Search results for: 'ove'
- Related search terms
- oven thermo
- oven thermobonding
- over lo
- over machines
- over easy
-
 L-5144 EREMA R160 VE LINE WITH LASERFILTER
L-5144 EREMA R160 VE LINE WITH LASERFILTERREFERENCE NUMBER: L-5144
EREMA R160 VE LINE WITH LASERFILTER
1 X USED GRANULATION LINE EREMA RGA 160 VE - PARTLY OVERHAULED AND FUNCTIONALLY TESTED
YEAR: 1994
PARTLY OVERHAULED IN OCTOBER OF 2016
CAPACITY KG/H - DEPENDING ON MATERIAL
Learn More -
 R-7584 BE CORHI DOUBLING WINDER YEAR 2008 MODEL BE TRAVERSE 6 TO 8 INCHES
R-7584 BE CORHI DOUBLING WINDER YEAR 2008 MODEL BE TRAVERSE 6 TO 8 INCHESREFERENCE NUMBER: R-7584
CORGHI DOUBLING WINDER, YEAR 2008 MODEL BE TRAVERSE 6 TO 8 INCHES
QUANTITY: 1
Learn More -
 R-6855 STA IMPIANTI MILLENNIUM 3 ROASTING MACHINES
R-6855 STA IMPIANTI MILLENNIUM 3 ROASTING MACHINESR-6855 STA IMPIANTI MILLENNIUM 3 ROASTING MACHINES
THE ROASTING MACHINES SERIES MILLENNIUM 3 REALIZED BY STA IMPIANTI SRL CONFIRM THEMSELVES CAPABLES OF A WORLD LEADING TRADE MARK IN DESIGN AND PROJECTATION OF INDUSTRIAL AUTOMATIC ROASTING MACHINES FOR COFFEE AND OTHER SIMILAR PRODUCTS. THESE MACHINES, ALLOWING HIGHLY INTEGRATED TECHNOLOGICAL SOLUTIONS, ANTICIPATE THE MOST ADVANCED MARKET DEMANDS.
THANKS TO THE CONSTANT PURSUIT OF HIGH QUALITY STANDARD AND THE COMPANY’S DESIRE TO PROVIDE AT THE SAME TIME A PRODUCT TAILORED TO THE NEEDS OF EACH CLIENT COMPANY, STA IMPIANTI SRL IS ABLE TO OFFER THE BEST SOLUTION IN THE MARKET.THE ROASTING MACHINES SERIES MILLENNIUM 3 ARE GUARANTEE OF THE HIGHEST STANDARDS OF TECHNOLOGY DECLINED
ON CONCEPS OF HIGH PRODUCTION, MAXIMUM PERFORMANCE, RELIABILITY TOTAL SAFETY WITH LOW NOISE AND ENVIRONMENTAL EMISSIONS.
STANDARD EQUIPMENT:
ELECTRIC CONTROL BOARD WITH PLC + TOUCH SCREEN FOR FULL AUTOMATIC OR PARTIAL DRIVE.
AUTOMATIC ROASTING PROCESS WITH RECORDING – STORAGE OF ROASTING PARAMETERS
SYSTEM CONTROL THROUGH PLC + TOUCH SCREEN
FITTINGS FOR PC
ALARM SYSTEM BY BUZZER AND SIGNAL LAMP WITH DISPLAY ANOMALIES.
PRE-HEATING SYSTEM FOR RAW COFFEE IN STAND-BY
TEMPERATURE COFFEE CONTROL BOTH DURING ROASTING AND COOLING CYCLE.
HOT AIR GENERATOR (STA IMPIANTI‘ PATENTED SYSTEM)
“LOW INERTIA” DEVICE FOR IMMEDIATE STARTING OF PRODUCTION
INDUSTRIAL GAS BURNER TYPE MODULATING OR GASOIL BURNER AT MULTI STAGES OF FLAME ACCORDING APPLICATION.
PROCESS AIR ADMITTANCE CONTROL SYSTEM
FITTINGS FOR CLEAN AIR BY AIR EXCHANGER
CONTROL BOARD COMPLETE WITH LIGHTING DEVICE
SCREENER WITH PNEUMATIC DRAWING
WATER PUMP COMPLETE WITH TANK AND SAFETY BY PASS DEVICE
PRE COOLING SYSTEM OVER ROASTING DRUM
PRE COOLING SYSTEM CONNECTED TO THE COOLER
FIRE PREVENTION SYSTEM LINKED TO THE CYCLONE-CHAFFS COLLECTOR.
CYCLONE-CHAFFS COLLECTOR WITH DRIVEN STAR VALVE
CYCLONE FOR COOLER AND DESTONER
SELF CLEANING COOLING TANK
ADDITIONAL EMERGENCY UNLOADING FOR COOLER
INTEGRATED DESTONER
SERVOCONTROL DEVICE FOR REMOTE ADJUSTMENT OF DESTONER
SOUND PROOFING SYSTEM
GLOBAL SAFETY PROTECTION
OPTIONAL EQUIPMENTCOMPUTERIZED AUTOMATIC ROASTING PROCESS CARP MANAGED BY PC AND MONITOR.
CLEAN AIR BY AIR GENERATOR-EXCHANGING SYSTEM
POST COMBUSTOR TYPE THERMAL BURNER OR CATALYTIC
EXTERNAL DRAWING AIR (QUICK FRESH) SYSTEM
DESTONER WEIGHING CELLS
CHAFFS COMPACTOR.
HEATING ADDUCTION SYSTEM:PATENTED SYSTEM BY STA IMPIANTI SRL SPECIFICALLY STUDIED FOR ROASTING LINE APPLICATIONS. THIS SYSTEM ALLOWS SHORTER AND HOMOGENEOUS ROASTING TIME:
BY CONVECTION HOT AIR FLOWING THROUGH THE COFFEE IN THE DRUM
BY CONDUCTION DUE TO THE HEATED ROASTING DRUM
BY IRRADIANCE FROM THE GRATE LOCATED BETWEEN THE FLAME AND THE ROASTING DRUM (INFRARED RAYS)
HOT AIR GENERATOR:THREE ARE THE POSSIBILITIES OF SETTLEMENT TO THE OVER INDICATED SYSTEM:
AIR BY AIR EXCHANGING SYSTEM WITH RECOVERY DEVICE (100% CLEAN AIR)
Learn More
CONVENTIONAL GENERATOR
HEATING GENERATOR WITH PARTIAL OR TOTAL RECYCLE -
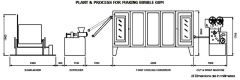 R-4395 SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOUR
R-4395 SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOURREFERENCE NUMBER: R-4395
SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOUR
MAIN TECHNICAL PARAMETERS:
PROFILES:
THIS LINE IS USED TO PRODUCE CANDIES IN VARIOUS COLORS AND DESIGNS, ESPECIALLY BUBBLE GUM IN X SHAPE, CUBIC, CORRUGATED, CHANNEL STYLE, AND OTHER KINDS.
IT IS DESIGNED TO FACILITATE THE OPERATION WITH RELIABLE PERFORMANCE AND CHANGEABLE CANDY STYLE.
A CORRUGATION-STYLE WRAPPING MACHINE OR A CUTTING/WRAPPING MACHINE CAN BE SUPPLIED IF REQUIRED.
ADVANTAGES:
1) RELIABILITY, EASY CLEANING AND MAINTENANCE
2) ACCURATE CUTTING AND SIMPLE CHANGEOVER
3) EASY OPERATION
4) AUTOMATIC BELT TENSIONING
REFERENCE NUMBER: R-4395
SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOUR
MAIN TECHNICAL PARAMETERS:
PROFILES:
THIS LINE IS USED TO PRODUCE CANDIES IN VARIOUS COLORS AND DESIGNS, ESPECIALLY BUBBLE GUM IN X SHAPE, CUBIC, CORRUGATED, CHANNEL STYLE, AND OTHER KINDS.
IT IS DESIGNED TO FACILITATE THE OPERATION WITH RELIABLE PERFORMANCE AND CHANGEABLE CANDY STYLE.
A CORRUGATION-STYLE WRAPPING MACHINE OR A CUTTING/WRAPPING MACHINE CAN BE SUPPLIED IF REQUIRED.
ADVANTAGES:
1) RELIABILITY, EASY CLEANING AND MAINTENANCE
2) ACCURATE CUTTING AND SIMPLE CHANGEOVER
3) EASY OPERATION
4) AUTOMATIC BELT TENSIONING
Learn More -
 M-5175 OLBRICH COATING LINE FOR MANUFACTURING TARPAULIN AND BANNER PVC COATED FABRICS 3300mm
M-5175 OLBRICH COATING LINE FOR MANUFACTURING TARPAULIN AND BANNER PVC COATED FABRICS 3300mmM-5175 OLBRICH COATING LINE FOR MANUFACTURING TARPAULIN AND BANNER PVC COATED FABRICS 3300mm
KNIFE OVER ROLL COATING
LIST OF EQUIPMENT FOR MANUFACTURING OF PVC COATED FABRICS, LINE CAN APPLY ANY TYPE OF COATING INCLUDING WATER BASED OR SOLVENT BASED AND EITHER CLEAR COAT THE FABRIC OR SATURATE COAT ANY WOVEN FABRIC , CAN ALSO DO SUNBRELLA TYPE TECHNICAL TEXTILES
FOR ONE SIDE COATING WITH KISS COATERMANUFACTURED BY OLBRICH GMBH (ERECTED IN 2005) 3400mm (SCRIM CAN BE 3400mm WIDTH)
CAN MAKE 3350mm COATED FABRIC AND AFTER TRIMMED EDGES HAVE A FINISHED PRODUCT OF 3300mm (BEGINNING WITH A 3400mm SCRIM , THERE ARE INBUILT CUTTING BLADES FOR TRIMMING .
MANUFACTURED IN GERMANY BEGINNING 2003 AND 2004COATING LINE
UNWINDER
PENDULUM
WEB CONTROL UNIT
PULLING STATION
PENDULUM
HEATING ROLLER (DIAMETER 570 mm)
PLATFORM
SAWING GAUGE
DOUBLE-KNIFE (DOCTOR) VERTICAL COATING MACHINE
VERTICAL DRIER
COOLING STATION WITH ROLLER LOCK
PENDULUM
SMOOTHING ROLL
MACHINE FRAME
IDLER ROLLER BRIDGE
PULLING STATION
PLATFORM
COATING MACHINE (KNIFE-OVER-ROLL)
HORIZONTAL DRIER
COOLING STATION
IDLER ROLLER BRIDGE
PLATFORM
SMOOTHING CALENDER
SUCTION HOOD
LACQUERING MACHINE (ZIMMER)
TEMPERATURE CONTROL UNIT
DRYER
ACCUMULATOR OF FABRIC
COMPUTER WITH SOFTWARE CONTROL
(SIEMENS)
ELECTRICAL CONTROL PLANT
WEIGHT-PER-UNIT-AREA
MEASURING GAUGE (2 UNITS MAHLO)-ISOTOPE NOT INCLUDED
REWINDER
FREE STANDING SLITTER-REWINDER (SEE PHOTO ATTACHED)
TRIMMING GOUGE
PERIPHERAL EQUIPMENT
LIQUIFIED GAS EQUIPMENT RH80 (RANSOME MANUFACTURING USA)
EVAPORATOR-RANSOME (USA)
CHILLER (ITALY) WITH EXPANSION TANK
BOILER ERENSAN MODEL 2000 (ISI SANAYI A.S. TURKEY) FOR HEATING OIL WITH EXPANSION TANK.
\BOILER FOR HEATING BUILDING, NOT INCLUDED
REGENERATIVE THERMAL OXIDIZER (RTO) ENVIROLOGIC USA
12 STAINLESS STEEL CONTAINERS FOR PLASTISOL VOLUME -1 M3
VACUUM DISSOLVER (SRUGO)-2 UNITS
PIPING, EXHAUST VENT PIPES (NO BUILDING HEATING PIPES )
OVERHEAD CRANE NOT INCLUDEDFLOORSPACE OCCUPIED BY THE LINE:
LENGTH 67,125mm
WIDTH 6200mm
HEIGHT 8100mmSPEED 3 TO 30 M/MIN
HEATING SYSTEM: OIL
QUANTITY: 1 LINE
Learn More -
 A-1849 SUPERIOR BOILER 250 HP, YEAR 1990
A-1849 SUPERIOR BOILER 250 HP, YEAR 1990A-1849 SUPERIOR BOILER 250 HP, YEAR 1990
JOHN ZINK COMPANY BURNER UNIT, MODEL # F18.0-G0-150
UNIT HAS BEEN RUN WITH A CASCADE WATER TREATMENT SYSTEM.
WELL MAINTAINED.INSPECTED YEARLY.
FULL PDF OF ENTIRE MAINTENANCE RECORD HISTORY AVAILABLE UPON REQUEST.
-PARTIAL NOTES FROM THE REPORT
INSPECTED 10-15-2013 BY DAMAC QUALITY INSPECTION SERVICES
1.) MINOR SCALE DEPOSITS
2.) OVERALL CONDITION OF INTERIOR IS GOOD.
3.) OVERALL CONDITION OF EXTERIOR IS GOOD
4.) ALL SAFETY DEVICES CHECKED GOOD.QUANTITY: 1
Learn More -
 G-0784 RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98
G-0784 RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98REFERENCE NUMBER: G-0784
RIETER FDY EXTRUSION EQUIPMENT FOR POLYPROPYLENE YEAR 1996/98
1. Machine m26/39:
Year 1996
For 1 fdy spinning line with 2+4 positions, each position with 4 ends
Product: fdy-yarn on bobbins
Raw material: pp, dried filament grade chips
Yarn count range: 150 – 400 dtex
Winder speed for target: 4000 m/min
Machine technical data:
Position gauge: 800 mm
Spinning pump capacity: 4x10 ccm/rev
Spinneret size diameter: 95 mm
Quench width: 670 mm
Quench length: 1700 mm
Number of spin-finish pumps per position: 1
Capacity of spin-finish pump: 4x0.05 ccm/rev
Number of winders/position: 1
Type of winder: riemat a6-094
Number of packages/winder: 4
Maximum package diameter: 420 mm
Package stroke: 190 mm
Package weight at 280 mm package diameter: approx. 6.2 kg
Detailed technical specifications:
Extruder for 4 positions Year 1998:
1 extruder type e1. 105-30m:
-nominal extruder capacity: max 275 kg/h for pp
-operational extruder capacity: max 248 kg/h for pp
-screw diameter: 105 mm
-l/d ratio: 30
-barrel with:
electrical ceramic heaters
7 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 58 kw
inlet zone, water cooled
nozzle for nitrogen purge
insulation
-screw with torpedo mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 95kw
-extruder frame
1 extruder measuring head, dowtherm vapour heated
-measuring head comprising:
coarse filter
insulation
-double pt100, one each for melt and dowtherm vapour temperature
-pressure sensors for melt pressure, one in front and one behind the coarse filter
1 melt distribution system, dowtherm vapour heated
-melt distribution system comprising
main product pipe between extruder, measuring head and melt distributor.
Extruder for 2 positions Year 1998:
1 extruder type e1. 60-30
-nominal extruder capacity: max 275 kg/h for pp
-operational extruder capacity: max 248 kg/h for pp
-screw diameter: 60 mm
-l/d ratio: 30
-barrel with
electrical ceramic heaters
6 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 17 kw
inlet zone, water cooled
insulation
-screw nitrited with maddock mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 22kw
-extruder frame
1 extruder measuring head, electrically heated year 1998
-measuring head comprising:
insulation
Double pt100, one each for melt and dowtherm vapour temperature
pressure sensors for melt pressure
burst disc for power switch-off at overpressure.
1 melt distribution system, dowtherm vapour heated
-melt distribution system comprising
main product pipe between extruder, measuring head and melt distributor.
1 riebeam bottom loading spinning beam year 1998
-beam comprising:
welded-in pump blocks with bolted pump adapter plate
silumin insulation blocks
melt distribution pipes with polished inner surfaces
efficient vapour heating on all sides of spin pumps
optimized heat condustion to the spinnerets
1 freezing valve upstream of each spinpump
2 pressure sensors for measuring the melt pressure in front and behind the spinpump
(2 per line)
heating box, completely insulated
heating by dowtherm vapour
1 double pt100 for measuring and controlling the heating box temperature
Designed as follows:
-bottom loading of rieter quickfit spinpacks
-design temperature 320°c
-maximum allowable working pressure: 300 bar for melt pipe and 2.57 bar for jacket
Dowtherm evaporator and components for heating system:
-electrically heated, total capacity approx 25 kw
-shut-off valves
-drainage valves
-dry protection sensor
-magnetic controlled level gauge
- vent system on top of measuring head.
Poy spin packs, type rieter quickfit:
-max pressure in the spinpack: 350 bar
-design temperature: 320 °c
-spinneret outside dimensions: 95 mm
-bottom loading design
-bayonet locking, insert and tighten by turning 90°
-self sealing system
-sand or metal powder filtration, 3 cm filling depth
-wire mesh filters
Spin pumps with motors and gears:
Gear pumps, 4-fold
Capacity 4 x 6 ccm/rev
Each spin pump system comprising
Individual drive motor with flange connection to the reduction gear
Hollow gear shaft for installation of spin pump shaft
Shaft with shear pin protection
Reduction ratio 1:80
Pump speed: 8-30 rev/min
Motor type: synchronous ac-motor
Rated power: 500w at 50 cps
Quench air cabinets bsk 670/1700:
Each cabinet comprising:
-rigid cabinet made from welded sheet metal, painted, side walls made from alu sheet metal
-air rectifier consisting of different layers of perforated metal sheets, rectifiers removable to the front for cleaning.
-1 perforated hinged door
-air inlet duct flanged with counter flange, comprising air flow regulating flaps
-interfloor filament duct, length 2000 mm
-alu chutes for start-up
-nozzles for connection of differential pressure gauge.
Spinning vapour exhausts:
-exhaust hood per spinning position for removal of spinning vapour
-hood designed as follows:
made from stainless steel
air flow regulation flap
hood removable for cleaning
Take-up frames, type riedraw 1:
Welded steel frame, housing all drawrolls, compressed air supply pipes for the aspirator units and the yarn waste pipes within the fdy take-up unit.
Per position:
4 inlet yarn guides
4 spin finish application nozzles
1 yarn cutter / aspirator unit
1 spin finish pump
4 centring yarn guides
4 intermingling units
rolls as described further
1 automatic winder riemat a6-094
Drawrolls year 1998:
Mono 1 with 1 rievap 32 dual shell drawroll, type j7/32-40, ot40
Speed range: 750 to 4000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
And 1 bearing separator roll, type srd60 hard chromium plated
Duo 1 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 2 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 3 with 2 cold draw roll units each type j7/45-55
Speedrange: 1800 to 5500 mpm
Roll diameter: 150 mm
Working width: 180 mm
Automatic and wasteless winder riemat a6-094
Spindle driven
Number of ends per winder: 4 ends
Yarn count range: 15 to 1000 dtex
Take up speed: 2500 to 5500 m/min
Chuck length: 900 mm
190 mm stroke, 420 mm outside package diameter
Package volume: 24.7 dm³
Tube bore: 94 ±0.2 mm
Tube outside diameter: 106 ±0.4 mm
Tube length: 225 ±0.5 mm
Oil-mist lubrication unit:
Compressed air distribution station
Mobile aspirator guns with hoses
Electrical control equipment
-for electrical power
general: 3 x 380v/50hz plus ground wire
euro-standard: 3x400v 50 or 60hz plus ground wire
maximum voltage variation ±10% measured at terminals of cabinets
maximum frequency variation: ±2%
Process control system (cif):
fully integrated control system to control and monitor the entire spinning line.
the central monitoring unit si linked to the plc of the spinning section and the plcs of each spinning position.
Drive and heater control year 1998:
Spinning section:
Speed adjustment for the extruder motor is done via a dc-convertor
To achieve a constant pressure at the extruder outlet, the output of the pressure controller is transmitted to the dc-converter to adjust the extruder speed.
The feedback of the actual extruder speed is done by a tacho generator mounted on the extruder motor.
One common frequency inverter supplies the synchronous ac motors for the spin pumps.
According to process conditions, the plc transmits the setpoint to the inverter.
All motors are equipped with an overload protection.
Solid state relays heat each extruder zone and spinning beam.
Each extruder zone and the spinning beam represent an independent control loop.
Take-up section:
The inverter unit is a processor-controlled static frequency inverter for powering the 3-phase motors.
All inverter units in a position cabinet are supplied with approx 570v dc from a common rectifier.
Heating system:
The heating unit rhu is processor-controlled.
The power supply is taken straight from 3-phase 380/400v which powers the cabinet.
The inductor is fitted inside the draw roll.
The rhu switches the current on and off in this inductor. While current flows, a voltage is inducted into the
Rotating draw roll.
This sets up a short-circuit current in the draw roll, thereby heating the roll unit.
2. Machines m27/ 28 / 30 year 1998:
For 3 fdy spinning lines each with 2 positions, and each position with 4 ends
Product: fdy-yarn on bobbins
Raw material: pp, dried filament grade chips
Yarn count range: 150 – 400 dtex
Winder speed for target: 4000 m/min
Machine technical data:
Position gauge: 1000 mm
Spinning pump capacity: 4x7.5 ccm/rev
Spinneret size diameter: 95 mm
Quench width: 470 mm
Quench length: 1200 mm
Number of spin-finish pumps per position: 2
Capacity of spin-finish pump: 4x0.16 ccm/rev + 4x0,05 ccm/rev
Number of winders/position: 1
Type of winder: riemat a6-094
Number of packages/winder: 4
Maximum package diameter: 420 mm
Package stroke: 190 mm
Package weight at 280 mm package diameter: approx. 6.2 kg
Detailed technical specifications:
1 extruder type e1. 60-30m
-nominal extruder capacity: max 80 kg/h for pp
-screw diameter: 65 mm
-l/d ratio: 30
-barrel with:
electrical ceramic heaters
7 heating zones, each zone equipped with one 2xpt100
heating zone capacity approx. 22 kw
inlet zone, water cooled
nozzle for nitrogen purge
insulation
-screw with torpedo mixing head
-reduction gear, including belt transmission to motor
-dc motor, rated power approx. 22kw
-extruder frame
1 extruder measuring head, electrically heated:
-measuring head comprising:
coarse filter
insulation
-double pt100, one each for melt and dowtherm vapour temperature
-pressure sensors for melt pressure, one in front and one behind the coarse filter
1 melt distribution system, dowtherm vapour heated:
Melt distribution system comprising:
main product pipe between extruder, measuring head and melt distributor.
1 riebeam bottom loading spinning beam:
-beam comprising:
welded-in pump blocks with bolted pump adapter plate
silumin insulation blocks
melt distribution pipes with polished inner surfaces
efficient vapour heating on all sides of spin pumps
optimized heat condustion to the spinnerets
1 freezing valve upstream of each spinpump
2 pressure sensors for measuring the melt pressure in front and behind the spinpump
(2 per line)
heating box, completely insulated
heating by dowtherm vapour
1 double pt100 for measuring and controlling the heating box temperature
Designed as follows:
-bottom loading of rieter quickfit spinpacks
-design temperature 320°c
-maximum allowable working pressure: 300 bar for melt pipe and 2.57 bar for jacket
Dowtherm evaporator and components for heating system:
-electrically heated, total capacity approx 18 kw
-shut-off valves
-drainage valves
-dry protection sensor
-magnetic controlled
-level gauge
-vent system on top of measuring head.
Poy spin packs, type rieter quickfit:
Max pressure in the spinpack: 350 bar
Design temperature: 320 °c
Spinneret outside dimensions: 95 mm
Bottom loading design
Bayonet locking, insert and tighten by turning 90°
Self sealing system
Sand or metal powder filtration, 3 cm filling depth
Wire mesh filters
Spin pumps with motors and gears:
Gear pumps, 4-fold
Capacity 4 x 7.5 ccm/rev
Each spin pump system comprising
individual drive motor with flange connection to the reduction gear
hollow gear shaft for installation of spin pump shaft
shaft with shear pin protection
reduction ratio: 1:80
pump speed: 8-30 rev/min
motor type: synchronous ac-motor
rated power: 500w at 50 cps
Quench air cabinets bsk 470/1200
Each cabinet comprising:
-rigid cabinet made from welded sheet metal, painted, side walls made from alu sheet metal
-air rectifier consisting of different layers of perforated metal sheets, rectifiers removable to the front for cleaning.
-1 perforated hinged door
-air inlet duct flanged with counter flange, comprising air flow regulating flaps
-interfloor filament duct, length 2000 mm
-alu chutes for start-up
-nozzles for connection of differential pressure gauge.
Spinning vapour exhausts:
-exhaust hood per spinning position for removal of spinning vapour
-hood designed as follows:
made from stainless steel
air flow regulation flap
hood removable for cleaning
Take-up frames, type riedraw 1:
Welded steel frame, housing all drawrolls, compressed air supply pipes for the aspirator units and the yarn waste pipes within the fdy take-up unit.
Per position:
4 inlet yarn guides
2 spin finish application nozzles per end
1 yarn cutter / aspirator unit
2 spin finish pump
4 centring yarn guides
4 pre-intermingling jets
4 intermingling units
1 additional operator panel between duo1 and duo 2.
rolls as described further
1 automatic winder riemat a6-094
Drawrolls:
Mono 1 with 1 rievap 32 dual shell drawroll, type j7/32-40, ot40
Speedrange: 750 to 4000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
And 1 bearing separator roll, type srd60
Hard chromium plated
Duo 1 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 2 with 2 rievap 32 dual shell drawroll, type j7/32-60, ot40
Speedrange: 1000 to 6000 mpm
Roll diameter: 190 mm
Working width: 250 mm
Temperature range: 45-250°c
Duo 3 with 2 cold draw roll units each type j7/45-55
Speedrange: 1800 to 5500 mpm
Roll diameter: 150 mm
Working width: 180 mm
Automatic and wasteless winder riemat a6-094:
Spindle driven
Number of ends per winder: 4 ends
Yarn count range: 15 to 1000 dtex
Take up speed: 2500 to 5500 m/min
Chuck length: 900 mm
190 mm stroke, 420 mm outside package diameter
Package volume: 24.7 dm³
Tube bore: 94 ± 0.2 mm
Tube outside diameter: 106 ± 0.4 mm
Tube length: 225 ± 0.5 mm
Compressed air distribution station:
Mobile aspirator guns with hoses
Electrical control equipment
For electrical power
general : 3 x 380v/50hz plus ground wire
Euro-standard: 3x400v 50 or 60hz plus ground wire
Maximum voltage variation ±10% measured at terminals of cabinets
maximum frequency variation: ±2%
Process control system (cif):
Fully integrated control system to control and monitor the entire spinning line.
The central monitoring unit si linked to the plc of the spinning section and the plcs of each spinning position.
Drive and heater control:
Spinning section.
Speed adjustment for the extruder motor is done via a dc-convertor.
To achieve a constant pressure at the extruder outlet, the output of the pressure controller is transmitted to the dc-converter to adjust the extruder speed.
The feedback of the actual extruder speed is done by a tacho generator mounted on the extruder motor.
One common frequency inverter supplies the synchronous ac motors for the spin pumps.
According to process conditions, the plc transmits the setpoint to the inverter.
All motors are equipped with an overload protection.
Solid state relays heat each extruder zone and spinning beam.
Each extruder zone and the spinning beam represent an independent control loop.
Take-up section:
The inverter unit is a processor-controlled static frequency inverter for powering the 3-phase motors.
All inverter units in a position cabinet are supplied with approx 570v dc from a common rectifier.
Heating system:
The heating unit rhu is processor-controlled.
The power supply is taken straight from 3-phase 380/400v which powers the cabinet.
The inductor is fitted inside the draw roll.
The rhu switches the current on and off in this inductor.
While current flows, a voltage is inducted into the rotating draw roll.
This sets up a short-circuit current in the draw roll, thereby heating the roll unit.
HOURLY PRODUCTION:
FOR 150 DENIER @ 3500 MPM WINDER SPEED, THE HOURLY PRODUCTION IS 3.5 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 14 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 28 KG/HOUR AND M39 = 56 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 28 KG/HOUR EACH.
(AS PER OUR PEOPLE AT THE EXTRUSION PLANT, THEY WERE RUNNING TRIALS TO PRODUCE THE 150 DENIER @ 4000 MPM WINDER SPEED)
FOR 300 DENIER @ 3600 MPM WINDER SPEED, THE HOURLY PRODUCTION IS 7.2 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 28.8 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 57.6 KG/HOUR AND M39 = 115.2 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 57.6 KG/HOUR EACH.
FOR 600 DENIER @ 2200 MPM WINDER SPEED, (SPEED LIMITATION DUE TO EXTRUDER CAPACITY) THE HOURLY PRODUCTION IS 8.8 KG/BOBBIN.
AS THERE IS 4 ENDS PER POSITION, THIS MEANS 35.2 KG/HOUR/POSITION
M26/39 ARE OF 2 + 4 POSITIONS; HENCE M26 = 70.4 KG/HOUR AND M39 = 140.8 KG/HOUR
M27/28/30 ARE OF 2 POSITIONS EACH, HENCE 70.4 KG/HOUR EACH.
MACHINE HAS BEEN PARTIALLY DISASSEMBLED (EXTRUDERS AND SPINBEAMS HAVE BEEN TAKEN DOWN TO GROUNDFLOOR) REST OF THE EQUIPMENT STILL TO BE DISASSEMBLED
Learn More -
 M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINEREFERENCE NUMBER: M-1480
SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
TECHNICAL CHARACTERISTICS:
UNWINDER
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1100mm
MINIMUM WIDTH: 420mm
MAXIMUM WEIGHT: 300kgs
CORE ID: 3”
REWINDER:
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1000mm
MINIMUM WIDTH: 100mm
MAXIMUM WEIGHT PER SHAFT: 300kgs
CORE ID: 3”
MATERIAL:
TYPE: 100% PP NONWOVEN
MINIMUM: 10gsm
MAXIMUM: 150gsm
TENSION:
MAXIMUM: 2 PLI
SPEED:
METERS PER MINUTE: 250
DESCRIPTION:
REWINDER MACHINE FOR NONWOVEN ROLLS: UP TO 1000 mm DIAMETER AT UNWINDER AND 1200 mm AT REWINDER.
THE WORKSTATION OFFERS EASY ACCESS TO THE TENSION CONTROL AREA AS WELL AS THE TRIMMING AREA; THIS WAY, ANY MODIFICATION ON THE MATERIAL MEASUREMENTS CAN BE DONE SAFELY.
THE WORKSTATION WILL DELIVER MODULES OF ROLLED MATERIAL WITH SPECIFIC DENSITY, AND SEPARATED FROM EACH OTHER IN ORDER TO KEEP OPERATION CONDITIONS WITHIN REQUIRED QUALITY CONTROLS.
UNWINDER WITH SHAFT:
THERE IS A CENTRAL UNWINDING SYSTEM SUPPORTED BY A 3” STEEL EXPANSION SHAFT.
THERE IS A TENSION CONTROL SYSTEM THAT WORKS THROUGH A PNEUMATIC DISK BRAKE WITH A REPLACEABLE PADS SYSTEM.
THE UNWINDER HAS A PIVOTABLE ROLLER SYSTEM WHEREBY TENSION MAY BE MODIFIED ON ONE END TO REDUCE TENSION DIFFERENCE ON MATERIAL IF NECESSARY.
THE SAFETY CHUCK HAS A MECHANICAL MOVEMENT SYSTEM FOR SHAFT INSERTION.
THE UNWINDER HAS AN ULTRASONIC OR LASER SENSOR FOR A REAL MEASURING OF ROLL DIAMETER. THIS INFORMATION WILL HELP TO KEEP A SPECIFIC TENSION ON MATERIAL DURING ALL THE PROCESS.
CUTTING:
THE LONGITUDINAL SHEAR CUT SYSTEM GUARANTEES CLEAN AND SAFE TRIMMING AT EVERY MODULE. THE CUTTING SYSTEM ADAPTED TO THE MAIN TRANSMISSION GUARANTEES AN OVER SPEED THAT MAY BE REGULATED ACCORDING TO THE MATERIAL DURING EVERY STAGE OF PROCESS. THE PNEUMATIC ACTIVATION KNIVES WILL ALLOW A FAST MODIFICATION OF THE CUTTING MEASUREMENTS.
THIS ROLLER IS LOCATED AT AN EASY ACCESS AREA FOR THE OPERATOR TO BE ABLE TO MAKE CHANGES ON THE CUTTING WIDTH SAFELY. THE COUNTER KNIVES ARE ASSEMBLED TO THE ROLLER BY 3 SETSCREWS THAT FIX THEIR POSITION ON THE ROLLER. THE COUNTERKNIVES HAVE TWO FACES, SO WHEN THE FIRST FACE HAS AN IMPORTANT WEAR, IT WILL BE REMOVED FROM THE ROLLER AND THE NEW FACE WILL BE PLACED INSTEAD. THIS WILL EXTEND THE LIFESPAN OF THIS IMPORTANT COMPONENT.
SHEAR CUT KNIVES: THERE IS AN ADJUSTMENT MECHANISM TO PLACE THEM ON THE COUNTER KNIFE AND TO ADJUST THE CUTTING LOAD ACCURATELY. THE COUNTER KNIVES ARE SUPPORTED TOWARDS THE ROLLER IN ORDER TO OBTAIN A CUTOFF. THE SPEED ON THIS SYSTEM IS AN OVER SPEED IN RELATION TO THAT OF THE MATERIAL, IN ORDER TO GENERATE A CLEAN CUT.
LONGITUDINAL SHEAR CUT: PNEUMATIC ACTIVATION.
COUNTER KNIVES ROLLER WITH 3 SUPPORT PLANES FOR THE COUNTER KNIVES; 120° DISPLACEMENT FROM EACH OTHER.
19 SLITTERS ARE INCLUDED.
REWINDER:
PERIPHERAL REWINDER FOR NONWOVEN. THIS SYSTEM HAS A COUPLE OF MAIN ROLLERS WHERE THE MATERIAL ROLL IS FORMED.
THIS SYSTEM HAS LINEAR GUIDES FOR COMPACTION THROUGH WICH A NIP IS OBTAINED ON THE MATERIAL. THE REWINDER WILL HAVE A TRANSMISSION BASED ON A VECTORIAL-TYPE MOTOR ADAPTED TO A CYCLOIDAL REDUCER. THE TRANSMISSION HAS A MECHANICAL TORQUE CONTROL SYSTEM TO CONTROL THE TORQUE DIFFERENTIAL BETWEEN MAIN ROLLS.
THIS SYSTEM WILL HAVE A 3” EXPANSION SHAFT WHERE THE CARDBOARD CORES WILL BE INSERTED AND THE MATERIAL ROLLS WILL BE FORMED.
FABRIC OPENING SYSTEM:
THIS SYSTEM IS BASED ON A VARIABLE CURVATURE SYSTEM BY A CENTER KNOB AND IT IS A BAR- TYPE SYSTEM. THIS KNOB IS THERE TO CONTROL THE CURVATURE OF THE BAR WHERE MATERIAL SLIDES THROUGH. THE SLIDING BAR IS MADE OUT OF AN ULTRA LOW FRICTION MATERIAL IN ORDER TO GENERATE A SMOOTH SLIDING OF MATERIAL WITHOUT ANY TENSION ADDED. THIS WILL REDUCE WRINKLES IN A SIGNIFICANT WAY.
AUTOMATIC TENSION SYSTEM:
THERE IS AN OPEN LOOP AUTOMATIC TENSION CONTROL SYSTEM WITH A SENSOR FOR DIAMETER MEASURING. BY THIS SYSTEM, A REAL VALUE OF DIAMETER IS OBTAINED AT THE REWINDER. PRESSURE OF PNEUMATIC BRAKE VARIES DURING PROCESS.
MANUAL POSITIONING (OPTIONAL):
THE MANUAL POSITIONING SYSTEM IS BASED ON THE POSITION CONTROL OF THE COUNTER KNIVES. THE MODULE IS POSITIONED AT A DESIRED CUTTING PARAMETER AND THE COUNTER KNIFE WILL PHYSICALLY COME ACROSS IT. THE REAL POSITION OF MODULE WILL BE SHOWN ON A SCREEN THAT OPERATOR WILL BE CONSTANTLY SUPERVISING. THIS SCREEN WILL SHOW THE REAL MEASUREMENTS OF THE CARRIAGE IN RELATION TO THE LAST ONE OR AS AN ABSOLUTE REFERENCE. OPERATOR WILL BE ABLE TO RESET THE MEASUREMENT ONCE THE COUNTER KNIFE IS REPLACED AND WILL REPEAT THIS PROCESS EVERY TIME A COUNTER KNIFE IS POSITIONED.
A DISPLAY WILL SHOW THE DESIRED POSITION IN MILLIMETERS OR INCHES.
THIS SYSTEM CAN SHOW MEASUREMENT IN AN EITHER ABSOLUTE OR INCREASING WAY.
POSITION TOLERANCE: +/- 0.30 mm.
THE POSITIONER IS INSTALLED ON A SUPPORT THAT WILL BE LOCATED ON THE REWINDER BENCHES. THEREFORE, THERE WILL BE AN EASY ACCESS TO SYSTEM AND AN EASY REPETITION OF POSITIONING PROCESS.
UNLOADING ROLL TABLE:
A HYDRAULIC PIVOTEABLE TABLE WILL HAVE AS MAIN FUNCTION THE UNLOADING OF FINISHED ROLLS THAT THEN WILL BE LOCATED ON FLOOR LEVEL. THIS SYSTEM WILL EJECT THE ROLL AND THEN IT WILL BE RECEIVED AT THE PIVOTING TABLE FOR AN EFFICIENT UNLOADING.
THE UNLOADING TABLE WILL ALSO WORK AS A PROTECTION FOR THE OPERATOR.
THIS EQUIPMENT WILL HAVE SECURITY CURTAINS AT FRONT TO KEEP OPERATOR FROM ENTERING THE REWINDING AREA. THERE WILL BE AN EMERGENCY STOP BUTTON OR WIRE WHERE OPERATOR WORKS AND WILL ALSO HAVE PHYSICAL PROTECTION WITH SECURITY SWITCHES AT CUTTING AREA.
CONTROL:
HMI CENTRAL CONTROL SYSTEM WITH TOUCH SCREEN TO PROGRAM THE OPERATION CYCLE AND ALL THE MATERIAL CHARACTERISTICS. OPERATOR WILL HAVE ACCESS TO ALL OPERATION PARAMETERS IN ORDER TO BE ABLE TO MAKE CHANGES ON THE EQUIPMENT OPERATION CONDITIONS, AND THEREFORE OBTAIN MATERIAL ROLLS WITH SPECIFIC DENSITIES.
TRANSMISSION: VECTORIAL MOTO REDUCER WITH 1000:1 TORQUE.
DIGITAL METER COUNTER WITH DISPLAY AND AUTOMATIC STOP AT DEFINED DISTANCE.
DOCUMENTS INCLUDED:
THE MACHINE WILL BE DELIVERED WITH THE FOLLOWING DOCUMENT:
OPERATION MANUAL
MAINTENANCE MANUAL
SAFETY MANUAL
ELECTRIC DIAGRAMS
CONTROL SYSTEM MANUAL
PLC BACKUP
REQUIREMENTS:
ELECTRIC 15 KW, 440 VAC, TRI PHASE.
PNEUMATIC 6 BAR - 60 LTS. / MIN.
DUCTS AND WIRING:
DUCTS AND WIRES RUNNING FROM UTILITIES SOURCES TO THE CONTROL PANEL AND FROM THE CONTROL PANEL TO THE MACHINE WILL BE AT CUSTOMER COSTS AND MUST BE DONE ACCORDING TO THE INSTRUCTIONS SHOWN IN OUR DIAGRAMS
SIEMENS PLC
Learn More -
 C-3994 BARGEMOUNTED POWER PLANT, CAPACITY 220MW
C-3994 BARGEMOUNTED POWER PLANT, CAPACITY 220MWC-3994 BARGEMOUNTED POWER PLANT, CAPACITY 220MW
A. ONCE THROUGH STEAM GENERATOR
B. BARGE
C. CHILLERS
D. AIR COMPRESSOR
E. GAS TURBINE
F. STEAM TURBINE
G. FEEDWATER SYSTEM
H. CLOSED COOLING WATER SYSTEM
I. AUXILIARY COOLING WATER SYSTEM
J. CONDENSATE POLISHING UNIT (CPU)
K. WASTE WATER SYSTEM
L. PLANT ELECTRICAL SYSTEM
M. BLACK START DG SET
N. PLANT CONTROLS AND INSTRUMENTATION
O. PLANT FIRE FIGHTING SYSTEM
P. START UP VACUUM SYSTEM
Q. STEAM TURBINE DEAERATING CONDENSERQUANTITY: 1 PLANT
Learn More -
 K-5165 BENNINGER MERCERIZING CONTINUOUS LINE YEAR 2008 - 2000mmREFERENCE NUMBER: K-5165 BENNINGER MERCERIZING CONTINUOUS LINE YEAR 2008 - 2000mm MODEL: ML2 DIMENSA-EXTRACTA WORKING WIDTH: 2000mm CYLINDERS WIDTH: 2200mm OVERALL MACHINE LENGTH: AROUND 23M AVERAGE PRODUCTION SPEED: 23-28 M/MIN LH 2000 YEAR: 2008 AVAILABLE FOR FABRICS COTTON 100% WEIGHT: 110-450 G/MT2 (AVERAGE 250 G/MT2) OVERALL LENGTH OF THE MACHINE: 23 METERS PRODUCTION SPEED AVERAGE: 28-38 M/MIN QUANTITY AVAILABLE: 1 Learn More
K-5165 BENNINGER MERCERIZING CONTINUOUS LINE YEAR 2008 - 2000mmREFERENCE NUMBER: K-5165 BENNINGER MERCERIZING CONTINUOUS LINE YEAR 2008 - 2000mm MODEL: ML2 DIMENSA-EXTRACTA WORKING WIDTH: 2000mm CYLINDERS WIDTH: 2200mm OVERALL MACHINE LENGTH: AROUND 23M AVERAGE PRODUCTION SPEED: 23-28 M/MIN LH 2000 YEAR: 2008 AVAILABLE FOR FABRICS COTTON 100% WEIGHT: 110-450 G/MT2 (AVERAGE 250 G/MT2) OVERALL LENGTH OF THE MACHINE: 23 METERS PRODUCTION SPEED AVERAGE: 28-38 M/MIN QUANTITY AVAILABLE: 1 Learn More