Search results for: 'fabric sli'
- Related search terms
- slitter re
- slitter\
- Fabric dr
- fabric d
- slitter/
-
 M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINEREFERENCE NUMBER: M-1480
SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
TECHNICAL CHARACTERISTICS:
UNWINDER
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1100mm
MINIMUM WIDTH: 420mm
MAXIMUM WEIGHT: 300kgs
CORE ID: 3”
REWINDER:
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1000mm
MINIMUM WIDTH: 100mm
MAXIMUM WEIGHT PER SHAFT: 300kgs
CORE ID: 3”
MATERIAL:
TYPE: 100% PP NONWOVEN
MINIMUM: 10gsm
MAXIMUM: 150gsm
TENSION:
MAXIMUM: 2 PLI
SPEED:
METERS PER MINUTE: 250
DESCRIPTION:
REWINDER MACHINE FOR NONWOVEN ROLLS: UP TO 1000 mm DIAMETER AT UNWINDER AND 1200 mm AT REWINDER.
THE WORKSTATION OFFERS EASY ACCESS TO THE TENSION CONTROL AREA AS WELL AS THE TRIMMING AREA; THIS WAY, ANY MODIFICATION ON THE MATERIAL MEASUREMENTS CAN BE DONE SAFELY.
THE WORKSTATION WILL DELIVER MODULES OF ROLLED MATERIAL WITH SPECIFIC DENSITY, AND SEPARATED FROM EACH OTHER IN ORDER TO KEEP OPERATION CONDITIONS WITHIN REQUIRED QUALITY CONTROLS.
UNWINDER WITH SHAFT:
THERE IS A CENTRAL UNWINDING SYSTEM SUPPORTED BY A 3” STEEL EXPANSION SHAFT.
THERE IS A TENSION CONTROL SYSTEM THAT WORKS THROUGH A PNEUMATIC DISK BRAKE WITH A REPLACEABLE PADS SYSTEM.
THE UNWINDER HAS A PIVOTABLE ROLLER SYSTEM WHEREBY TENSION MAY BE MODIFIED ON ONE END TO REDUCE TENSION DIFFERENCE ON MATERIAL IF NECESSARY.
THE SAFETY CHUCK HAS A MECHANICAL MOVEMENT SYSTEM FOR SHAFT INSERTION.
THE UNWINDER HAS AN ULTRASONIC OR LASER SENSOR FOR A REAL MEASURING OF ROLL DIAMETER. THIS INFORMATION WILL HELP TO KEEP A SPECIFIC TENSION ON MATERIAL DURING ALL THE PROCESS.
CUTTING:
THE LONGITUDINAL SHEAR CUT SYSTEM GUARANTEES CLEAN AND SAFE TRIMMING AT EVERY MODULE. THE CUTTING SYSTEM ADAPTED TO THE MAIN TRANSMISSION GUARANTEES AN OVER SPEED THAT MAY BE REGULATED ACCORDING TO THE MATERIAL DURING EVERY STAGE OF PROCESS. THE PNEUMATIC ACTIVATION KNIVES WILL ALLOW A FAST MODIFICATION OF THE CUTTING MEASUREMENTS.
THIS ROLLER IS LOCATED AT AN EASY ACCESS AREA FOR THE OPERATOR TO BE ABLE TO MAKE CHANGES ON THE CUTTING WIDTH SAFELY. THE COUNTER KNIVES ARE ASSEMBLED TO THE ROLLER BY 3 SETSCREWS THAT FIX THEIR POSITION ON THE ROLLER. THE COUNTERKNIVES HAVE TWO FACES, SO WHEN THE FIRST FACE HAS AN IMPORTANT WEAR, IT WILL BE REMOVED FROM THE ROLLER AND THE NEW FACE WILL BE PLACED INSTEAD. THIS WILL EXTEND THE LIFESPAN OF THIS IMPORTANT COMPONENT.
SHEAR CUT KNIVES: THERE IS AN ADJUSTMENT MECHANISM TO PLACE THEM ON THE COUNTER KNIFE AND TO ADJUST THE CUTTING LOAD ACCURATELY. THE COUNTER KNIVES ARE SUPPORTED TOWARDS THE ROLLER IN ORDER TO OBTAIN A CUTOFF. THE SPEED ON THIS SYSTEM IS AN OVER SPEED IN RELATION TO THAT OF THE MATERIAL, IN ORDER TO GENERATE A CLEAN CUT.
LONGITUDINAL SHEAR CUT: PNEUMATIC ACTIVATION.
COUNTER KNIVES ROLLER WITH 3 SUPPORT PLANES FOR THE COUNTER KNIVES; 120° DISPLACEMENT FROM EACH OTHER.
19 SLITTERS ARE INCLUDED.
REWINDER:
PERIPHERAL REWINDER FOR NONWOVEN. THIS SYSTEM HAS A COUPLE OF MAIN ROLLERS WHERE THE MATERIAL ROLL IS FORMED.
THIS SYSTEM HAS LINEAR GUIDES FOR COMPACTION THROUGH WICH A NIP IS OBTAINED ON THE MATERIAL. THE REWINDER WILL HAVE A TRANSMISSION BASED ON A VECTORIAL-TYPE MOTOR ADAPTED TO A CYCLOIDAL REDUCER. THE TRANSMISSION HAS A MECHANICAL TORQUE CONTROL SYSTEM TO CONTROL THE TORQUE DIFFERENTIAL BETWEEN MAIN ROLLS.
THIS SYSTEM WILL HAVE A 3” EXPANSION SHAFT WHERE THE CARDBOARD CORES WILL BE INSERTED AND THE MATERIAL ROLLS WILL BE FORMED.
FABRIC OPENING SYSTEM:
THIS SYSTEM IS BASED ON A VARIABLE CURVATURE SYSTEM BY A CENTER KNOB AND IT IS A BAR- TYPE SYSTEM. THIS KNOB IS THERE TO CONTROL THE CURVATURE OF THE BAR WHERE MATERIAL SLIDES THROUGH. THE SLIDING BAR IS MADE OUT OF AN ULTRA LOW FRICTION MATERIAL IN ORDER TO GENERATE A SMOOTH SLIDING OF MATERIAL WITHOUT ANY TENSION ADDED. THIS WILL REDUCE WRINKLES IN A SIGNIFICANT WAY.
AUTOMATIC TENSION SYSTEM:
THERE IS AN OPEN LOOP AUTOMATIC TENSION CONTROL SYSTEM WITH A SENSOR FOR DIAMETER MEASURING. BY THIS SYSTEM, A REAL VALUE OF DIAMETER IS OBTAINED AT THE REWINDER. PRESSURE OF PNEUMATIC BRAKE VARIES DURING PROCESS.
MANUAL POSITIONING (OPTIONAL):
THE MANUAL POSITIONING SYSTEM IS BASED ON THE POSITION CONTROL OF THE COUNTER KNIVES. THE MODULE IS POSITIONED AT A DESIRED CUTTING PARAMETER AND THE COUNTER KNIFE WILL PHYSICALLY COME ACROSS IT. THE REAL POSITION OF MODULE WILL BE SHOWN ON A SCREEN THAT OPERATOR WILL BE CONSTANTLY SUPERVISING. THIS SCREEN WILL SHOW THE REAL MEASUREMENTS OF THE CARRIAGE IN RELATION TO THE LAST ONE OR AS AN ABSOLUTE REFERENCE. OPERATOR WILL BE ABLE TO RESET THE MEASUREMENT ONCE THE COUNTER KNIFE IS REPLACED AND WILL REPEAT THIS PROCESS EVERY TIME A COUNTER KNIFE IS POSITIONED.
A DISPLAY WILL SHOW THE DESIRED POSITION IN MILLIMETERS OR INCHES.
THIS SYSTEM CAN SHOW MEASUREMENT IN AN EITHER ABSOLUTE OR INCREASING WAY.
POSITION TOLERANCE: +/- 0.30 mm.
THE POSITIONER IS INSTALLED ON A SUPPORT THAT WILL BE LOCATED ON THE REWINDER BENCHES. THEREFORE, THERE WILL BE AN EASY ACCESS TO SYSTEM AND AN EASY REPETITION OF POSITIONING PROCESS.
UNLOADING ROLL TABLE:
A HYDRAULIC PIVOTEABLE TABLE WILL HAVE AS MAIN FUNCTION THE UNLOADING OF FINISHED ROLLS THAT THEN WILL BE LOCATED ON FLOOR LEVEL. THIS SYSTEM WILL EJECT THE ROLL AND THEN IT WILL BE RECEIVED AT THE PIVOTING TABLE FOR AN EFFICIENT UNLOADING.
THE UNLOADING TABLE WILL ALSO WORK AS A PROTECTION FOR THE OPERATOR.
THIS EQUIPMENT WILL HAVE SECURITY CURTAINS AT FRONT TO KEEP OPERATOR FROM ENTERING THE REWINDING AREA. THERE WILL BE AN EMERGENCY STOP BUTTON OR WIRE WHERE OPERATOR WORKS AND WILL ALSO HAVE PHYSICAL PROTECTION WITH SECURITY SWITCHES AT CUTTING AREA.
CONTROL:
HMI CENTRAL CONTROL SYSTEM WITH TOUCH SCREEN TO PROGRAM THE OPERATION CYCLE AND ALL THE MATERIAL CHARACTERISTICS. OPERATOR WILL HAVE ACCESS TO ALL OPERATION PARAMETERS IN ORDER TO BE ABLE TO MAKE CHANGES ON THE EQUIPMENT OPERATION CONDITIONS, AND THEREFORE OBTAIN MATERIAL ROLLS WITH SPECIFIC DENSITIES.
TRANSMISSION: VECTORIAL MOTO REDUCER WITH 1000:1 TORQUE.
DIGITAL METER COUNTER WITH DISPLAY AND AUTOMATIC STOP AT DEFINED DISTANCE.
DOCUMENTS INCLUDED:
THE MACHINE WILL BE DELIVERED WITH THE FOLLOWING DOCUMENT:
OPERATION MANUAL
MAINTENANCE MANUAL
SAFETY MANUAL
ELECTRIC DIAGRAMS
CONTROL SYSTEM MANUAL
PLC BACKUP
REQUIREMENTS:
ELECTRIC 15 KW, 440 VAC, TRI PHASE.
PNEUMATIC 6 BAR - 60 LTS. / MIN.
DUCTS AND WIRING:
DUCTS AND WIRES RUNNING FROM UTILITIES SOURCES TO THE CONTROL PANEL AND FROM THE CONTROL PANEL TO THE MACHINE WILL BE AT CUSTOMER COSTS AND MUST BE DONE ACCORDING TO THE INSTRUCTIONS SHOWN IN OUR DIAGRAMS
SIEMENS PLC
Learn More -
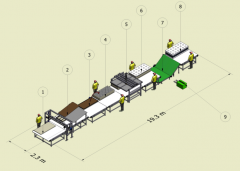 K-5013 HOTMELT GLUING MATTRESS PRODUCTION LINE 2200mm 350 TO 400 MATTRESSES PER 8-HOUR SHIFTREFERENCE NUMBER: K-5013 HOTMELT GLUING MATTRESS PRODUCTION LINE 2200mm 350 TO 400 MATTRESSES PER 8-HOUR SHIFT MAXIMUM WORKING WIDTH: 2200mm CAPACITY: AVERAGE OF 350 TO 400 MATTRESSES (IF OPERATORS WORK WITH AVERAGE EFFICIENCY); TWO LAYERS FOR EACH PANEL ARE GLUED. IN THE FIRST BRIDGE THERE ARE 5 HOTMELT GUNS IN TOTAL: 2 GUNS FOR THE EDGE GLUING 3 GUNS FOR THE CENTER GLUING ONE OF THE 2 EDGE GUNS HAS 8 NOZZLES (T-SHAPE) THE OTHER GUN HAS 4 NOZZLES THE THREE GUNS FOR CENTER GLUING CAN MOVE PNEUMATICALLY (ZIG-ZAG, ARC SHAPE) FELT-TO-FOAM BONDING THE MANUAL GLUING UNIT HAS 2 SPRAY GUNS WITH SEPARATE, 5-METER-LONG PIPES FLOOR SPACE DIMENSIONS: 19300mm X 2300mm ALL THE GLUING MACHINES ARE ABLE TO WORK WITH ANY KIND OF MATTRESS SIMPLY CHOOSE THE MATTRESS TYPE AND THE PARAMETERS ARE SET AUTOMATICALLY QUANTITY AVAILABLE: 1 Learn More
K-5013 HOTMELT GLUING MATTRESS PRODUCTION LINE 2200mm 350 TO 400 MATTRESSES PER 8-HOUR SHIFTREFERENCE NUMBER: K-5013 HOTMELT GLUING MATTRESS PRODUCTION LINE 2200mm 350 TO 400 MATTRESSES PER 8-HOUR SHIFT MAXIMUM WORKING WIDTH: 2200mm CAPACITY: AVERAGE OF 350 TO 400 MATTRESSES (IF OPERATORS WORK WITH AVERAGE EFFICIENCY); TWO LAYERS FOR EACH PANEL ARE GLUED. IN THE FIRST BRIDGE THERE ARE 5 HOTMELT GUNS IN TOTAL: 2 GUNS FOR THE EDGE GLUING 3 GUNS FOR THE CENTER GLUING ONE OF THE 2 EDGE GUNS HAS 8 NOZZLES (T-SHAPE) THE OTHER GUN HAS 4 NOZZLES THE THREE GUNS FOR CENTER GLUING CAN MOVE PNEUMATICALLY (ZIG-ZAG, ARC SHAPE) FELT-TO-FOAM BONDING THE MANUAL GLUING UNIT HAS 2 SPRAY GUNS WITH SEPARATE, 5-METER-LONG PIPES FLOOR SPACE DIMENSIONS: 19300mm X 2300mm ALL THE GLUING MACHINES ARE ABLE TO WORK WITH ANY KIND OF MATTRESS SIMPLY CHOOSE THE MATTRESS TYPE AND THE PARAMETERS ARE SET AUTOMATICALLY QUANTITY AVAILABLE: 1 Learn More -
 K-4946 AUTOMATED MATTRESS COVER ZIPPER SEWING MACHINEREFERENCE NUMBER: K-4946 AUTOMATED MATTRESS COVER ZIPPER SEWING MACHINE DURKOPP ADLER 2 NEEDLES NO SLIPPAGE SERVO DRIVEN TRANSPORT & PULLER SYSTEMS OPTIONAL AIR TABLE FOR COMFORTABLE TURNING QUANTITY AVAILABLE: 1 Learn More
K-4946 AUTOMATED MATTRESS COVER ZIPPER SEWING MACHINEREFERENCE NUMBER: K-4946 AUTOMATED MATTRESS COVER ZIPPER SEWING MACHINE DURKOPP ADLER 2 NEEDLES NO SLIPPAGE SERVO DRIVEN TRANSPORT & PULLER SYSTEMS OPTIONAL AIR TABLE FOR COMFORTABLE TURNING QUANTITY AVAILABLE: 1 Learn More -
 C-1163 AIRJET MÜLLER LABEL WEAVING MACHINES w/JACQUARD, YEAR 2001, REED WIDTH 1150REFERENCE NUMBER: C-1163 AIRJET MÜLLER LABEL WEAVING MACHINES w/JACQUARD, YEAR 2001, REED WIDTH 1150 SPECIFICATIONS: Make Jakob Muller (Switzerland) YEAR CONSTRUCTIONS: 2001 Type M JET MBJL 1/1150 QUANTITY AVAILABLE: 2 Learn More
C-1163 AIRJET MÜLLER LABEL WEAVING MACHINES w/JACQUARD, YEAR 2001, REED WIDTH 1150REFERENCE NUMBER: C-1163 AIRJET MÜLLER LABEL WEAVING MACHINES w/JACQUARD, YEAR 2001, REED WIDTH 1150 SPECIFICATIONS: Make Jakob Muller (Switzerland) YEAR CONSTRUCTIONS: 2001 Type M JET MBJL 1/1150 QUANTITY AVAILABLE: 2 Learn More -
 G-3940 SAMPLE COTTON CARD MACHINEREFERENCE NUMBER: G-3940 SAMPLE COTTON CARD MACHINE MODEL: FDY-360C SLIVER DELIVERY APPLICATIONS: THIS MACHINE IS MAINLY USED IN LOOSING AND CARDING COTTON, WOOL, AND CHEMICAL FABRICS IN VARIOUS COLORS, AND WINDING THEM ON THE ROLLER. ALL OF THESE ARE SPECIALLY USED BY WOOL, PLUSH, AND PRINTING AND DYEING MILLS. QUANTITY AVAILABLE: 1 Learn More
G-3940 SAMPLE COTTON CARD MACHINEREFERENCE NUMBER: G-3940 SAMPLE COTTON CARD MACHINE MODEL: FDY-360C SLIVER DELIVERY APPLICATIONS: THIS MACHINE IS MAINLY USED IN LOOSING AND CARDING COTTON, WOOL, AND CHEMICAL FABRICS IN VARIOUS COLORS, AND WINDING THEM ON THE ROLLER. ALL OF THESE ARE SPECIALLY USED BY WOOL, PLUSH, AND PRINTING AND DYEING MILLS. QUANTITY AVAILABLE: 1 Learn More -
 G-3939 SAMPLE COTTON CARDREFERENCE NUMBER: G-3939 SAMPLE COTTON CARD MODEL: FDY-360G APPLICATIONS: THIS MACHINE IS MAINLY USED IN LOOSING AND CARDING COTTON, WOOL, AND CHEMICAL FABRICS IN VARIOUS COLORS, AND WINDING THEM ON THE ROLLER. ALL OF THESE ARE SPECIALLY USED BY WOOL, PLUSH, AND PRINTING AND DYEING MILLS. QUANTITY AVAILABLE: 1 Learn More
G-3939 SAMPLE COTTON CARDREFERENCE NUMBER: G-3939 SAMPLE COTTON CARD MODEL: FDY-360G APPLICATIONS: THIS MACHINE IS MAINLY USED IN LOOSING AND CARDING COTTON, WOOL, AND CHEMICAL FABRICS IN VARIOUS COLORS, AND WINDING THEM ON THE ROLLER. ALL OF THESE ARE SPECIALLY USED BY WOOL, PLUSH, AND PRINTING AND DYEING MILLS. QUANTITY AVAILABLE: 1 Learn More -
V-0025 COTTON PAD, BALL, SWAB MACHINESREFERENCE NUMBER: V-0025 COTTON PAD, BALL, SWAB MACHINES M-5138 SQUARE COTTON PAD PRODUCTION MACHINE M-5139 COTTON GAUZE PAD PRODUCTION MACHINE M-5140 MACHINE TO PRODUCE VARIOUS TYPES OF COTTON PADS M-5141 COTTON PAD PRODUCTION MACHINE M-5142 MAKEUP REMOVING COTTON PAD PRODUCTION MACHINE M-5143 ROUND COTTON PAD MAKING MACHINE M-5144 SQUARE ABSORBENT COTTON PAD PRODUCTION MACHINE M-5145 ROUND ABSORBENT COTTON PAD PRODUCTION MACHINE M-5146 ROUND COTTON PADS MAKING MACHINE M-5147 COTTON PAD MAKING MACHINE M-5148 COTTON PAD MAKING MACHINE M-5168 COTTON PADS MAKING MACHINE M-5169 COTTON Q-TIP MAKING MACHINE (100PCS/BAG) M-5170 COTTON BALL MAKING MACHINE (NEW) M-5171 COSMETIC COTTON PAD (GLOVE SHAPE) MAKING MACHINE M-5172 COSMETIC COTTON PAD MAKING MACHINE (ROUND PAD) M-5101 MEDICAL COTTON BALL MAKING MACHINE 20KG/HOUR QUANTITY AVAILABLE: 17 Learn More
-
 M-4608 VILLARS-SANTEX HOTMELT POWDER SCATTERING AND LAMINATING MACHINE YEAR 1993 WIDTH 2100mmREFERENCE NUMBER: M-4608 (11116SWJK10R) L VILLARS-SANTEX HOTMELT POWDER SCATTERING AND LAMINATING MACHINE YEAR 1993 WIDTH 2100mm LAMINATING LINE MANUFACTURER: VILLARS (CH) ACTUALLY SANTEX YEAR OF CONSTRUCTION: 1993 WORKING WIDTH: 2200mm (NOMINAL WIDTH 2100mm) OPERATING VOLTAGE: 3X380(400)V TOTAL POWER: 158KW RECOMMENDED MAX. SPEED 10M BUT 15M IS POSSIBLE ORIGINAL CONFIGURATION: INPUT UNIT (WITH POSSIBILITY TO HANG IN ROLLERS BY MEANS OF E.G. FLAT BEARINGS), POWDER SPREADER, INFRARED PREHEATING ZONE AND DOUBLE BAND LAMINATING PRESS (HEATING THROUGH IR) LATER EXTENSION (1997): 2ND INFRARED ZONE WITH COLD WATER COOLED CALENDAR AT THE BACK EQUIPPED WITH SELVEDGE CUTTING SYSTEM WITH ADJUSTABLE INFRARED FOLLOW UP SYSTEM. STRENGTH OF INFRARED CAN BE ADJUSTED SO THAT E.G. THE UPPER SUBSTRATE CAN BE ‘NEGLECTED’. KNOWN PROBLEMS: 1)INFRARED PREHEATING ZONE : 2 IR STRIPS BROKEN 2)CERTAIN PARTS IR ZONES (MOSTLY EXTERIOR ZONES) OF THE DOUBLE BAND LAMINATING PRESS DO NOT LONGER FUNCTION, BUT SECOND PART OF THE MACHINE CAN STILL BE HEATED TILL 160 À 170°C AND EVEN MORE, BUT THEN AT VERY LOW SPEED. ACCUMULATOR WITH WINDER AND CONTROLLING SYSTEM MANUFACTURER: MATTHIJS (ELECTRICAL PART BY ELECTRO VANDEVELDE) YEAR OF CONSTRUCTION: 1999 OPERATING VOLTAGE: 3X380V CAPACITY ACCUMULATOR: +/- 50M UNIT FUNCTIONS INDEPENDENTLY FROM LAMINATING MACHINE AND SPEED VARIES FROM 0 TILL 50M (SPEED OF WINDING UP UNIT = SPEED LAMINATING MACHINE WHEN ACCUMULATOR IS EMPTY) SUPERSTRUCTURE FOR SUPPLY SECOND SUBSTRATE MANUFACTURER: MENZEL YEAR OF CONSTRUCTION: 2000 OPERATING VOLTAGE: 3X380V FUNCTIONS INDEPENDENTLY FROM THE LAMINATING MACHINE. SPEED REGULATION BASED ON A 0-10V (=0-15M) EXIT SIGNAL OF THE LAMINATING MACHINE MANUAL RIGHT-LEFT GUIDANCE OF THE SUBSTRATE. A SECOND AUTOMATIC PRE-GUIDANCE IS FORESEEN, BUT THE MOTOR DOES NO LONGER FUNCTION AND IT IS IN PRACTICE NOT REQUIRED BECAUSE THE ROLLS ARE ALWAYS WINDED STRAIGHT. A MEASURING ROLLER IS INCLUDED TO MEASURE THE TENSION OF THE SUBSTRATE. THIS MEASURING ROLLER DIRECTS THE MOTOR SPEED SO THAT THE ADJUSTING OF THE TENSION STAYS STEADY. IT IS EVEN POSSIBLE TO GO TO A +/- TENSIONLESS SITUATION. THE LINE IS MOUNTED ON A SELF-MADE PLATFORM EQUIPPED WITH A SIMPLE UNWINDING UNIT. KNOWN PROBLEM: PRESSURE ROLLER TO AVOID THAT THE SUBSTRATE “SLIDES” OVER THE BRAKE ROLLER IS WORN OUT, BUT IS IN PRAXIS NOT NEEDED. MOTOR OF THE PRE-GUIDANCE IS BROKEN (SEE ABOVE) MISCELLANEA SELF-BUILD ENTRY J-BOX WITH SIMPLE ROLL MEASUREMENT SEPARATE J-BOX FOR UNWINDING FROM DOCKS, SO THAT CAN BE LAMINATED IN THE POLE DIRECTION SEWING MACHINE MERROW TO MAKE FLAT SEAMS ON FINE/THIN FABRICS SELVEDGE CUTTERS ARE MOUNTED ON A SYSTEM SO THAT THE FABRIC CAN BE LEVELLED EASILY, EVENTUALLY CAN BE WINDED ON DOCKS. INCLUDING 2 DOCKS OF 2M30 OF WHICH 1 WITH FLAP BEARINGS CAN BE INSPECTED BUT NOT IN PRODUCTION MACHINE WILL BE DISMANTLED AT END OF NOV 2014 QUANTITY AVAILABLE: 1 Learn More
M-4608 VILLARS-SANTEX HOTMELT POWDER SCATTERING AND LAMINATING MACHINE YEAR 1993 WIDTH 2100mmREFERENCE NUMBER: M-4608 (11116SWJK10R) L VILLARS-SANTEX HOTMELT POWDER SCATTERING AND LAMINATING MACHINE YEAR 1993 WIDTH 2100mm LAMINATING LINE MANUFACTURER: VILLARS (CH) ACTUALLY SANTEX YEAR OF CONSTRUCTION: 1993 WORKING WIDTH: 2200mm (NOMINAL WIDTH 2100mm) OPERATING VOLTAGE: 3X380(400)V TOTAL POWER: 158KW RECOMMENDED MAX. SPEED 10M BUT 15M IS POSSIBLE ORIGINAL CONFIGURATION: INPUT UNIT (WITH POSSIBILITY TO HANG IN ROLLERS BY MEANS OF E.G. FLAT BEARINGS), POWDER SPREADER, INFRARED PREHEATING ZONE AND DOUBLE BAND LAMINATING PRESS (HEATING THROUGH IR) LATER EXTENSION (1997): 2ND INFRARED ZONE WITH COLD WATER COOLED CALENDAR AT THE BACK EQUIPPED WITH SELVEDGE CUTTING SYSTEM WITH ADJUSTABLE INFRARED FOLLOW UP SYSTEM. STRENGTH OF INFRARED CAN BE ADJUSTED SO THAT E.G. THE UPPER SUBSTRATE CAN BE ‘NEGLECTED’. KNOWN PROBLEMS: 1)INFRARED PREHEATING ZONE : 2 IR STRIPS BROKEN 2)CERTAIN PARTS IR ZONES (MOSTLY EXTERIOR ZONES) OF THE DOUBLE BAND LAMINATING PRESS DO NOT LONGER FUNCTION, BUT SECOND PART OF THE MACHINE CAN STILL BE HEATED TILL 160 À 170°C AND EVEN MORE, BUT THEN AT VERY LOW SPEED. ACCUMULATOR WITH WINDER AND CONTROLLING SYSTEM MANUFACTURER: MATTHIJS (ELECTRICAL PART BY ELECTRO VANDEVELDE) YEAR OF CONSTRUCTION: 1999 OPERATING VOLTAGE: 3X380V CAPACITY ACCUMULATOR: +/- 50M UNIT FUNCTIONS INDEPENDENTLY FROM LAMINATING MACHINE AND SPEED VARIES FROM 0 TILL 50M (SPEED OF WINDING UP UNIT = SPEED LAMINATING MACHINE WHEN ACCUMULATOR IS EMPTY) SUPERSTRUCTURE FOR SUPPLY SECOND SUBSTRATE MANUFACTURER: MENZEL YEAR OF CONSTRUCTION: 2000 OPERATING VOLTAGE: 3X380V FUNCTIONS INDEPENDENTLY FROM THE LAMINATING MACHINE. SPEED REGULATION BASED ON A 0-10V (=0-15M) EXIT SIGNAL OF THE LAMINATING MACHINE MANUAL RIGHT-LEFT GUIDANCE OF THE SUBSTRATE. A SECOND AUTOMATIC PRE-GUIDANCE IS FORESEEN, BUT THE MOTOR DOES NO LONGER FUNCTION AND IT IS IN PRACTICE NOT REQUIRED BECAUSE THE ROLLS ARE ALWAYS WINDED STRAIGHT. A MEASURING ROLLER IS INCLUDED TO MEASURE THE TENSION OF THE SUBSTRATE. THIS MEASURING ROLLER DIRECTS THE MOTOR SPEED SO THAT THE ADJUSTING OF THE TENSION STAYS STEADY. IT IS EVEN POSSIBLE TO GO TO A +/- TENSIONLESS SITUATION. THE LINE IS MOUNTED ON A SELF-MADE PLATFORM EQUIPPED WITH A SIMPLE UNWINDING UNIT. KNOWN PROBLEM: PRESSURE ROLLER TO AVOID THAT THE SUBSTRATE “SLIDES” OVER THE BRAKE ROLLER IS WORN OUT, BUT IS IN PRAXIS NOT NEEDED. MOTOR OF THE PRE-GUIDANCE IS BROKEN (SEE ABOVE) MISCELLANEA SELF-BUILD ENTRY J-BOX WITH SIMPLE ROLL MEASUREMENT SEPARATE J-BOX FOR UNWINDING FROM DOCKS, SO THAT CAN BE LAMINATED IN THE POLE DIRECTION SEWING MACHINE MERROW TO MAKE FLAT SEAMS ON FINE/THIN FABRICS SELVEDGE CUTTERS ARE MOUNTED ON A SYSTEM SO THAT THE FABRIC CAN BE LEVELLED EASILY, EVENTUALLY CAN BE WINDED ON DOCKS. INCLUDING 2 DOCKS OF 2M30 OF WHICH 1 WITH FLAP BEARINGS CAN BE INSPECTED BUT NOT IN PRODUCTION MACHINE WILL BE DISMANTLED AT END OF NOV 2014 QUANTITY AVAILABLE: 1 Learn More -
M-3973 HOTMELT POWDER SCATTERING AND LAMINATING MACHINE-2200mmREFERENCE NUMBER: M-3973 (99016AVEZ8RX)-D HOTMELT POWDER SCATTERING AND LAMINATING MACHINE-2200mm 1.LAMINATING LINE : MAKE : VILLARS (CH) ACTUALLY SANTEX YEAR: 1993 WORKING WIDTH : 2200mm (NOMINAL WIDTH 2M10) VOLTAGE: 3X380(400)V TOTAL POWER : 158KW RECOMMENDED MAX. SPEED 10M BUT 15M IS POSSIBLE ORIGINAL CONFIGURATION : INPUT UNIT (WITH POSSIBILITY TO HANG IN ROLLERS BY MEANS OF E.G. FLAT BEARINGS), POWDER SPREADER, INFRARED PREHEATING ZONE AND DOUBLE BAND LAMINATING PRESS (HEATING THROUGH IR) LATER EXTENSION (1997) : 2ND INFRARED ZONE WITH COLD WATER COOLED CALENDAR AT THE BACK EQUIPPED WITH SELVEDGE CUTTING SYSTEM WITH ADJUSTABLE INFRARED FOLLOW UP SYSTEM. STRENGTH OF INFRARED CAN BE ADJUSTED SO THAT E.G. THE UPPER SUBSTRATE CAN BE ‘NEGLECTED’. KNOWN PROBLEMS : 1)INFRARED PREHEATING ZONE : 2 IR STRIPS BROKEN 2)CERTAIN PARTS IR ZONES (MOSTLY EXTERIOR ZONES) OF THE DOUBLE BAND LAMINATING PRESS DO NOT LONGER FUNCTION, BUT SECOND PART OF THE MACHINE CAN STILL BE HEATED TILL 160 À 170°C AND EVEN MORE, BUT THEN AT VERY LOW SPEED 2.ACCUMULATOR WITH WINDER AND CONTROLLING SYSTEM : MAKE : MATTHIJS (ELECTRICAL PART BY ELECTRO VANDEVELDE) YEAR: 1999 OPERATING VOLTAGE : 3X380V CAPACITY ACCUMULATOR : +/- 50M UNIT FUNCTIONS INDEPENDENTLY FROM LAMINATING MACHINE AND SPEED VARIES FROM 0 TILL 50M (SPEED OF WINDING UP UNIT = SPEED LAMINATING MACHINE WHEN ACCUMULATOR IS EMPTY) 3. SUPERSTRUCTURE FOR SUPPLY SECOND SUBSTRATE : MAKE: MENZEL YEAR: 2000 OPERATING VOLTAGE : 3X380V FUNCTIONS INDEPENDENTLY FROM THE LAMINATING MACHINE. SPEED REGULATION BASED ON A 0-10V (=0-15M) EXIT SIGNAL OF THE LAMINATING MACHINE MANUAL RIGHT-LEFT GUIDANCE OF THE SUBSTRATE. A SECOND AUTOMATIC PRE-GUIDANCE IS FORESEEN, BUT THE MOTOR DOES NO LONGER FUNCTION AND IT IS IN PRACTICE NOT REQUIRED BECAUSE THE ROLLS ARE ALWAYS WINDED STRAIGHT. A MEASURING ROLLER IS INCLUDED TO MEASURE THE TENSION OF THE SUBSTRATE. THIS MEASURING ROLLER DIRECTS THE MOTOR SPEED SO THAT THE ADJUSTING OF THE TENSION STAYS STEADY. IT IS EVEN POSSIBLE TO GO TO A +/- TENSIONLESS SITUATION. THE LINE IS MOUNTED ON A SELF-MADE PLATFORM EQUIPPED WITH A SIMPLE UNWINDING UNIT KNOWN PROBLEM : PRESSURE ROLLER TO AVOID THAT THE SUBSTRATE “SLIDES” OVER THE BRAKE ROLLER IS WORN OUT, BUT IS IN PRAXIS NOT NEEDED. MOTOR OF THE PRE-GUIDANCE IS BROKEN (SEE ABOVE) 4.MISCELLANEOUS : SELF-BUILD ENTRY J-BOX WITH SIMPLE ROLL MEASUREMENT SEPARATE J-BOX FOR UNWINDING FROM DOCKS, SO THAT CAN BE LAMINATED IN THE POLE DIRECTION SEWING MACHINE MERROW TO MAKE FLAT SEAMS ON FINE/THIN FABRICS SELVEDGE CUTTERS ARE MOUNTED ON A SYSTEM SO THAT THE FABRIC CAN BE LEVELLED EASILY, EVENTUALLY CAN BE WINDED ON DOCKS. INCLUDING 2 DOCKS OF 2M30 OF WHICH 1 WITH FLAP BEARINGS Learn More