Search results for: 'plane'
-
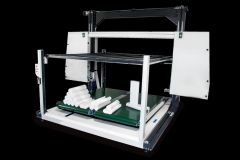
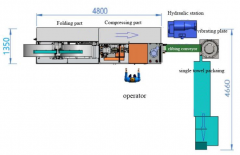 YY-2994 AUTOMATIC MACHINE TO PRODUCE COMPRESSED FACE PAD, FACE TOWELS AND NAPKINSYY-2994 AUTOMATIC MACHINE TO PRODUCE COMPRESSED FACE PAD, FACE TOWELS AND NAPKINS ASK FOR MORE DETAILS! PRODUCTION PROCESS: AUTOMATIC FEEDING→CUTTING→FOLDING→COMPRESSING→FORMING→DELIVERY→PACKING→OUTPUT Learn More
YY-2994 AUTOMATIC MACHINE TO PRODUCE COMPRESSED FACE PAD, FACE TOWELS AND NAPKINSYY-2994 AUTOMATIC MACHINE TO PRODUCE COMPRESSED FACE PAD, FACE TOWELS AND NAPKINS ASK FOR MORE DETAILS! PRODUCTION PROCESS: AUTOMATIC FEEDING→CUTTING→FOLDING→COMPRESSING→FORMING→DELIVERY→PACKING→OUTPUT Learn More -
 TT-3209 VOLVO A40E 40-TON ARTIC HAUL TRUCK, YEAR 2010 WITH 8,550 HOURSTT-3209 VOLVO A40E 40-TON ARTIC HAUL TRUCK, YEAR 2010 WITH 8,550 HOURS QUANTITY: 1 Learn More
TT-3209 VOLVO A40E 40-TON ARTIC HAUL TRUCK, YEAR 2010 WITH 8,550 HOURSTT-3209 VOLVO A40E 40-TON ARTIC HAUL TRUCK, YEAR 2010 WITH 8,550 HOURS QUANTITY: 1 Learn More -
 TT-2004 INFOTEC 2424 C FOAM CONTOUR CUTTING MACHINE CNC, YEAR 2022TT-2004 INFOTEC 2424 C FOAM CONTOUR CUTTING MACHINE CNC, YEAR 2022 MACHINE TYPE: CONTOUR CUTTING MACHINE CNC, FOR FOAM BRAND: INFOTEC MODEL: INFOTEC 2424 C FOAM YEAR OF CONSTRUCTION: 2022 CONDITION: NEW THE CONTOUR CUTTING MACHINE CUTS A VARIETY OF SHAPES FROM FLEXIBLE POLYURETHANE FOAM BLOCKS. USED IN THE MANY INDUSTRIES, ESPECIALLY IN THE PRODUCTION OF UPHOLSTERED FURNITURE AND MATTRESSES. FOR CUTTING FOAM BLOCKS WITH A MAXIMUM SIZE OF: 2400 X 2400 X 1300mm. THE MACHINE IS EQUIPPED WITH A ROTARY TABLE, WHICH MAKES IT POSSIBLE TO CUT OUT ANY COMPLEX SPATIAL SHAPES. IT CAN ALSO SLICE BLOCKS OF FOAM AS A VERTICAL OR AS HORIZONTAL MACHINE DOES. Learn More
TT-2004 INFOTEC 2424 C FOAM CONTOUR CUTTING MACHINE CNC, YEAR 2022TT-2004 INFOTEC 2424 C FOAM CONTOUR CUTTING MACHINE CNC, YEAR 2022 MACHINE TYPE: CONTOUR CUTTING MACHINE CNC, FOR FOAM BRAND: INFOTEC MODEL: INFOTEC 2424 C FOAM YEAR OF CONSTRUCTION: 2022 CONDITION: NEW THE CONTOUR CUTTING MACHINE CUTS A VARIETY OF SHAPES FROM FLEXIBLE POLYURETHANE FOAM BLOCKS. USED IN THE MANY INDUSTRIES, ESPECIALLY IN THE PRODUCTION OF UPHOLSTERED FURNITURE AND MATTRESSES. FOR CUTTING FOAM BLOCKS WITH A MAXIMUM SIZE OF: 2400 X 2400 X 1300mm. THE MACHINE IS EQUIPPED WITH A ROTARY TABLE, WHICH MAKES IT POSSIBLE TO CUT OUT ANY COMPLEX SPATIAL SHAPES. IT CAN ALSO SLICE BLOCKS OF FOAM AS A VERTICAL OR AS HORIZONTAL MACHINE DOES. Learn More -
 TT-1175 HENNECKE BFM COMPACT FOAMING LINE, 80 BUNS PER 8 HOUR SHIFTTT-1175 HENNECKE BFM COMPACT FOAMING LINE, 80 BUNS PER 8 HOUR SHIFT INCLUDES 3 MOLDS, DIMENSIONS 2100 x 2100 x 1400mm A COMPLETE LINE FOR DISCONTINUOUS PRODUCTION OF SLABSTOCK FOAM. THE BFM IS STATE-OF-THE-ART EQUIPMENT FOR PRODUCING FOAM WITH QUICK START UP, MINIMUM SPACE REQUIRED AND FLEXIBLE PRODUCTION. WITH THIS LINE POLYURETHANE FOAMS BLOCKS CAN BE PRODUCED, SUCH AS FOAMS FOR UPHOLSTERED FURNITURES, CUSHIONS, MATTRESSES, SEATS, SOFAS AND PACKAGING. WITH THIS MACHINE EVEN HIGH RESILIENCE HR, HYPER SOFT HS AND VISCO ELASTIC FOAMS CAN BE PRODUCED. BENEFITS WITH BFM COMPACT - A BROAD RANGE OF FOAM DENSITY 20 TO 50 KG/m3 - MANUFACTURE DIFFERENT TYPES OF POLYETHER BASED FOAMS - POSSIBLITY TO CONTROL MIXER SPEED => HIGH INFLUENCE ON CELL STRUCTURE - HIGH REPRODUCIBILITY, THANKS TO FORMULATIONS AND MODERN CONTROL SYSTEM - SIEMENS CONTROL PANEL - COMPACT DESIGN => SMALL SPACE REQUIREMENTS - AUTOMATIC FLUSHING WITH POLYOL AVOIDS THE COSTS OF DISPOSAL OF MIXTURE TECHNICAL DETAILS DIMENSIONS OF THE MACHINE WITHOUT MOULD: LENGHT APPROX: 5000mm WIDTH APPROX: 2350mm HEIGHT APPROX: 2550mm CAPACITY: DEPENDING ON QUANTITY AND SIZE OF THE MOULDS – ABOUT 80 RECTANGUAL BLOCKS PER 8-HOUR-SHIFT. AMOUNT OF MOULDS: 3 Learn More
TT-1175 HENNECKE BFM COMPACT FOAMING LINE, 80 BUNS PER 8 HOUR SHIFTTT-1175 HENNECKE BFM COMPACT FOAMING LINE, 80 BUNS PER 8 HOUR SHIFT INCLUDES 3 MOLDS, DIMENSIONS 2100 x 2100 x 1400mm A COMPLETE LINE FOR DISCONTINUOUS PRODUCTION OF SLABSTOCK FOAM. THE BFM IS STATE-OF-THE-ART EQUIPMENT FOR PRODUCING FOAM WITH QUICK START UP, MINIMUM SPACE REQUIRED AND FLEXIBLE PRODUCTION. WITH THIS LINE POLYURETHANE FOAMS BLOCKS CAN BE PRODUCED, SUCH AS FOAMS FOR UPHOLSTERED FURNITURES, CUSHIONS, MATTRESSES, SEATS, SOFAS AND PACKAGING. WITH THIS MACHINE EVEN HIGH RESILIENCE HR, HYPER SOFT HS AND VISCO ELASTIC FOAMS CAN BE PRODUCED. BENEFITS WITH BFM COMPACT - A BROAD RANGE OF FOAM DENSITY 20 TO 50 KG/m3 - MANUFACTURE DIFFERENT TYPES OF POLYETHER BASED FOAMS - POSSIBLITY TO CONTROL MIXER SPEED => HIGH INFLUENCE ON CELL STRUCTURE - HIGH REPRODUCIBILITY, THANKS TO FORMULATIONS AND MODERN CONTROL SYSTEM - SIEMENS CONTROL PANEL - COMPACT DESIGN => SMALL SPACE REQUIREMENTS - AUTOMATIC FLUSHING WITH POLYOL AVOIDS THE COSTS OF DISPOSAL OF MIXTURE TECHNICAL DETAILS DIMENSIONS OF THE MACHINE WITHOUT MOULD: LENGHT APPROX: 5000mm WIDTH APPROX: 2350mm HEIGHT APPROX: 2550mm CAPACITY: DEPENDING ON QUANTITY AND SIZE OF THE MOULDS – ABOUT 80 RECTANGUAL BLOCKS PER 8-HOUR-SHIFT. AMOUNT OF MOULDS: 3 Learn More -
 T-9752 KARL MAYER CARBON MACHINES BIAXIAL AND MULTIAXIALT-9752 KARL MAYER CARBON MACHINES BIAXIAL AND MULTIAXIAL PROPERTIES: SINCE ALL FIBERS POINT IN ONE DIRECTION, THE SCRIM CAN BE IDEALLY DRAPED GOOD SOAKABILITY WITH LITTLE RESIN CONSUMPTION CAN BE DRAPED VERY WELL AROUND CURVES AND EDGES EASY TO CUT ELECTRICALLY CONDUCTIVE, INFUSIBLE HIGH STRENGTH AND RIGIDITY DUE TO GRAPHITE-LIKE FIBER STRUCTURE BIOCOMPATIBLE TRANSPARENT TO X-RAYS LOW SPECIFIC WEIGHT IDEAL FOR SURFACE USE (LITTLE FIBER IMPRINTS) IDEAL FOR PROCESSING WITH EPOXY RESIN! TEXTILE SEMI-FINISHED PRODUCTS MADE OF PRE-SPREAD AND PLANE-PARALLEL LAID FIBERS FORM THE GROUP OF UNIDIRECTIONAL FABRICS. THE FIBERS ARE USUALLY LAID AT 0°, MORE RARELY AT 90°. BY LAYING THE UD FABRICS ALONG THE LINES OF FORCE ACTING IN THE COMPONENT, THE LIGHTWEIGHT POTENTIAL OF THE CARBON FIBER IS OPTIMALLY EXPLOITED. UD FABRICS CONSIST OF ONE OR MORE SUPERIMPOSED FIBER LAYERS FIXED WITH AN EPOXY-COMPATIBLE BINDER THREAD. THE SPECIAL SPREADING TECHNIQUE PRODUCES FABRICS WITH HIGH FIBER PARALLELISM, WITHOUT KNOTS AND FIBER TWIST. SPREAD FIBERS ABSORB THE RESIN BETTER, RESULTING IN HIGHEST LAMINATE STRENGTHS. QUANTITY: 3 LINES Learn More
T-9752 KARL MAYER CARBON MACHINES BIAXIAL AND MULTIAXIALT-9752 KARL MAYER CARBON MACHINES BIAXIAL AND MULTIAXIAL PROPERTIES: SINCE ALL FIBERS POINT IN ONE DIRECTION, THE SCRIM CAN BE IDEALLY DRAPED GOOD SOAKABILITY WITH LITTLE RESIN CONSUMPTION CAN BE DRAPED VERY WELL AROUND CURVES AND EDGES EASY TO CUT ELECTRICALLY CONDUCTIVE, INFUSIBLE HIGH STRENGTH AND RIGIDITY DUE TO GRAPHITE-LIKE FIBER STRUCTURE BIOCOMPATIBLE TRANSPARENT TO X-RAYS LOW SPECIFIC WEIGHT IDEAL FOR SURFACE USE (LITTLE FIBER IMPRINTS) IDEAL FOR PROCESSING WITH EPOXY RESIN! TEXTILE SEMI-FINISHED PRODUCTS MADE OF PRE-SPREAD AND PLANE-PARALLEL LAID FIBERS FORM THE GROUP OF UNIDIRECTIONAL FABRICS. THE FIBERS ARE USUALLY LAID AT 0°, MORE RARELY AT 90°. BY LAYING THE UD FABRICS ALONG THE LINES OF FORCE ACTING IN THE COMPONENT, THE LIGHTWEIGHT POTENTIAL OF THE CARBON FIBER IS OPTIMALLY EXPLOITED. UD FABRICS CONSIST OF ONE OR MORE SUPERIMPOSED FIBER LAYERS FIXED WITH AN EPOXY-COMPATIBLE BINDER THREAD. THE SPECIAL SPREADING TECHNIQUE PRODUCES FABRICS WITH HIGH FIBER PARALLELISM, WITHOUT KNOTS AND FIBER TWIST. SPREAD FIBERS ABSORB THE RESIN BETTER, RESULTING IN HIGHEST LAMINATE STRENGTHS. QUANTITY: 3 LINES Learn More -
 AA-1143 QUICK-PASS GATES FOR FACE RECOGNITION THERMOMETER ATTENDANCE MACHINE (SINGLE MOVEMENT/DOUBLE MOVEMENT)MATERIAL: 304 STAINLESS STEEL SIZE: 1200X200X980mm WEIGHT: 80KG CHANNEL WIDTH:650mm (CUSTOMIZABLE SIZE ≤750mm) Learn More
AA-1143 QUICK-PASS GATES FOR FACE RECOGNITION THERMOMETER ATTENDANCE MACHINE (SINGLE MOVEMENT/DOUBLE MOVEMENT)MATERIAL: 304 STAINLESS STEEL SIZE: 1200X200X980mm WEIGHT: 80KG CHANNEL WIDTH:650mm (CUSTOMIZABLE SIZE ≤750mm) Learn More -
 FULLY AUTOMATIC MASK MACHINEREFERENCE NUMBER: P-8845 FULLY AUTOMATIC MASK MACHINE THIS EQUIPMENT IS A FULL-AUTOMATIC ONE-TIME PLANE MASK FORMING MACHINE, WHICH IS USED FOR THE FORMING OF ONE-TIME RECTANGULAR EAR HANGING THREE DRAWER MASKS. ONE MAIN MACHINE IS EQUIPPED WITH TWO EAR BELT SPOT WELDING MACHINES (ONE FOR TWO). THE DRIVING MOTOR IS SERVO MOTOR, SO IT HAS THE ADVANTAGES OF HIGH RELIABILITY, EASY OPERATION, ACCURATE TRANSMISSION, STABLE CONTROL, ADJUSTABLE SPEED, LOW COST AND CONVENIENT MAINTENANCE, ESPECIALLY SUITABLE FOR THE PRODUCTION OF HIGH-QUALITY MASKS. SPECIFICATIONS TEMPERATURE: 10 TO 350, HUMIDITY 5 TO 35%, NO FLAMMABILITY AND NONCORROSIVE GAS VOLTAGE: 220V POWER FREQUENCY: 50Hz PER 60Hz TOTAL POWER OF EQUIPMENT: 8.5KW ULTRASONIC FREQUENCY: 5 TO 20KHz MAX FEEDING WITH OVERALL DIMENSION OF EQUIPMENT: 6100 x 3300 x 1800 MACHINE WEIGHT: 2 TONS PRODUCTION EFFICIENCY: 80 TO 120 TABLETS PER MIN (EACH WORKING STATION 60 PCS PER MIN, AS WE HAVE TWO WORKING STATION). OPERATOR: 1 PERSON QUANTITY: 1 Learn More
FULLY AUTOMATIC MASK MACHINEREFERENCE NUMBER: P-8845 FULLY AUTOMATIC MASK MACHINE THIS EQUIPMENT IS A FULL-AUTOMATIC ONE-TIME PLANE MASK FORMING MACHINE, WHICH IS USED FOR THE FORMING OF ONE-TIME RECTANGULAR EAR HANGING THREE DRAWER MASKS. ONE MAIN MACHINE IS EQUIPPED WITH TWO EAR BELT SPOT WELDING MACHINES (ONE FOR TWO). THE DRIVING MOTOR IS SERVO MOTOR, SO IT HAS THE ADVANTAGES OF HIGH RELIABILITY, EASY OPERATION, ACCURATE TRANSMISSION, STABLE CONTROL, ADJUSTABLE SPEED, LOW COST AND CONVENIENT MAINTENANCE, ESPECIALLY SUITABLE FOR THE PRODUCTION OF HIGH-QUALITY MASKS. SPECIFICATIONS TEMPERATURE: 10 TO 350, HUMIDITY 5 TO 35%, NO FLAMMABILITY AND NONCORROSIVE GAS VOLTAGE: 220V POWER FREQUENCY: 50Hz PER 60Hz TOTAL POWER OF EQUIPMENT: 8.5KW ULTRASONIC FREQUENCY: 5 TO 20KHz MAX FEEDING WITH OVERALL DIMENSION OF EQUIPMENT: 6100 x 3300 x 1800 MACHINE WEIGHT: 2 TONS PRODUCTION EFFICIENCY: 80 TO 120 TABLETS PER MIN (EACH WORKING STATION 60 PCS PER MIN, AS WE HAVE TWO WORKING STATION). OPERATOR: 1 PERSON QUANTITY: 1 Learn More -
 V-1820 MASK AND RESPIRATOR FIELD TESTER
V-1820 MASK AND RESPIRATOR FIELD TESTERMAINLY USED FOR VISUAL FIELD TESTING OF MASKS AND RESPIRATORS, WHICH IS USEFUL FOR MASK AND RESPIRATOR MANUFACTURERS, QUALITY SUPERVISORS, SCIENTIFIC RESEARCH, AND FOR TESTING PRIOR TO SELLING MASKS.
FEATURES:
1. THE EQUIPMENT IS COMPOSED OF A SEMI-ARC BOW, RECORDING DEVICE, SEAT FRAME AND TEST HEAD DIE.
2. SEMI-ARC BOW: THE RADIUS IS 300 TO 340 mm
CAN BE ROTATED AROUND THE HORIZONTAL RADIUS PLANE PASSING THROUGH THE POINT 0°, AND A SCALE EXTENDING TO THE 90° ARC BOW EVERY 5° FROM 0° ON BOTH SIDES, EQUIPPED WITH SLIDING WHITE VISUAL STANDARD.
3. RECORDING DEVICE: THE RECORDING NEEDLE IS CONNECTED WITH THE VISUAL STANDARD THROUGH COMPONENTS SUCH AS AXLE WHEEL, AND THE DIRECTION AND ANGLE OF THE VISUAL STANDARD ARE RECORDED ON THE VISUAL FIELD DRAWING CORRESPONDINGLY.
4. SEAT FRAME: USED TO SUPPORT SEMI-CIRCULAR ARC BOW AND FIXED RECORDING DEVICE.
5. TEST THE HEAD MOLD: A STANDARD HEAD MOLD, THE TWO EYE HOLES OF THE HEAD MOLD ARE EQUIPPED WITH SMALL LIGHT BULBS, THE POSITION OF THE BULB AND THE POSITION OF THE HEAD MOLD ARE ACCORDING TO THE REQUIREMENTS OF GB 2890. THE TEST HEAD DIE MUST BE INSTALLED ON THE WORKBENCH IN SUCH A WAY THAT THE LEFT AND RIGHT EYES ARE PLACED AT THE CENTER OF THE SEMICIRCULAR ARCH AND THE "0" POINT IS DIRECTLY SEEN.MAIN INDICATORS
Learn More
1. SEMI-CIRCULAR ARC RADIUS: 335mm.
2. LEFT AND RIGHT FIELD OF VIEW: ≤120°.
3. BULB DISTANCE: THE VERTEX OF THE BULB IS CONNECTED AFTER THE TWO EYE POINTS (7±0.5).
APPLICABLE STANDARDS: GB/T 32610-2016, GB 2626-2019, GB2890-2009 -
 R-4930 TSUDAKOMA POLYESTER/SYNTHETIC YARN SIZING PLANT, WIDTH 2200mm, YEAR 1992
R-4930 TSUDAKOMA POLYESTER/SYNTHETIC YARN SIZING PLANT, WIDTH 2200mm, YEAR 1992REFERENCE NUMBER: R-4930
Learn More
ITEM 001
TSUDAKOMA POLYESTER / SYNTHETIC YARN SIZING PLANT
YEAR: 1992
KSH500 TYPE
WIDTH: 2200mm
ITEM 002
TSUDAKOMA AIR JET LOOMS DOBBY
QUANTITY: 70 SETS
ITEM 003
PLANE LOOM
QUANTITY: 100 SETS
QUANTITY AVAILABLE: 1 SET COMPLETE SIZING PLANT -
 M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINEREFERENCE NUMBER: M-1480
SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
TECHNICAL CHARACTERISTICS:
UNWINDER
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1100mm
MINIMUM WIDTH: 420mm
MAXIMUM WEIGHT: 300kgs
CORE ID: 3”
REWINDER:
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1000mm
MINIMUM WIDTH: 100mm
MAXIMUM WEIGHT PER SHAFT: 300kgs
CORE ID: 3”
MATERIAL:
TYPE: 100% PP NONWOVEN
MINIMUM: 10gsm
MAXIMUM: 150gsm
TENSION:
MAXIMUM: 2 PLI
SPEED:
METERS PER MINUTE: 250
DESCRIPTION:
REWINDER MACHINE FOR NONWOVEN ROLLS: UP TO 1000 mm DIAMETER AT UNWINDER AND 1200 mm AT REWINDER.
THE WORKSTATION OFFERS EASY ACCESS TO THE TENSION CONTROL AREA AS WELL AS THE TRIMMING AREA; THIS WAY, ANY MODIFICATION ON THE MATERIAL MEASUREMENTS CAN BE DONE SAFELY.
THE WORKSTATION WILL DELIVER MODULES OF ROLLED MATERIAL WITH SPECIFIC DENSITY, AND SEPARATED FROM EACH OTHER IN ORDER TO KEEP OPERATION CONDITIONS WITHIN REQUIRED QUALITY CONTROLS.
UNWINDER WITH SHAFT:
THERE IS A CENTRAL UNWINDING SYSTEM SUPPORTED BY A 3” STEEL EXPANSION SHAFT.
THERE IS A TENSION CONTROL SYSTEM THAT WORKS THROUGH A PNEUMATIC DISK BRAKE WITH A REPLACEABLE PADS SYSTEM.
THE UNWINDER HAS A PIVOTABLE ROLLER SYSTEM WHEREBY TENSION MAY BE MODIFIED ON ONE END TO REDUCE TENSION DIFFERENCE ON MATERIAL IF NECESSARY.
THE SAFETY CHUCK HAS A MECHANICAL MOVEMENT SYSTEM FOR SHAFT INSERTION.
THE UNWINDER HAS AN ULTRASONIC OR LASER SENSOR FOR A REAL MEASURING OF ROLL DIAMETER. THIS INFORMATION WILL HELP TO KEEP A SPECIFIC TENSION ON MATERIAL DURING ALL THE PROCESS.
CUTTING:
THE LONGITUDINAL SHEAR CUT SYSTEM GUARANTEES CLEAN AND SAFE TRIMMING AT EVERY MODULE. THE CUTTING SYSTEM ADAPTED TO THE MAIN TRANSMISSION GUARANTEES AN OVER SPEED THAT MAY BE REGULATED ACCORDING TO THE MATERIAL DURING EVERY STAGE OF PROCESS. THE PNEUMATIC ACTIVATION KNIVES WILL ALLOW A FAST MODIFICATION OF THE CUTTING MEASUREMENTS.
THIS ROLLER IS LOCATED AT AN EASY ACCESS AREA FOR THE OPERATOR TO BE ABLE TO MAKE CHANGES ON THE CUTTING WIDTH SAFELY. THE COUNTER KNIVES ARE ASSEMBLED TO THE ROLLER BY 3 SETSCREWS THAT FIX THEIR POSITION ON THE ROLLER. THE COUNTERKNIVES HAVE TWO FACES, SO WHEN THE FIRST FACE HAS AN IMPORTANT WEAR, IT WILL BE REMOVED FROM THE ROLLER AND THE NEW FACE WILL BE PLACED INSTEAD. THIS WILL EXTEND THE LIFESPAN OF THIS IMPORTANT COMPONENT.
SHEAR CUT KNIVES: THERE IS AN ADJUSTMENT MECHANISM TO PLACE THEM ON THE COUNTER KNIFE AND TO ADJUST THE CUTTING LOAD ACCURATELY. THE COUNTER KNIVES ARE SUPPORTED TOWARDS THE ROLLER IN ORDER TO OBTAIN A CUTOFF. THE SPEED ON THIS SYSTEM IS AN OVER SPEED IN RELATION TO THAT OF THE MATERIAL, IN ORDER TO GENERATE A CLEAN CUT.
LONGITUDINAL SHEAR CUT: PNEUMATIC ACTIVATION.
COUNTER KNIVES ROLLER WITH 3 SUPPORT PLANES FOR THE COUNTER KNIVES; 120° DISPLACEMENT FROM EACH OTHER.
19 SLITTERS ARE INCLUDED.
REWINDER:
PERIPHERAL REWINDER FOR NONWOVEN. THIS SYSTEM HAS A COUPLE OF MAIN ROLLERS WHERE THE MATERIAL ROLL IS FORMED.
THIS SYSTEM HAS LINEAR GUIDES FOR COMPACTION THROUGH WICH A NIP IS OBTAINED ON THE MATERIAL. THE REWINDER WILL HAVE A TRANSMISSION BASED ON A VECTORIAL-TYPE MOTOR ADAPTED TO A CYCLOIDAL REDUCER. THE TRANSMISSION HAS A MECHANICAL TORQUE CONTROL SYSTEM TO CONTROL THE TORQUE DIFFERENTIAL BETWEEN MAIN ROLLS.
THIS SYSTEM WILL HAVE A 3” EXPANSION SHAFT WHERE THE CARDBOARD CORES WILL BE INSERTED AND THE MATERIAL ROLLS WILL BE FORMED.
FABRIC OPENING SYSTEM:
THIS SYSTEM IS BASED ON A VARIABLE CURVATURE SYSTEM BY A CENTER KNOB AND IT IS A BAR- TYPE SYSTEM. THIS KNOB IS THERE TO CONTROL THE CURVATURE OF THE BAR WHERE MATERIAL SLIDES THROUGH. THE SLIDING BAR IS MADE OUT OF AN ULTRA LOW FRICTION MATERIAL IN ORDER TO GENERATE A SMOOTH SLIDING OF MATERIAL WITHOUT ANY TENSION ADDED. THIS WILL REDUCE WRINKLES IN A SIGNIFICANT WAY.
AUTOMATIC TENSION SYSTEM:
THERE IS AN OPEN LOOP AUTOMATIC TENSION CONTROL SYSTEM WITH A SENSOR FOR DIAMETER MEASURING. BY THIS SYSTEM, A REAL VALUE OF DIAMETER IS OBTAINED AT THE REWINDER. PRESSURE OF PNEUMATIC BRAKE VARIES DURING PROCESS.
MANUAL POSITIONING (OPTIONAL):
THE MANUAL POSITIONING SYSTEM IS BASED ON THE POSITION CONTROL OF THE COUNTER KNIVES. THE MODULE IS POSITIONED AT A DESIRED CUTTING PARAMETER AND THE COUNTER KNIFE WILL PHYSICALLY COME ACROSS IT. THE REAL POSITION OF MODULE WILL BE SHOWN ON A SCREEN THAT OPERATOR WILL BE CONSTANTLY SUPERVISING. THIS SCREEN WILL SHOW THE REAL MEASUREMENTS OF THE CARRIAGE IN RELATION TO THE LAST ONE OR AS AN ABSOLUTE REFERENCE. OPERATOR WILL BE ABLE TO RESET THE MEASUREMENT ONCE THE COUNTER KNIFE IS REPLACED AND WILL REPEAT THIS PROCESS EVERY TIME A COUNTER KNIFE IS POSITIONED.
A DISPLAY WILL SHOW THE DESIRED POSITION IN MILLIMETERS OR INCHES.
THIS SYSTEM CAN SHOW MEASUREMENT IN AN EITHER ABSOLUTE OR INCREASING WAY.
POSITION TOLERANCE: +/- 0.30 mm.
THE POSITIONER IS INSTALLED ON A SUPPORT THAT WILL BE LOCATED ON THE REWINDER BENCHES. THEREFORE, THERE WILL BE AN EASY ACCESS TO SYSTEM AND AN EASY REPETITION OF POSITIONING PROCESS.
UNLOADING ROLL TABLE:
A HYDRAULIC PIVOTEABLE TABLE WILL HAVE AS MAIN FUNCTION THE UNLOADING OF FINISHED ROLLS THAT THEN WILL BE LOCATED ON FLOOR LEVEL. THIS SYSTEM WILL EJECT THE ROLL AND THEN IT WILL BE RECEIVED AT THE PIVOTING TABLE FOR AN EFFICIENT UNLOADING.
THE UNLOADING TABLE WILL ALSO WORK AS A PROTECTION FOR THE OPERATOR.
THIS EQUIPMENT WILL HAVE SECURITY CURTAINS AT FRONT TO KEEP OPERATOR FROM ENTERING THE REWINDING AREA. THERE WILL BE AN EMERGENCY STOP BUTTON OR WIRE WHERE OPERATOR WORKS AND WILL ALSO HAVE PHYSICAL PROTECTION WITH SECURITY SWITCHES AT CUTTING AREA.
CONTROL:
HMI CENTRAL CONTROL SYSTEM WITH TOUCH SCREEN TO PROGRAM THE OPERATION CYCLE AND ALL THE MATERIAL CHARACTERISTICS. OPERATOR WILL HAVE ACCESS TO ALL OPERATION PARAMETERS IN ORDER TO BE ABLE TO MAKE CHANGES ON THE EQUIPMENT OPERATION CONDITIONS, AND THEREFORE OBTAIN MATERIAL ROLLS WITH SPECIFIC DENSITIES.
TRANSMISSION: VECTORIAL MOTO REDUCER WITH 1000:1 TORQUE.
DIGITAL METER COUNTER WITH DISPLAY AND AUTOMATIC STOP AT DEFINED DISTANCE.
DOCUMENTS INCLUDED:
THE MACHINE WILL BE DELIVERED WITH THE FOLLOWING DOCUMENT:
OPERATION MANUAL
MAINTENANCE MANUAL
SAFETY MANUAL
ELECTRIC DIAGRAMS
CONTROL SYSTEM MANUAL
PLC BACKUP
REQUIREMENTS:
ELECTRIC 15 KW, 440 VAC, TRI PHASE.
PNEUMATIC 6 BAR - 60 LTS. / MIN.
DUCTS AND WIRING:
DUCTS AND WIRES RUNNING FROM UTILITIES SOURCES TO THE CONTROL PANEL AND FROM THE CONTROL PANEL TO THE MACHINE WILL BE AT CUSTOMER COSTS AND MUST BE DONE ACCORDING TO THE INSTRUCTIONS SHOWN IN OUR DIAGRAMS
SIEMENS PLC
Learn More