUCTION.
Learn More -
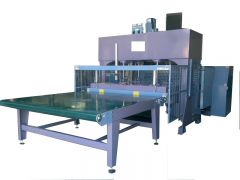 K-4679 WRAPPING MANUAL FOR MATTRESSESREFERENCE NUMBER: K-4679 WRAPPING MANUAL FOR MATTRESSES SEMI-AUTOMATIC PACKAGING MACHINE FOR BAGGING MATTRESSES ON 4 SIDES COMPLETE WITH STAND MATTRESS QUANTITY AVAILABLE: 1 Learn More
K-4679 WRAPPING MANUAL FOR MATTRESSESREFERENCE NUMBER: K-4679 WRAPPING MANUAL FOR MATTRESSES SEMI-AUTOMATIC PACKAGING MACHINE FOR BAGGING MATTRESSES ON 4 SIDES COMPLETE WITH STAND MATTRESS QUANTITY AVAILABLE: 1 Learn More -
 R-6855 STA IMPIANTI MILLENNIUM 3 ROASTING MACHINES
R-6855 STA IMPIANTI MILLENNIUM 3 ROASTING MACHINESR-6855 STA IMPIANTI MILLENNIUM 3 ROASTING MACHINES
THE ROASTING MACHINES SERIES MILLENNIUM 3 REALIZED BY STA IMPIANTI SRL CONFIRM THEMSELVES CAPABLES OF A WORLD LEADING TRADE MARK IN DESIGN AND PROJECTATION OF INDUSTRIAL AUTOMATIC ROASTING MACHINES FOR COFFEE AND OTHER SIMILAR PRODUCTS. THESE MACHINES, ALLOWING HIGHLY INTEGRATED TECHNOLOGICAL SOLUTIONS, ANTICIPATE THE MOST ADVANCED MARKET DEMANDS.
THANKS TO THE CONSTANT PURSUIT OF HIGH QUALITY STANDARD AND THE COMPANY’S DESIRE TO PROVIDE AT THE SAME TIME A PRODUCT TAILORED TO THE NEEDS OF EACH CLIENT COMPANY, STA IMPIANTI SRL IS ABLE TO OFFER THE BEST SOLUTION IN THE MARKET.THE ROASTING MACHINES SERIES MILLENNIUM 3 ARE GUARANTEE OF THE HIGHEST STANDARDS OF TECHNOLOGY DECLINED
ON CONCEPS OF HIGH PRODUCTION, MAXIMUM PERFORMANCE, RELIABILITY TOTAL SAFETY WITH LOW NOISE AND ENVIRONMENTAL EMISSIONS.
STANDARD EQUIPMENT:
ELECTRIC CONTROL BOARD WITH PLC + TOUCH SCREEN FOR FULL AUTOMATIC OR PARTIAL DRIVE.
AUTOMATIC ROASTING PROCESS WITH RECORDING – STORAGE OF ROASTING PARAMETERS
SYSTEM CONTROL THROUGH PLC + TOUCH SCREEN
FITTINGS FOR PC
ALARM SYSTEM BY BUZZER AND SIGNAL LAMP WITH DISPLAY ANOMALIES.
PRE-HEATING SYSTEM FOR RAW COFFEE IN STAND-BY
TEMPERATURE COFFEE CONTROL BOTH DURING ROASTING AND COOLING CYCLE.
HOT AIR GENERATOR (STA IMPIANTI‘ PATENTED SYSTEM)
“LOW INERTIA” DEVICE FOR IMMEDIATE STARTING OF PRODUCTION
INDUSTRIAL GAS BURNER TYPE MODULATING OR GASOIL BURNER AT MULTI STAGES OF FLAME ACCORDING APPLICATION.
PROCESS AIR ADMITTANCE CONTROL SYSTEM
FITTINGS FOR CLEAN AIR BY AIR EXCHANGER
CONTROL BOARD COMPLETE WITH LIGHTING DEVICE
SCREENER WITH PNEUMATIC DRAWING
WATER PUMP COMPLETE WITH TANK AND SAFETY BY PASS DEVICE
PRE COOLING SYSTEM OVER ROASTING DRUM
PRE COOLING SYSTEM CONNECTED TO THE COOLER
FIRE PREVENTION SYSTEM LINKED TO THE CYCLONE-CHAFFS COLLECTOR.
CYCLONE-CHAFFS COLLECTOR WITH DRIVEN STAR VALVE
CYCLONE FOR COOLER AND DESTONER
SELF CLEANING COOLING TANK
ADDITIONAL EMERGENCY UNLOADING FOR COOLER
INTEGRATED DESTONER
SERVOCONTROL DEVICE FOR REMOTE ADJUSTMENT OF DESTONER
SOUND PROOFING SYSTEM
GLOBAL SAFETY PROTECTION
OPTIONAL EQUIPMENTCOMPUTERIZED AUTOMATIC ROASTING PROCESS CARP MANAGED BY PC AND MONITOR.
CLEAN AIR BY AIR GENERATOR-EXCHANGING SYSTEM
POST COMBUSTOR TYPE THERMAL BURNER OR CATALYTIC
EXTERNAL DRAWING AIR (QUICK FRESH) SYSTEM
DESTONER WEIGHING CELLS
CHAFFS COMPACTOR.
HEATING ADDUCTION SYSTEM:PATENTED SYSTEM BY STA IMPIANTI SRL SPECIFICALLY STUDIED FOR ROASTING LINE APPLICATIONS. THIS SYSTEM ALLOWS SHORTER AND HOMOGENEOUS ROASTING TIME:
BY CONVECTION HOT AIR FLOWING THROUGH THE COFFEE IN THE DRUM
BY CONDUCTION DUE TO THE HEATED ROASTING DRUM
BY IRRADIANCE FROM THE GRATE LOCATED BETWEEN THE FLAME AND THE ROASTING DRUM (INFRARED RAYS)
HOT AIR GENERATOR:THREE ARE THE POSSIBILITIES OF SETTLEMENT TO THE OVER INDICATED SYSTEM:
AIR BY AIR EXCHANGING SYSTEM WITH RECOVERY DEVICE (100% CLEAN AIR)
Learn More
CONVENTIONAL GENERATOR
HEATING GENERATOR WITH PARTIAL OR TOTAL RECYCLE -
 G-0784 RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98
G-0784 RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98REFERENCE NUMBER: G-0784
RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98
1. Machine m26/39:
Year 1996
For 1 fdy spinning line with 2+4 positions, each position with 4 ends
Product: fdy-yarn on bobbins
Raw material: pp, dried filament grade chips
Yarn count range: 150 – 400 dtex
Winder speed for target: 4000 m/min
Machine technical data:
Position gauge: 800 mm
Spinning pump capacity: 4x10 ccm/rev
Spinneret size diameter: 95 mm
Quench width: 670 mm
Quench length: 1700 mm
Number of spin-finish pumps per position: 1
Capacity of spin-finish pump: 4x0.05 ccm/rev
Number of winders/position: 1
Type of winder: riemat a6-094
Number of packages/winder: 4
Maximum package diameter: 420 mm
Package stroke: 190 mm
Package weight at 280 mm package diameter: approx. 6.2 kg
Detailed technical specifications:
Extruder for 4 positions Year 1998:
1 extruder type e1. 105-30m:
-nominal extruder capacity: max 275 kg/h for pp
-operational extruder capacity: max 248 kg/h for pp
-screw diameter: 105 mm
-l/d ratio: 30
-barrel with:
electrical ceramic heaters
7 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 58 kw
inlet zone, water cooled
nozzle for nitrogen purge
insulation
-screw with torpedo mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 95kw
-extruder frame
1 extruder measuring head, dowtherm vapour heated
-measuring head comprising:
coarse filter
insulation
-double pt100, one each for melt and dowtherm vapour temperature
-pressure sensors for melt pressure, one in front and one behind the coarse filter
1 melt distribution system, dowtherm vapour heated
-melt distribution system comprising
main product pipe between extruder, measuring head and melt distributor.
Extruder for 2 positions Year 1998:
1 extruder type e1. 60-30
-nominal extruder capacity: max 275 kg/h for pp
-operational extruder capacity: max 248 kg/h for pp
-screw diameter: 60 mm
-l/d ratio: 30
-barrel with
electrical ceramic heaters
6 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 17 kw
inlet zone, water cooled
insulation
-screw nitrited with maddock mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 22kw
-extruder frame
1 extruder measuring head, electrically heated year 1998
-measuring head comprising:
insulation
Double pt100, one each for melt and dowtherm vapour temperature
pressure sensors for melt pressure
burst disc for power switch-off at overpressure.
1 melt distribution system, dowtherm vapour heated
-melt distribution system comprising
main product pipe between extruder, measuring head and melt distributor.
1 riebeam bottom loading spinning beam year 1998
-beam comprising:
welded-in pump blocks with bolted pump adapter plate
silumin insulation blocks
melt distribution pipes with polished inner surfaces
efficient vapour heating on all sides of spin pumps
optimized heat condustion to the spinnerets
1 freezing valve upstream of each spinpump
2 pressure sensors for measuring the melt pressure in front and behind the spinpump
(2 per line)
heating box, completely insulated
heating by dowtherm vapour
1 double pt100 for measuring and controlling the heating box temperature
Designed as follows:
-bottom loading of rieter quickfit spinpacks
-design temperature 320°c
-maximum allowable working pressure: 300 bar for melt pipe and 2.57 bar for jacket
Dowtherm evaporator and components for heating system:
-electrically heated, total capacity approx 25 kw
-shut-off valves
-drainage valves
-dry protection sensor
-magnetic controlled level gauge
- vent system on top of measuring head.
Poy spin packs, type rieter quickfit:
-max pressure in the spinpack: 350 bar
-design temperature: 320 °c
-spinneret outside dimensions: 95 mm
-bottom loading design
-bayonet locking, insert and tighten by turning 90°
-self sealing system
-sand or metal powder filtration, 3 cm filling depth
-wire mesh filters
Spin pumps with motors and gears:
Gear pumps, 4-fold
Capacity 4 x 6 ccm/rev
Each spin pump system comprising
Individual drive motor with flange connection to the reduction gear
Hollow gear shaft for installation of spin pump shaft
Shaft with shear pin protection
Reduction ratio 1:80
Pump speed: 8-30 rev/min
Motor type: synchronous ac-motor
Rated power: 500w at 50 cps
Quench air cabinets bsk 670/1700:
Each cabinet comprising:
-rigid cabinet made from welded sheet metal, painted, side walls made from alu sheet metal
-air rectifier consisting of different layers of perforated metal sheets, rectifiers removable to the front for cleaning.
-1 perforated hinged door
-air inlet duct flanged with counter flange, comprising air flow regulating flaps
-interfloor filament duct, length 2000 mm
-alu chutes for start-up
-nozzles for connection of differential pressure gauge.
Spinning vapour exhausts:
-exhaust hood per spinning position for removal of spinning vapour
-hood designed as follows:
made from stainless steel
air flow regulation flap
hood removable for cleaning
Take-up frames, type riedraw 1:
Welded steel frame, housing all drawrolls, compressed air supply pipes for the aspirator units and the yarn waste pipes within the fdy take-up unit.
Per position:
4 inlet yarn guides
4 spin finish application nozzles
1 yarn cutter / aspirator unit
1 spin finish pump
4 centring yarn guides
4 intermingling units
rolls as described further
1 automatic winder riemat a6-094
Drawrolls year 1998:
Mono 1 with 1 rievap 32 dual shell drawroll, type j7/32-40, ot40
Speed range: 750 to 4000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
And 1 bearing separator roll, type srd60 hard chromium plated
Duo 1 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 2 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 3 with 2 cold draw roll units each type j7/45-55
Speedrange: 1800 to 5500 mpm
Roll diameter: 150 mm
Working width: 180 mm
Automatic and wasteless winder riemat a6-094
Spindle driven
Number of ends per winder: 4 ends
Yarn count range: 15 to 1000 dtex
Take up speed: 2500 to 5500 m/min
Chuck length: 900 mm
190 mm stroke, 420 mm outside package diameter
Package volume: 24.7 dm³
Tube bore: 94 ±0.2 mm
Tube outside diameter: 106 ±0.4 mm
Tube length: 225 ±0.5 mm
Oil-mist lubrication unit:
Compressed air distribution station
Mobile aspirator guns with hoses
Electrical control equipment
-for electrical power
general: 3 x 380v/50hz plus ground wire
euro-standard: 3x400v 50 or 60hz plus ground wire
maximum voltage variation ±10% measured at terminals of cabinets
maximum frequency variation: ±2%
Process control system (cif):
fully integrated control system to control and monitor the entire spinning line.
the central monitoring unit si linked to the plc of the spinning section and the plcs of each spinning position.
Drive and heater control year 1998:
Spinning section:
Speed adjustment for the extruder motor is done via a dc-convertor
To achieve a constant pressure at the extruder outlet, the output of the pressure controller is transmitted to the dc-converter to adjust the extruder speed.
The feedback of the actual extruder speed is done by a tacho generator mounted on the extruder motor.
One common frequency inverter supplies the synchronous ac motors for the spin pumps.
According to process conditions, the plc transmits the setpoint to the inverter.
All motors are equipped with an overload protection.
Solid state relays heat each extruder zone and spinning beam.
Each extruder zone and the spinning beam represent an independent control loop.
Take-up section:
The inverter unit is a processor-controlled static frequency inverter for powering the 3-phase motors.
All inverter units in a position cabinet are supplied with approx 570v dc from a common rectifier.
Heating system:
The heating unit rhu is processor-controlled.
The power supply is taken straight from 3-phase 380/400v which powers the cabinet.
The inductor is fitted inside the draw roll.
The rhu switches the current on and off in this inductor. While current flows, a voltage is inducted into the
Rotating draw roll.
This sets up a short-circuit current in the draw roll, thereby heating the roll unit.
2. Machines m27/ 28 / 30 year 1998:
For 3 fdy spinning lines each with 2 positions, and each position with 4 ends
Product: fdy-yarn on bobbins
Raw material: pp, dried filament grade chips
Yarn count range: 150 – 400 dtex
Winder speed for target: 4000 m/min
Machine technical data:
Position gauge: 1000 mm
Spinning pump capacity: 4x7.5 ccm/rev
Spinneret size diameter: 95 mm
Quench width: 470 mm
Quench length: 1200 mm
Number of spin-finish pumps per position: 2
Capacity of spin-finish pump: 4x0.16 ccm/rev + 4x0,05 ccm/rev
Number of winders/position: 1
Type of winder: riemat a6-094
Number of packages/winder: 4
Maximum package diameter: 420 mm
Package stroke: 190 mm
Package weight at 280 mm package diameter: approx. 6.2 kg
Detailed technical specifications:
1 extruder type e1. 60-30m
-nominal extruder capacity: max 80 kg/h for pp
-screw diameter: 65 mm
-l/d ratio: 30
-barrel with:
electrical ceramic heaters
7 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 22 kw
inlet zone, water cooled
nozzle for nitrogen purge
insulation
-screw with torpedo mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 22kw
-extruder frame
1 extruder measuring head, electrically heated:
-measuring head comprising:
coarse filter
insulation
-double pt100, one each for melt and dowtherm vapour temperature
-pressure sensors for melt pressure, one in front and one behind the coarse filter
1 melt distribution system, dowtherm vapour heated:
Melt distribution system comprising:
main product pipe between extruder, measuring head and melt distributor.
1 riebeam bottom loading spinning beam:
-beam comprising:
welded-in pump blocks with bolted pump adapter plate
silumin insulation blocks
melt distribution pipes with polished inner surfaces
efficient vapour heating on all sides of spin pumps
optimized heat condustion to the spinnerets
1 freezing valve upstream of each spinpump
2 pressure sensors for measuring the melt pressure in front and behind the spinpump
(2 per line)
heating box, completely insulated
heating by dowtherm vapour
1 double pt100 for measuring and controlling the heating box temperature
Designed as follows:
-bottom loading of rieter quickfit spinpacks
-design temperature 320°c
-maximum allowable working pressure: 300 bar for melt pipe and 2.57 bar for jacket
Dowtherm evaporator and components for heating system:
-electrically heated, total capacity approx 18 kw
-shut-off valves
-drainage valves
-dry protection sensor
-magnetic controlled
-level gauge
-vent system on top of measuring head.
Poy spin packs, type rieter quickfit:
Max pressure in the spinpack: 350 bar
Design temperature: 320 °c
Spinneret outside dimensions: 95 mm
Bottom loading design
Bayonet locking, insert and tighten by turning 90°
Self sealing system
Sand or metal powder filtration, 3 cm filling depth
Wire mesh filters
Spin pumps with motors and gears:
Gear pumps, 4-fold
Capacity 4 x 7.5 ccm/rev
Each spin pump system comprising
individual drive motor with flange connection to the reduction gear
hollow gear shaft for installation of spin pump shaft
shaft with shear pin protection
reduction ratio: 1:80
pump speed: 8-30 rev/min
motor type: synchronous ac-motor
rated power: 500w at 50 cps
Quench air cabinets bsk 470/1200
Each cabinet comprising:
-rigid cabinet made from welded sheet metal, painted, side walls made from alu sheet metal
-air rectifier consisting of different layers of perforated metal sheets, rectifiers removable to the front for cleaning.
-1 perforated hinged door
-air inlet duct flanged with counter flange, comprising air flow regulating flaps
-interfloor filament duct, length 2000 mm
-alu chutes for start-up
-nozzles for connection of differential pressure gauge.
Spinning vapour exhausts:
-exhaust hood per spinning position for removal of spinning vapour
-hood designed as follows:
made from stainless steel
air flow regulation flap
hood removable for cleaning
Take-up frames, type riedraw 1:
Welded steel frame, housing all drawrolls, compressed air supply pipes for the aspirator units and the yarn waste pipes within the fdy take-up unit.
Per position:
4 inlet yarn guides
2 spin finish application nozzles per end
1 yarn cutter / aspirator unit
2 spin finish pump
4 centring yarn guides
4 pre-intermingling jets
4 intermingling units
1 additional operator panel between duo1 and duo 2.
rolls as described further
1 automatic winder riemat a6-094
Drawrolls:
Mono 1 with 1 rievap 32 dual shell drawroll, type j7/32-40, ot40
Speedrange: 750 to 4000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
And 1 bearing separator roll, type srd60
Hard chromium plated
Duo 1 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 2 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 3 with 2 cold draw roll units each type j7/45-55
Speedrange: 1800 to 5500 mpm
Roll diameter: 150 mm
Working width: 180 mm
Automatic and wasteless winder riemat a6-094:
Spindle driven
Number of ends per winder: 4 ends
Yarn count range: 15 to 1000 dtex
Take up speed: 2500 to 5500 m/min
Chuck length: 900 mm
190 mm stroke, 420 mm outside package diameter
Package volume: 24.7 dm³
Tube bore: 94 ± 0.2 mm
Tube outside diameter: 106 ± 0.4 mm
Tube length: 225 ± 0.5 mm
Compressed air distribution station:
Mobile aspirator guns with hoses
Electrical control equipment
For electrical power
general : 3 x 380v/50hz plus ground wire
Euro-standard: 3x400v 50 or 60hz plus ground wire
Maximum voltage variation ±10% measured at terminals of cabinets
maximum frequency variation: ±2%
Process control system (cif):
Fully integrated control system to control and monitor the entire spinning line.
The central monitoring unit si linked to the plc of the spinning section and the plcs of each spinning position.
Drive and heater control:
Spinning section.
Speed adjustment for the extruder motor is done via a dc-convertor.
To achieve a constant pressure at the extruder outlet, the output of the pressure controller is transmitted to the dc-converter to adjust the extruder speed.
The feedback of the actual extruder speed is done by a tacho generator mounted on the extruder motor.
One common frequency inverter supplies the synchronous ac motors for the spin pumps.
According to process conditions, the plc transmits the setpoint to the inverter.
All motors are equipped with an overload protection.
Solid state relays heat each extruder zone and spinning beam.
Each extruder zone and the spinning beam represent an independent control loop.
Take-up section:
The inverter unit is a processor-controlled static frequency inverter for powering the 3-phase motors.
All inverter units in a position cabinet are supplied with approx 570v dc from a common rectifier.
Heating system:
The heating unit rhu is processor-controlled.
The power supply is taken straight from 3-phase 380/400v which powers the cabinet.
The inductor is fitted inside the draw roll.
The rhu switches the current on and off in this inductor.
While current flows, a voltage is inducted into the rotating draw roll.
This sets up a short-circuit current in the draw roll, thereby heating the roll unit.
HOURLY PRODUCTION:
FOR 150 DENIER @ 3500 MPM WINDER SPEED, THE HOURLY PRODUCTION IS 3.5 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 14 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 28 KG/HOUR AND M39 = 56 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 28 KG/HOUR EACH.
(AS PER OUR PEOPLE AT THE EXTRUSION PLANT, THEY WERE RUNNING TRIALS TO PRODUCE THE 150 DENIER @ 4000 MPM WINDER SPEED)
FOR 300 DENIER @ 3600 MPM WINDER SPEED, THE HOURLY PRODUCTION IS 7.2 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 28.8 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 57.6 KG/HOUR AND M39 = 115.2 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 57.6 KG/HOUR EACH.
FOR 600 DENIER @ 2200 MPM WINDER SPEED, (SPEED LIMITATION DUE TO EXTRUDER CAPACITY) THE HOURLY PRODUCTION IS 8.8 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 35.2 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 70.4 KG/HOUR AND M39 = 140.8 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 70.4 KG/HOUR EACH.
MACHINE HAS BEEN PARTIALLY DISASSEMBLED (EXTRUDERS AND SPINBEAMS HAVE BEEN TAKEN DOWN TO GROUNDFLOOR) REST OF THE EQUIPMENT STILL TO BE DISASSEMBLED
Learn More