
YY-1366 (USERS MANUAL) BAG CLOSING MACHINE HEAD, INSTRUCTION MANUAL
YY-1366 BAG CLOSING MACHINE HEAD, INSTRUCTION MANUAL
FOR OPENRATOR SAFETY:
- THIS MANUAL BOOK CONTAINS INSTRUCTIONS AND PRECAUTIONS FOR USING THE BAG CLOSING MACHINE HEAD. BE SURE TO READ AND UNDERSTAND THE MANUAL BOOK BEFORE USING THE MACHINES.
- KEEP THIS MANUAL BOOK NEAR THE SEWING MACHINE FOR REFERENCE. BE SURE TO ATTACH THIS MANUAL BOOK TO THE MACHINE WHEN LENDING OR TRANSFER IT TO ANOTHER PERSON OR COMPANY.
- PLEASE CONTACT THIS MANUAL BOOK FROM US IF IT LOST.
- THE CONTENTS OF THIS MANUAL BOOK ARE SUBJECT TO CHANGE WITHOUT PRIOR NOTICE FOR IMPROVEMENT AND SAFETY PURPOSE.
In stock
SKU
YY-1366 (USERS MANUAL)
REFERENCE NUMBER: YY-1366
BAG CLOSING MACHINE HEAD, INSTRUCTION MANUAL
DETAILS:
 FOR OPENRATOR SAFETY:
- THIS MANUAL BOOK CONTAINS INSTRUCTIONS AND PRECAUTIONS FOR USING THE BAG CLOSING MACHINE HEAD. BE SURE TO READ AND UNDERSTAND THE MANUAL BOOK BEFORE USING THE MACHINES.
- KEEP THIS MANUAL BOOK NEAR THE SEWING MACHINE FOR REFERENCE. BE SURE TO ATTACH THIS MANUAL BOOK TO THE MACHINE WHEN LENDING OR TRANSFER IT TO ANOTHER PERSON OR COMPANY.
- PLEASE CONTACT THIS MANUAL BOOK FROM US IF IT LOST.
- THE CONTENTS OF THIS MANUAL BOOK ARE SUBJECT TO CHANGE WITHOUT PRIOR NOTICE FOR IMPROVEMENT AND SAFETY PURPOSE.
INSTRUCTIONS WITH THIS MARK ARE ESPECIALLY IMPORTANT FOR OPERATOR SAFETY. BE SURE TO OBSERVE THESE MARKED INSTRUCTIONS.
FOR OPENRATOR SAFETY:
- THIS MANUAL BOOK CONTAINS INSTRUCTIONS AND PRECAUTIONS FOR USING THE BAG CLOSING MACHINE HEAD. BE SURE TO READ AND UNDERSTAND THE MANUAL BOOK BEFORE USING THE MACHINES.
- KEEP THIS MANUAL BOOK NEAR THE SEWING MACHINE FOR REFERENCE. BE SURE TO ATTACH THIS MANUAL BOOK TO THE MACHINE WHEN LENDING OR TRANSFER IT TO ANOTHER PERSON OR COMPANY.
- PLEASE CONTACT THIS MANUAL BOOK FROM US IF IT LOST.
- THE CONTENTS OF THIS MANUAL BOOK ARE SUBJECT TO CHANGE WITHOUT PRIOR NOTICE FOR IMPROVEMENT AND SAFETY PURPOSE.
INSTRUCTIONS WITH THIS MARK ARE ESPECIALLY IMPORTANT FOR OPERATOR SAFETY. BE SURE TO OBSERVE THESE MARKED INSTRUCTIONS.
 WARNING
PERSONAL INJURY MAY RESULT IF THE FOLLOWING SAFETY PRECAUTIONS ARE NOT OBSERVED.
1. BE SURE THE AREA SURROUNDIN MACHINE IS FREE OF ALL HAZARDS SUCH AS FIRE, WATER, OIL, RUBBISH OR ANYTHING THAT CAN CAUSE INJURY.
2. DO NOT OPERATE MACHINE IN AN EXPLOSIVE AREA OR UNDER WET CONDITIONS.
THE MACHINE IS NOT AN EXPLOSION-PROOF TYPE NOR A WATER-PROOF TYPE.
3. DO NOT OPERATE MACHINE BEFORE READIN INSTRUCTION MANUAL.
4. DO NOT OPERATE MACHINE ON VOLTAGES OTHER THAN SPECIFIED FOR THE MACHINE.
5. BE SURE MACHINE IS CONNECTED TO BUILDIN ELECTRICAL SAFETY ROUND (EARTH).
6. BE SURE POWER (AND AIR SUPPLY) IS OFF BEFORE PERFOR MIN MACHINE MAINTENANCE, PARTS EPLACEMENT, ADJUSTMENTS OR CLEANING.
7. DO NOT OPERATE MACHINE WITH GUARDS AND COVERS REMOVED.
8. DO NOT TOUCH NEEDLE, PULLEY, BELT AND MOVING PARTS WHEN MACHINE IS IN OPERATION.
9. BE SURE MACHINE IS PLACED ON A SMOOTH (LEVEL) SURFACE WHEN PERFORMING MAINTENANCE, PARTS REPLACEMENT, ADJUSTMENTS, CLEANING OR STORAGE.
10. BE SURE THE MATERIAL TO BE SEWN OR CLOSED COMPLIES WITH THE MACHINE SPECIFICATIONS.
11. DO NOT USE SPARE PARTS OTHER THAN OUR GENUINE PARTS.
IDENTIFYING AND ORDERING PARTS
WHERE THE CONSTRUCTION PERMITS, EACH PART IS STAMPED WITH ITS PART NUMBER. ON ALL ORDERS, PLEASE INCLUDE PART NUMBER, PART NAME AND MODEL NAME OF THE MACHINE.
SAFETY RULES
TO PREVENT PERSONAL INJURY:
- ALL POWER SOURCE TO THE MACHINE MUST BE TURNED OFF BEFORE THREADING, OILING, ADJUSTING OR REPLACING PARTS.
- ALL COVERS AND GUARDS MUST BE IN POSITION BEFORE OPERATING MACHINE.
- DO NOT TAMPER WITH SAFETY COVER, GUARDS, ETC., WHILE MACHINE IS IN OPERATION.
CAUTIONS WHEN USING THE MACHINE
SAFETY PRECAUTIONS:
1. ALWAYS TURN POWER OFF BEFORE THREADING, OILING AND ADJUSTING THE MACHINE OR REPLACING PARTS.
2. WEAR SAFETY GLASSES.
3. MAKE SURE, BEFORE STARTING THE MACHINE, THAT ALL COVERS AND SHIELDS ARE IN PLACE AND CLOSED.
4. DO NOT TOUCH ON THE MACHINE WHEN IT IS RUN.
5. TURN POWER OFF AND MAKE SURE THE CUTTER DOES NOT OPERATE BEFORE YOU PUT YOUR FINGER UNDER THE CUTTER BLADES AND THE NEEDLES TO ADJUST.
6. DO NOT TOUCH ON THE MACHINE WHEN IT IS RUN.
MAINTENANCE:
- PLEASE KEEP IN MIND TO HANDLE THE MACHINE CAREFULLY AND TO MAINTAIN THE MACHINE IN GOOD CONDITION.
- THREAD FUZZ OR DUST MUST BE CLEANED WITH AIR OR BRUSH ON THROAT PLATE, IN THE GROOVE OF FEED DOG OR AROUND LOOPER AFTER THE DAY'S WORK.
- WIPE THE AREA EASY TO RUST WITH OIL CLOTH.
- CHECK THE MACHINE FOR LOOSE SCREWS AND TIGHTEN THEM. IF ANY, ONCE A MONTH.
- GOOD MAINTENANCE WILL PROLONG THE MACHINE LIFE.
WARNING
PERSONAL INJURY MAY RESULT IF THE FOLLOWING SAFETY PRECAUTIONS ARE NOT OBSERVED.
1. BE SURE THE AREA SURROUNDIN MACHINE IS FREE OF ALL HAZARDS SUCH AS FIRE, WATER, OIL, RUBBISH OR ANYTHING THAT CAN CAUSE INJURY.
2. DO NOT OPERATE MACHINE IN AN EXPLOSIVE AREA OR UNDER WET CONDITIONS.
THE MACHINE IS NOT AN EXPLOSION-PROOF TYPE NOR A WATER-PROOF TYPE.
3. DO NOT OPERATE MACHINE BEFORE READIN INSTRUCTION MANUAL.
4. DO NOT OPERATE MACHINE ON VOLTAGES OTHER THAN SPECIFIED FOR THE MACHINE.
5. BE SURE MACHINE IS CONNECTED TO BUILDIN ELECTRICAL SAFETY ROUND (EARTH).
6. BE SURE POWER (AND AIR SUPPLY) IS OFF BEFORE PERFOR MIN MACHINE MAINTENANCE, PARTS EPLACEMENT, ADJUSTMENTS OR CLEANING.
7. DO NOT OPERATE MACHINE WITH GUARDS AND COVERS REMOVED.
8. DO NOT TOUCH NEEDLE, PULLEY, BELT AND MOVING PARTS WHEN MACHINE IS IN OPERATION.
9. BE SURE MACHINE IS PLACED ON A SMOOTH (LEVEL) SURFACE WHEN PERFORMING MAINTENANCE, PARTS REPLACEMENT, ADJUSTMENTS, CLEANING OR STORAGE.
10. BE SURE THE MATERIAL TO BE SEWN OR CLOSED COMPLIES WITH THE MACHINE SPECIFICATIONS.
11. DO NOT USE SPARE PARTS OTHER THAN OUR GENUINE PARTS.
IDENTIFYING AND ORDERING PARTS
WHERE THE CONSTRUCTION PERMITS, EACH PART IS STAMPED WITH ITS PART NUMBER. ON ALL ORDERS, PLEASE INCLUDE PART NUMBER, PART NAME AND MODEL NAME OF THE MACHINE.
SAFETY RULES
TO PREVENT PERSONAL INJURY:
- ALL POWER SOURCE TO THE MACHINE MUST BE TURNED OFF BEFORE THREADING, OILING, ADJUSTING OR REPLACING PARTS.
- ALL COVERS AND GUARDS MUST BE IN POSITION BEFORE OPERATING MACHINE.
- DO NOT TAMPER WITH SAFETY COVER, GUARDS, ETC., WHILE MACHINE IS IN OPERATION.
CAUTIONS WHEN USING THE MACHINE
SAFETY PRECAUTIONS:
1. ALWAYS TURN POWER OFF BEFORE THREADING, OILING AND ADJUSTING THE MACHINE OR REPLACING PARTS.
2. WEAR SAFETY GLASSES.
3. MAKE SURE, BEFORE STARTING THE MACHINE, THAT ALL COVERS AND SHIELDS ARE IN PLACE AND CLOSED.
4. DO NOT TOUCH ON THE MACHINE WHEN IT IS RUN.
5. TURN POWER OFF AND MAKE SURE THE CUTTER DOES NOT OPERATE BEFORE YOU PUT YOUR FINGER UNDER THE CUTTER BLADES AND THE NEEDLES TO ADJUST.
6. DO NOT TOUCH ON THE MACHINE WHEN IT IS RUN.
MAINTENANCE:
- PLEASE KEEP IN MIND TO HANDLE THE MACHINE CAREFULLY AND TO MAINTAIN THE MACHINE IN GOOD CONDITION.
- THREAD FUZZ OR DUST MUST BE CLEANED WITH AIR OR BRUSH ON THROAT PLATE, IN THE GROOVE OF FEED DOG OR AROUND LOOPER AFTER THE DAY'S WORK.
- WIPE THE AREA EASY TO RUST WITH OIL CLOTH.
- CHECK THE MACHINE FOR LOOSE SCREWS AND TIGHTEN THEM. IF ANY, ONCE A MONTH.
- GOOD MAINTENANCE WILL PROLONG THE MACHINE LIFE.
 PART 1. CHARACTERISTICS AND APPLICAIONS
BAG CLOSING MACHINES FALL INTO TWO TYPES. THE SEMI-AUTO TYPE INCORPORATES FOOT SWITCH TO CONTROL THE START-STOP AND ARTIFICIAL AUXILIARY CUTS THREADS. THE AUTO TYPE INCORPORATES A MCU CONTROLLER AND SENSOR TO CONTROL THE START-STOP & AUTO CUTTING THREADS VIA AN AIR CYLINDER.
ALL THESE MACHINES INCORPORATE SEMI-CLOSED STRUCTURE FOR EASY MAINTENANCE. CRANKSHAFT TAIL END INCORPORATES CLOSED ROLLING BEARING MECHANISM FOR THE PURPOSE OF HIGH SPEED, WEAR RESISTANCE AND FLEXIBLLITY. LUBRICATION SYSTEM IS THE CONBINATION OF OILCAN CONTINUOUS OIL INJECTING AND FELT RESERVES LUBRICATING OIL. THE KEY PARTS ARE MADE OF HIGH-QUALITY COPPER ALLOY AND ALLOY STEEL. VARIOUS TYPES OF BAG CLOSING MACHINE HEAD ARE HUNG ON THE COLUMN FRAME TO COOPERATE WITH THE CONVEYOR. THIS SERIES OF MACHINES CAN BE USED FOR SEALING AND SEWING OF WOVEN BAGS, PAPER-PLASTIC COMPOSITE BAGS, SACKS AND OTHER PACKAGING BAGS OF GRAIN, FEED, SUGAR, PETROCHEMICAL, PORT AND WHARF ENTERPRISES.
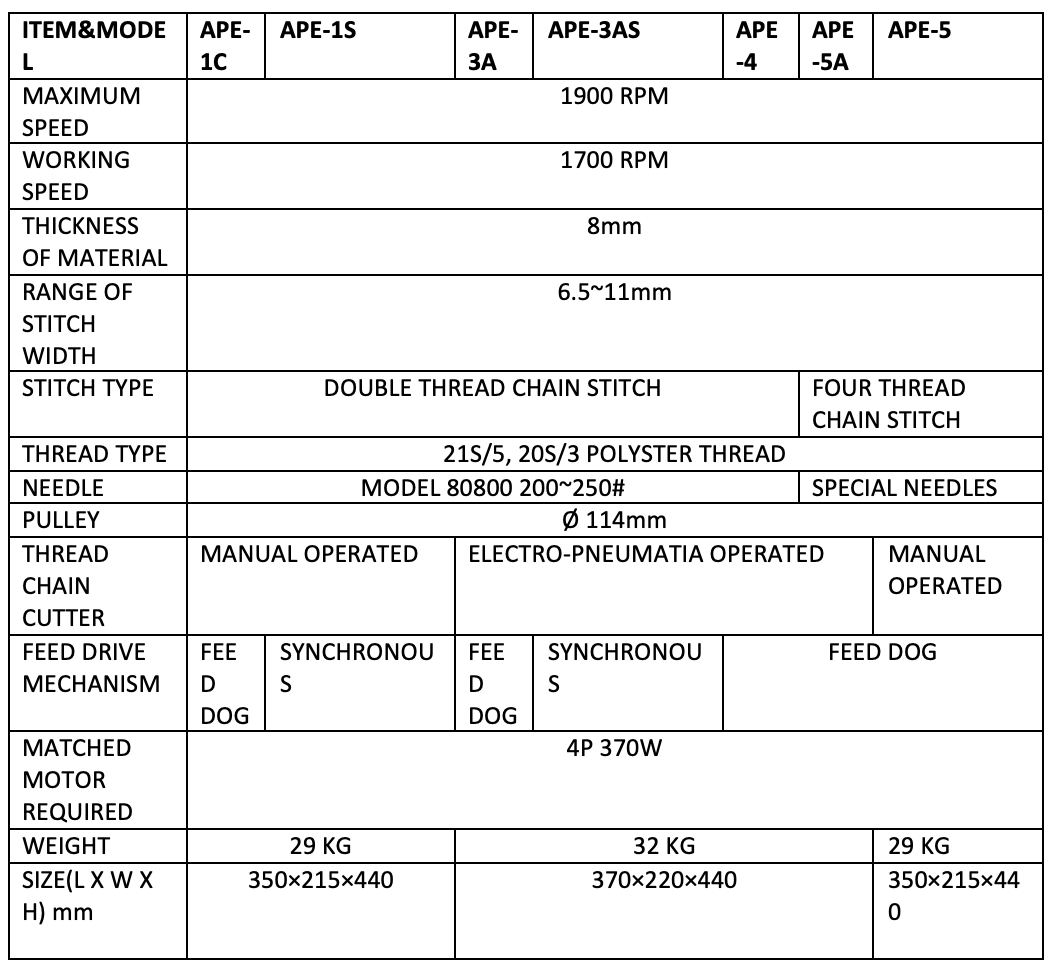
PART 2. SPECIFICATION
PART 1. CHARACTERISTICS AND APPLICAIONS
BAG CLOSING MACHINES FALL INTO TWO TYPES. THE SEMI-AUTO TYPE INCORPORATES FOOT SWITCH TO CONTROL THE START-STOP AND ARTIFICIAL AUXILIARY CUTS THREADS. THE AUTO TYPE INCORPORATES A MCU CONTROLLER AND SENSOR TO CONTROL THE START-STOP & AUTO CUTTING THREADS VIA AN AIR CYLINDER.
ALL THESE MACHINES INCORPORATE SEMI-CLOSED STRUCTURE FOR EASY MAINTENANCE. CRANKSHAFT TAIL END INCORPORATES CLOSED ROLLING BEARING MECHANISM FOR THE PURPOSE OF HIGH SPEED, WEAR RESISTANCE AND FLEXIBLLITY. LUBRICATION SYSTEM IS THE CONBINATION OF OILCAN CONTINUOUS OIL INJECTING AND FELT RESERVES LUBRICATING OIL. THE KEY PARTS ARE MADE OF HIGH-QUALITY COPPER ALLOY AND ALLOY STEEL. VARIOUS TYPES OF BAG CLOSING MACHINE HEAD ARE HUNG ON THE COLUMN FRAME TO COOPERATE WITH THE CONVEYOR. THIS SERIES OF MACHINES CAN BE USED FOR SEALING AND SEWING OF WOVEN BAGS, PAPER-PLASTIC COMPOSITE BAGS, SACKS AND OTHER PACKAGING BAGS OF GRAIN, FEED, SUGAR, PETROCHEMICAL, PORT AND WHARF ENTERPRISES.
PART 2. SPECIFICATION
 PART 3. GENERAL DESCRIPTION
MODEL APE-1C / APE-5
THESE MODELS ARE EQUIPPED WITH A MECHANICAL THREADS CUTTER WHICH RECIPROCATES WITH THE OPERATION OF THE MACHINE. AFTER SEWING THE OPENING OF THE BAG INTO THE MACHINE, CONTINUE TO SEW OUT A SECTION OF BRAID. HOLD THE SEWING MATERIAL HANDLE TO PUSH THE BRAID INTO THE OPENING GROOVE OF THE NEEDLE PLATE, AND THE RECIPROCATING CUTTER CAN CUT THE BRAID. THE START AND STOP OF THE MACHINE ARE OPERATED MANUALLY.
APE-1C IS SINGLE NEEDLE TYPE. APE-5 IS DOUBLE NEEDLE TYPE WITH TWO STITCHES AT A TIME.
MODEL APE-3A / APE-4 / APE-5A
- EXTERNAL PNEUMATIC CUTTER MECHANISM.
- INFRARED SENSOR TYPE, AUTOMATIC CONTROL THE START - STOP - CUTTING THREAD WORKING CYCLE.
MODEL APE-1S / APE-3AS
- UP AND LOWER FEEDING MECHANISM, FEED BAGS SYNCHRONOUSLY, SUITABLE FOR MULTI-LAYER PLASTIC BAG SEWING.
- APE-1S IS SEMI-AUTOMATIC TYPE AND APE-3AS IS AUTOMATIC TYPE.
NOTICE: THESE MODELS CYLINDER WORKING PRESSURE IS 0.4~0.6MPA.
THESE MODELS CONTROL SYSTEMS NEED ADDITIONAL OPTIONAL FROM OUR COMPANY.
PART 4. THE POINTS BEFORE OPERATION
NEW MACHINES OR THROUGH LONG TIME STORAGE MACHINES MUST BE CHECKED BEFORE OPERATION. CLEANING THE ANTI-RUST GREASE AND DUST ON THE SURFACE OF THE MACHINE, AND FILLING SEWING MACHINE OIL OR WHITE SPINDLE OIL 60# INTO OIL CUPS AND OIL HOLES. TURNING THE PULLEY CLOCKWISE BY HAND. CHECK FOR FREE AND COORDINATION. CHECK MOTOR ROTATING DIRECTION FOR THE SAME AS THAT OF THE MACHINE RUNNING. THEN STARTING THE MACHINE FOR TEST SEWING.
FOR AUTOMATIC STYLE MACHINE, CHECK ELECTRICAL EQUIPMENT, CIRCUITS AND PNEUMATIC CELLS WHETHER THEY ARE GOOD. BEFORE THREADING, FILLING, OILING, ADJUSTING OR REPLACING PARTS, ALL POWER SOURCE MUST BE CUT OFF TO PREVENT PERSONAL INJURY.
PART 5. LUBRICATING
LUBRICATION REQUIREMENTS
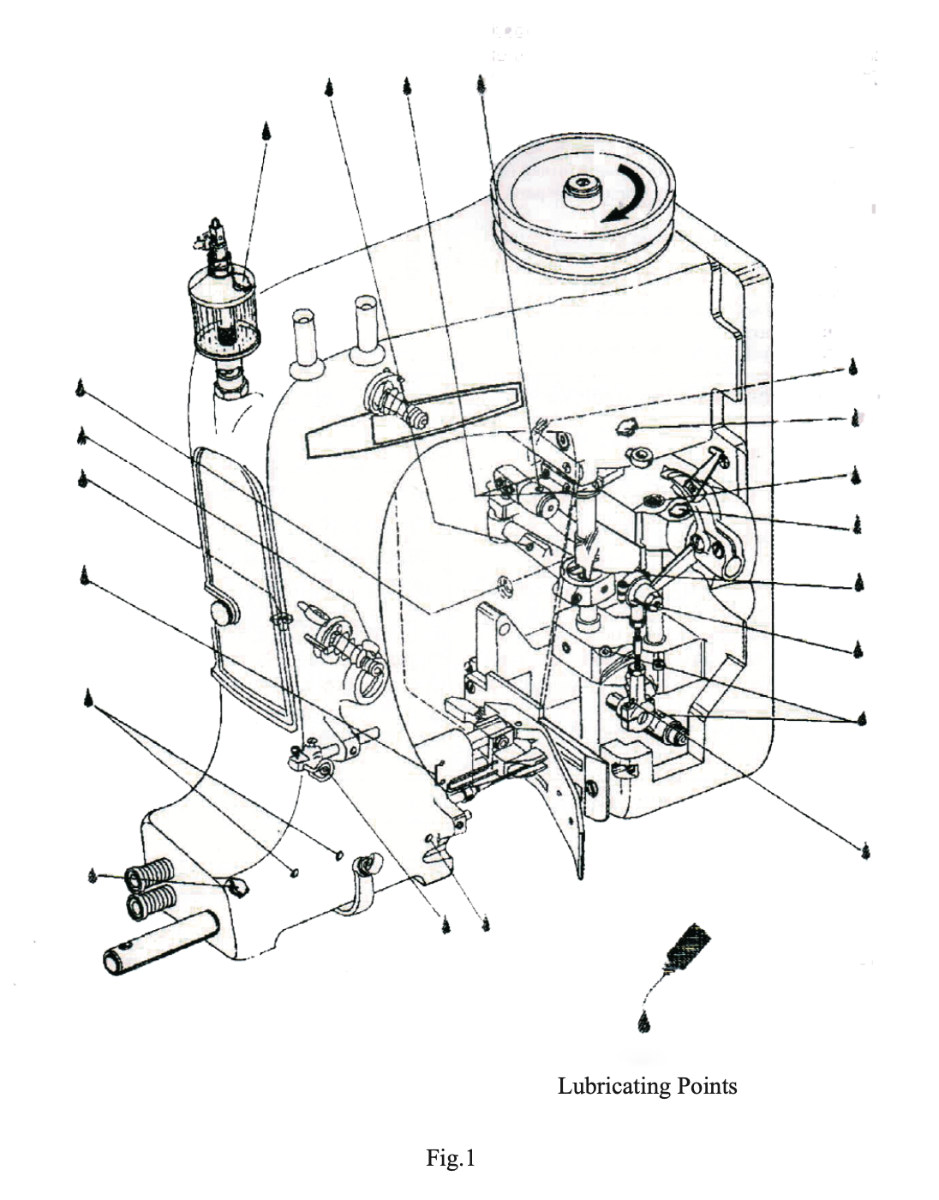
ROUTING MAINTENANCE IS IMPORTANT TO PROLONG THE MACHINE LIFE. MACHINES HAVE TO BE CLEANED AND LUBRICATED TWICE A DAY AT THE LUBRICATING POINTS ACCORDING TO THE OILING DIAGRAM (FIG. 1), MAKING OIL FELT SOAKED IN OIL. THE SIGHT FEED OILER AND OIL SPRAYER HAVE TO BE KEPT FILLED AND SHOULD BE ADJUSTED SO THAT IT FEEDS TWO OR THREE DROPS OF OIL PER MINUTE.
LUBRICATION REQUIREMENTS
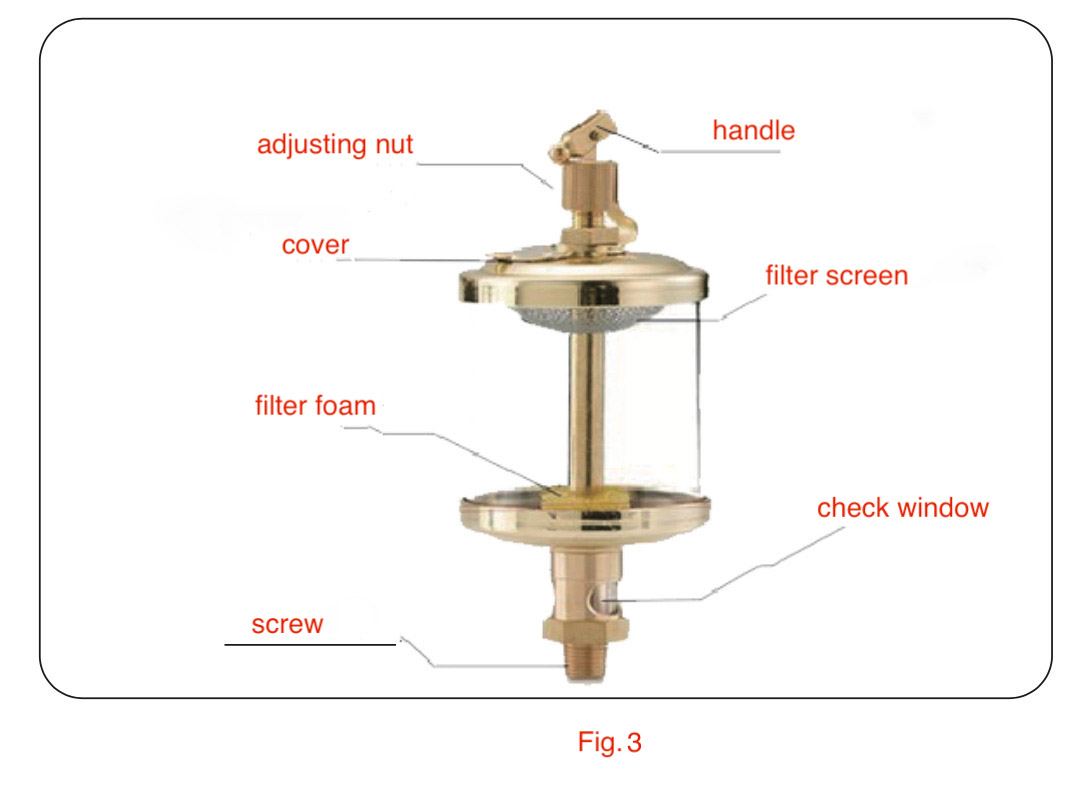
RAISE THE HANDLE TO MAKE IT UPRIGHT, THE NEEDLE VALVE IS LIFTED, AND THE LUBRICATING OIL WILL SLOWLY FLOW INTO THE MACHINE FROM THE OIL HOLE THROUGH THE OIL FILTER. THE AMOUNT OF OIL SUPPLY CAN BE ADJUSTED BY THE NUT UNDER THE HANDLE. WHEN OIL SUPPLY IS NOT NEEDED, LAY THE HANDLE FLAT AND THE NEEDLE VALVE WILL BLOCK THE OIL HOLE. THE STRUCTURE OF THE OIL CUP IS SHOWN IN FIGURE 3.
LUBRICATION REQUIREMENTS
THE LUBRICATING OIL CAN BE LUBRICATED WITH LOW VISCOSITY AUTOMOBILE OIL AT LEAST TWICE A DAY; SEWING MACHINE OIL CAN ALSO BE USED FOR LUBRICATION, BUT THE LUBRICATION FREQUENCY SHOULD BE INCREASED AT LEAST 4 TIMES A DAY.
PART 3. GENERAL DESCRIPTION
MODEL APE-1C / APE-5
THESE MODELS ARE EQUIPPED WITH A MECHANICAL THREADS CUTTER WHICH RECIPROCATES WITH THE OPERATION OF THE MACHINE. AFTER SEWING THE OPENING OF THE BAG INTO THE MACHINE, CONTINUE TO SEW OUT A SECTION OF BRAID. HOLD THE SEWING MATERIAL HANDLE TO PUSH THE BRAID INTO THE OPENING GROOVE OF THE NEEDLE PLATE, AND THE RECIPROCATING CUTTER CAN CUT THE BRAID. THE START AND STOP OF THE MACHINE ARE OPERATED MANUALLY.
APE-1C IS SINGLE NEEDLE TYPE. APE-5 IS DOUBLE NEEDLE TYPE WITH TWO STITCHES AT A TIME.
MODEL APE-3A / APE-4 / APE-5A
- EXTERNAL PNEUMATIC CUTTER MECHANISM.
- INFRARED SENSOR TYPE, AUTOMATIC CONTROL THE START - STOP - CUTTING THREAD WORKING CYCLE.
MODEL APE-1S / APE-3AS
- UP AND LOWER FEEDING MECHANISM, FEED BAGS SYNCHRONOUSLY, SUITABLE FOR MULTI-LAYER PLASTIC BAG SEWING.
- APE-1S IS SEMI-AUTOMATIC TYPE AND APE-3AS IS AUTOMATIC TYPE.
NOTICE: THESE MODELS CYLINDER WORKING PRESSURE IS 0.4~0.6MPA.
THESE MODELS CONTROL SYSTEMS NEED ADDITIONAL OPTIONAL FROM OUR COMPANY.
PART 4. THE POINTS BEFORE OPERATION
NEW MACHINES OR THROUGH LONG TIME STORAGE MACHINES MUST BE CHECKED BEFORE OPERATION. CLEANING THE ANTI-RUST GREASE AND DUST ON THE SURFACE OF THE MACHINE, AND FILLING SEWING MACHINE OIL OR WHITE SPINDLE OIL 60# INTO OIL CUPS AND OIL HOLES. TURNING THE PULLEY CLOCKWISE BY HAND. CHECK FOR FREE AND COORDINATION. CHECK MOTOR ROTATING DIRECTION FOR THE SAME AS THAT OF THE MACHINE RUNNING. THEN STARTING THE MACHINE FOR TEST SEWING.
FOR AUTOMATIC STYLE MACHINE, CHECK ELECTRICAL EQUIPMENT, CIRCUITS AND PNEUMATIC CELLS WHETHER THEY ARE GOOD. BEFORE THREADING, FILLING, OILING, ADJUSTING OR REPLACING PARTS, ALL POWER SOURCE MUST BE CUT OFF TO PREVENT PERSONAL INJURY.
PART 5. LUBRICATING
LUBRICATION REQUIREMENTS
ROUTING MAINTENANCE IS IMPORTANT TO PROLONG THE MACHINE LIFE. MACHINES HAVE TO BE CLEANED AND LUBRICATED TWICE A DAY AT THE LUBRICATING POINTS ACCORDING TO THE OILING DIAGRAM (FIG. 1), MAKING OIL FELT SOAKED IN OIL. THE SIGHT FEED OILER AND OIL SPRAYER HAVE TO BE KEPT FILLED AND SHOULD BE ADJUSTED SO THAT IT FEEDS TWO OR THREE DROPS OF OIL PER MINUTE.
LUBRICATION REQUIREMENTS
RAISE THE HANDLE TO MAKE IT UPRIGHT, THE NEEDLE VALVE IS LIFTED, AND THE LUBRICATING OIL WILL SLOWLY FLOW INTO THE MACHINE FROM THE OIL HOLE THROUGH THE OIL FILTER. THE AMOUNT OF OIL SUPPLY CAN BE ADJUSTED BY THE NUT UNDER THE HANDLE. WHEN OIL SUPPLY IS NOT NEEDED, LAY THE HANDLE FLAT AND THE NEEDLE VALVE WILL BLOCK THE OIL HOLE. THE STRUCTURE OF THE OIL CUP IS SHOWN IN FIGURE 3.
LUBRICATION REQUIREMENTS
THE LUBRICATING OIL CAN BE LUBRICATED WITH LOW VISCOSITY AUTOMOBILE OIL AT LEAST TWICE A DAY; SEWING MACHINE OIL CAN ALSO BE USED FOR LUBRICATION, BUT THE LUBRICATION FREQUENCY SHOULD BE INCREASED AT LEAST 4 TIMES A DAY.
 PART 6. NEEDLE THREAD AND THREADING
SELECTION OF NEEDLE AND THREAD DEPENDS ON QUALITY AND TECHNICAL DEMAND OF SEWING MATERIAL. GOOD COMBINATION OF THE NEEDLE AND THREAD IS ONE OF THE BASIC CONDITIONS TO GET PERFECT SEWING PERFORMANCE. THE NEEDLE POINT MUST BE SHARP, AND THE THREAD MUST BE STRONG ENOUGH.
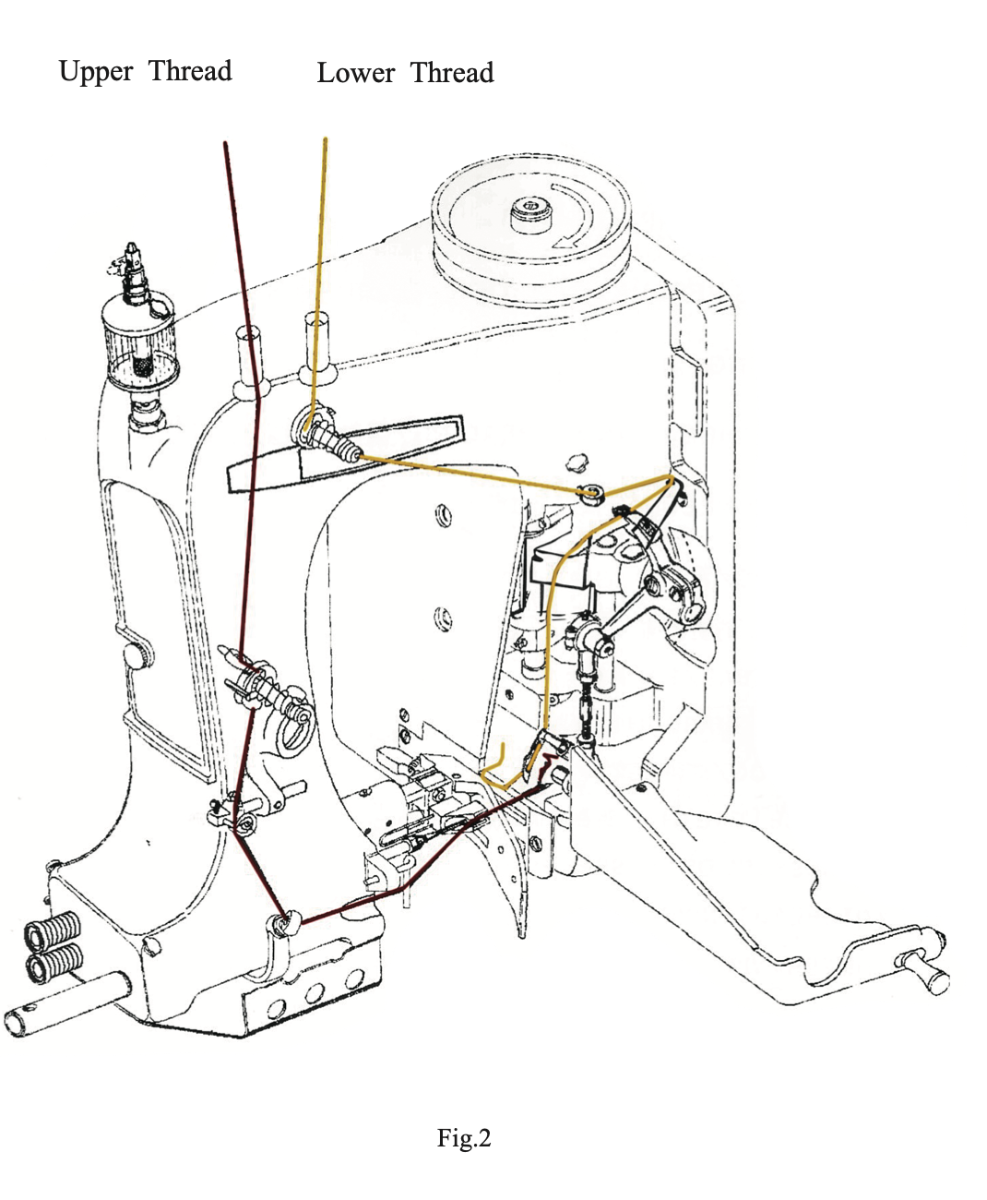
THREAD THE MACHINE AS ILLUSTRATED IN FIG. 2, DRAW OUT UPPER AND LOWER THREAD FROM NEEDLE EYE AND LOOPER HOLE ABOUT 50mm.
PART 7. NEEDLE REPLACEMENT AND INSTALLATION
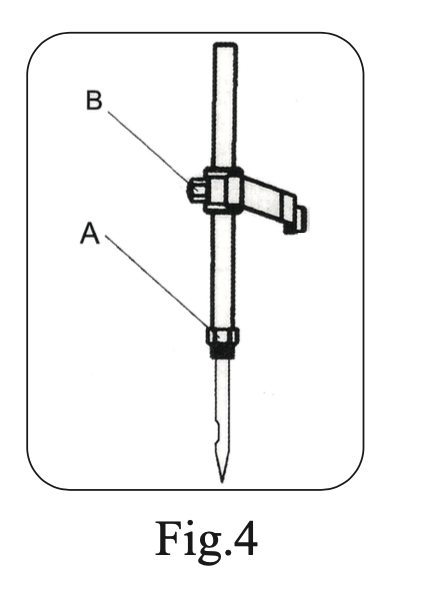
THE NEEDLE IS A FRAGILE PART. WHEN THE EYE OF THE NEEDLE IS OBVIOUSLY WORN AND THE NEEDLE TIP IS BLUNT OR BENT, THE NEEDLE SHOULD BE REPLACED. WHEN CHANGING THE NEEDLE, ROTATE THE PULLEY TO RAISE THE NEEDLE BAR TO THE HIGHEST POINT, LOOSEN THE NUT A (FIGURE 4) WITH A WRENCH AND REPLACE WITH A NEW NEEDLE. THE NEEDLE HANDLE MUST BE INSERTED INTO THE NEEDLE BAR HOLE AND MUST BE INSERTED TO THE END. THE CONCAVE SURFACE OF THE NEEDLE HOLE MUST TOWARD THE DIRECTION OF THE MOVING BAGS. THEN TIGHTEN THE NUT A.
PART 6. NEEDLE THREAD AND THREADING
SELECTION OF NEEDLE AND THREAD DEPENDS ON QUALITY AND TECHNICAL DEMAND OF SEWING MATERIAL. GOOD COMBINATION OF THE NEEDLE AND THREAD IS ONE OF THE BASIC CONDITIONS TO GET PERFECT SEWING PERFORMANCE. THE NEEDLE POINT MUST BE SHARP, AND THE THREAD MUST BE STRONG ENOUGH.
THREAD THE MACHINE AS ILLUSTRATED IN FIG. 2, DRAW OUT UPPER AND LOWER THREAD FROM NEEDLE EYE AND LOOPER HOLE ABOUT 50mm.
PART 7. NEEDLE REPLACEMENT AND INSTALLATION
THE NEEDLE IS A FRAGILE PART. WHEN THE EYE OF THE NEEDLE IS OBVIOUSLY WORN AND THE NEEDLE TIP IS BLUNT OR BENT, THE NEEDLE SHOULD BE REPLACED. WHEN CHANGING THE NEEDLE, ROTATE THE PULLEY TO RAISE THE NEEDLE BAR TO THE HIGHEST POINT, LOOSEN THE NUT A (FIGURE 4) WITH A WRENCH AND REPLACE WITH A NEW NEEDLE. THE NEEDLE HANDLE MUST BE INSERTED INTO THE NEEDLE BAR HOLE AND MUST BE INSERTED TO THE END. THE CONCAVE SURFACE OF THE NEEDLE HOLE MUST TOWARD THE DIRECTION OF THE MOVING BAGS. THEN TIGHTEN THE NUT A.
 NOTE THE FOLLOWING:
- IF THE NEEDLE HANDLE IS NOT INSERTED TO THE END, OR THE NEEDLE IS INSTALLED REVERSELY, IT WILL CAUSE THREAD BREAKING UP OR SKIPPING.
- THE NEEDLE IS A KEY PART; THEREFORE, THE ORIGINAL HIGH-QUALITY NEEDLE SHOULD BE USED.
- THE MATCHING OF THE NEEDLE AND THE SEWING THREAD IS ONE OF THE BASIC CONDITIONS FOR NORMAL SEWING PERFORMANCE. THE PRINCIPLE OF NEEDLE SELECTION: THICK NEEDLES FOR THICK THREADS AND THIN NEEDLES FOR THIN THREADS.
PART 8. ADJUSTING
(1) LOOPER
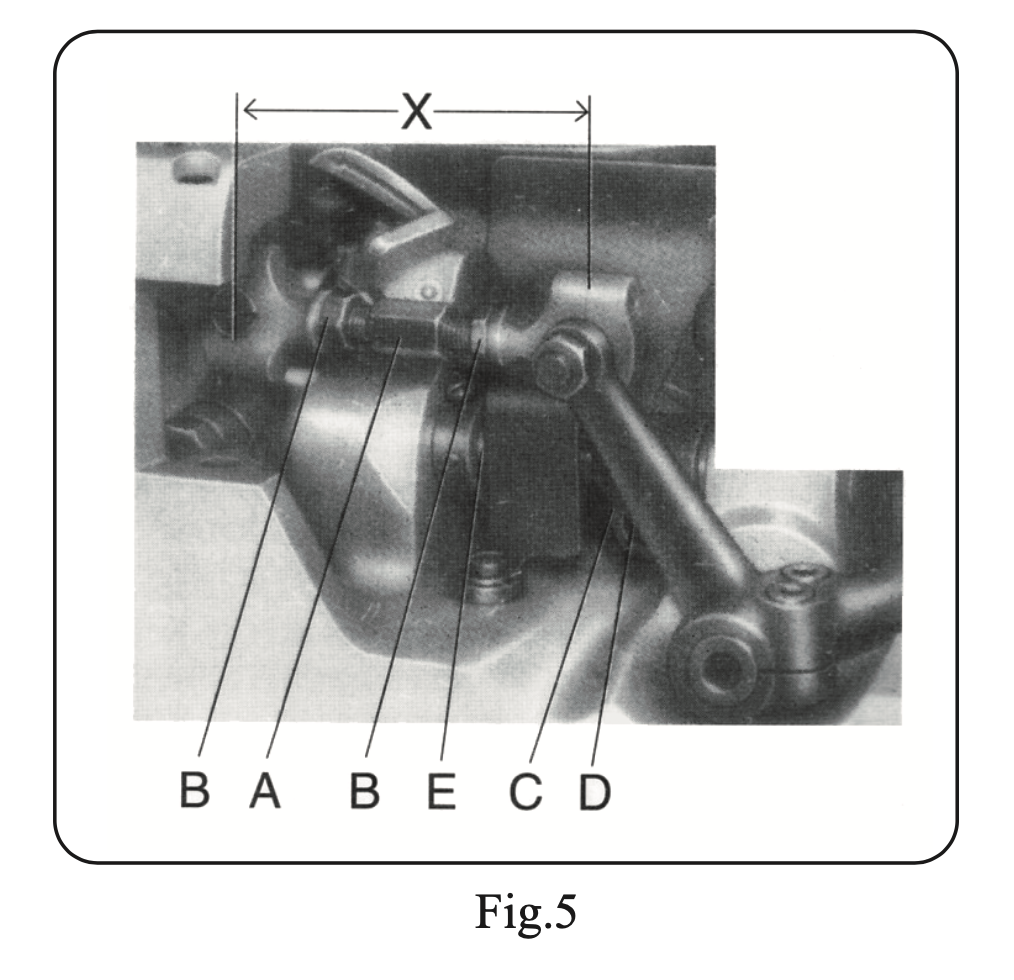
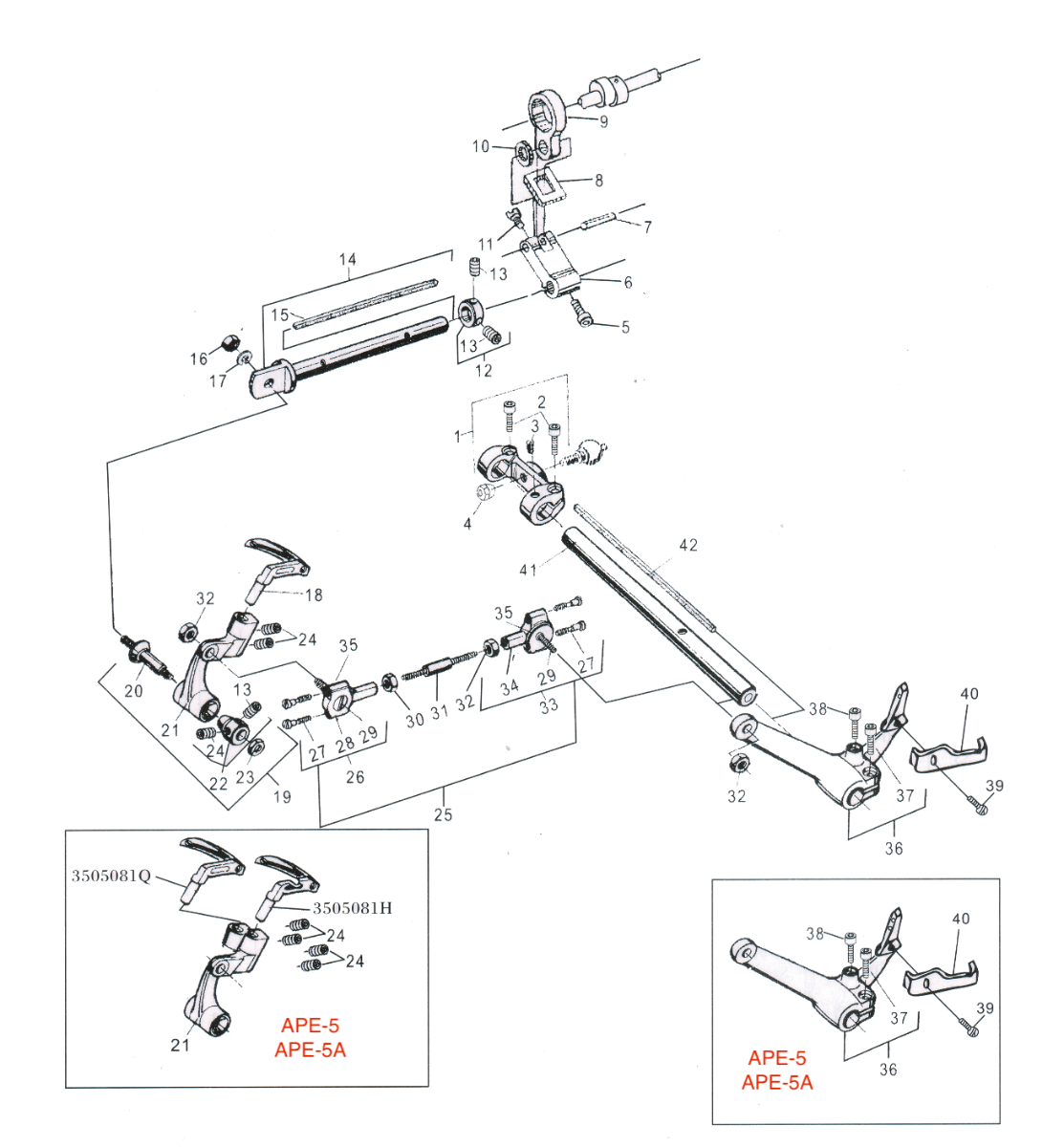
A. FIRST, SET THE LOOPER CONNECTING ROD A (FIG 5). SO, THE DISTANCE X(FIG.5) BETWEEN THE CENTER LINES OF THE TWO BALL JOINTS IS 69.8mm. FOR ADJUSTMENT, LOOSEN THE TWO NUTS B AND TURN CONNECTING ROD A FORWARD OR BACKWARD AS REQUIRED TO OBTAIN SPECIFIED DIMENSION. RETIGHTEN NUTS B.
CAUTION: THE NUT ON THE LEFT IS LEFT-HAND THREAD
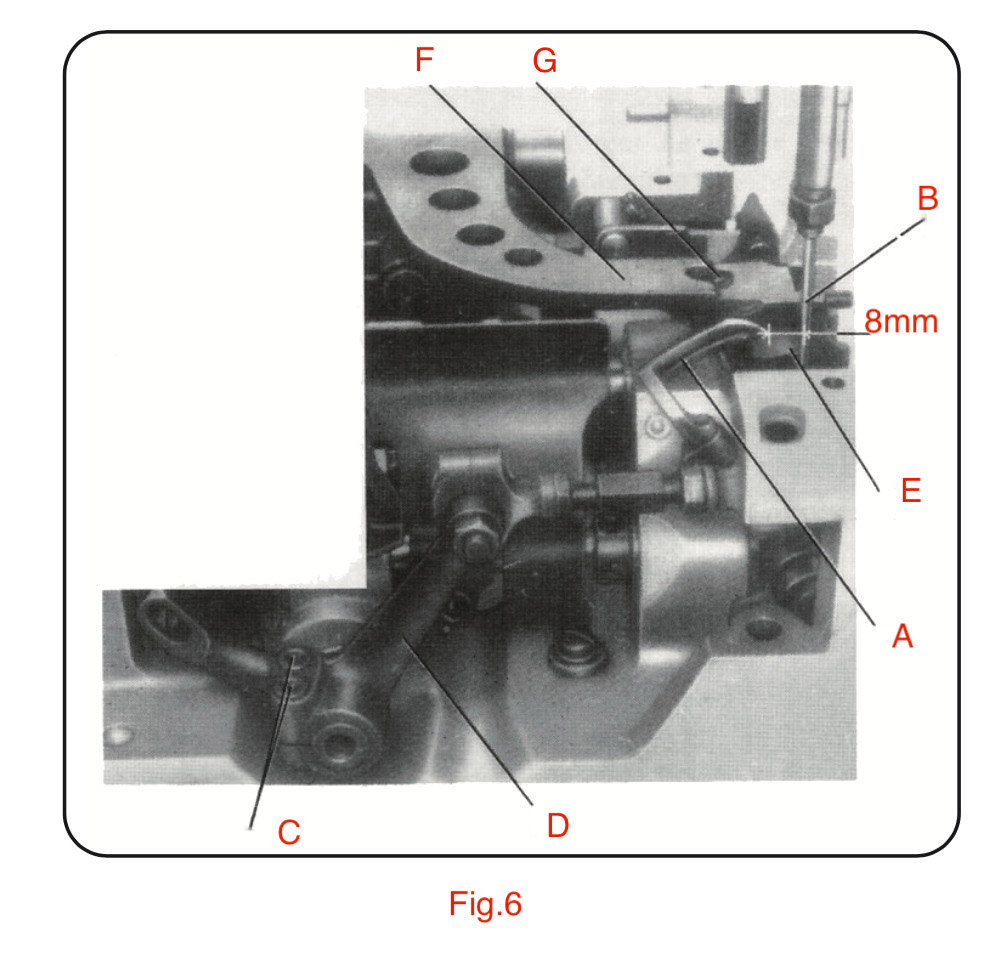
B. ROTATE THE MACHINE PULLEY CLOCKWISE BY HAND, SO THAT THE NEEDLE BAR MOVES TO THE LOWEST POINT, AT THE SAME TIME THE LOOPER MOVES BACK TO ITS FARTHEST POSITION TO THE RIGHT. THE DISTANCE FROM THE POINT OF THE LOOPER A (FIG. 6) TO THE CENTERLINE OF THE NEEDLE IS 8mm. FOR ADJUSTMENT, LOOSEN TWO SCREWS C IN THE LOOPER DRIVE LEVER, ROTATE LOOPER DRIVE LEVER D LEFT OR RIGHT AS REQUIRED TO OBTAIN SPECIFIED DIMENSION AND RETIGHTEN SCREWS C.
CAUTION: PULL LOOPER DRIVE LEVER ROCKER BACK TIGHTLY WHEN TIGHTEN SCREWS C SO THAT THE END FACE OF THE LOOPER DRIVE LEVER ROCKER LEANS AGAINST THAT OF SHAFT BUSHING, ASSURING THAT CLEARANCE BETWEEN BOTH ENDS IS TAKEN OUT. (OTHERWISE, IT WILL MAKE NOISES.)
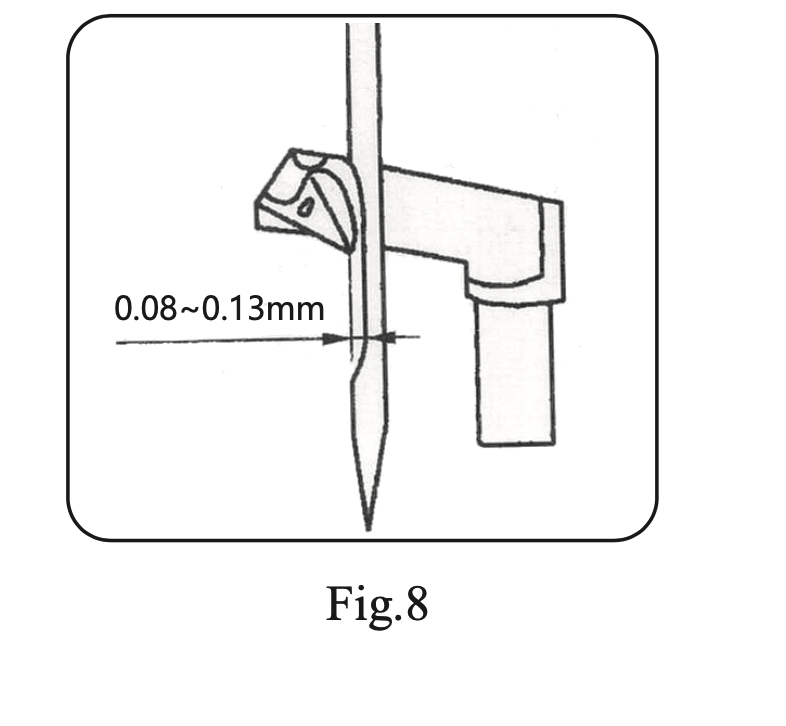
C. ROTATE THE MACHINE PULLEY SO THAT THE LOOPER A (FIG. 6) MOVES FROM RIGHT TO LEFT. THE LOOPER POINT SHOULD PASS CLOSE AS POSSIBLE AS THE BACK OF THE NEEDLE WITHOUT CONTACTING, ABOUT 0.08 TO 0.13mm (FIG. 7) CLEARANCE. FOR ADJUSTMENT. LOOSEN SCREW D (FIG 5) IN THE LOOPER ECCENTRIC FORK C AND TURN ROCKER SHAFT E ON THE LOOPER ROCKER WITH THE LOOPER FORWARD OR BACKWARD AS REQUIRED. THEN RETIGHTEN SCREW D.
NOTE THE FOLLOWING:
- IF THE NEEDLE HANDLE IS NOT INSERTED TO THE END, OR THE NEEDLE IS INSTALLED REVERSELY, IT WILL CAUSE THREAD BREAKING UP OR SKIPPING.
- THE NEEDLE IS A KEY PART; THEREFORE, THE ORIGINAL HIGH-QUALITY NEEDLE SHOULD BE USED.
- THE MATCHING OF THE NEEDLE AND THE SEWING THREAD IS ONE OF THE BASIC CONDITIONS FOR NORMAL SEWING PERFORMANCE. THE PRINCIPLE OF NEEDLE SELECTION: THICK NEEDLES FOR THICK THREADS AND THIN NEEDLES FOR THIN THREADS.
PART 8. ADJUSTING
(1) LOOPER
A. FIRST, SET THE LOOPER CONNECTING ROD A (FIG 5). SO, THE DISTANCE X(FIG.5) BETWEEN THE CENTER LINES OF THE TWO BALL JOINTS IS 69.8mm. FOR ADJUSTMENT, LOOSEN THE TWO NUTS B AND TURN CONNECTING ROD A FORWARD OR BACKWARD AS REQUIRED TO OBTAIN SPECIFIED DIMENSION. RETIGHTEN NUTS B.
CAUTION: THE NUT ON THE LEFT IS LEFT-HAND THREAD
B. ROTATE THE MACHINE PULLEY CLOCKWISE BY HAND, SO THAT THE NEEDLE BAR MOVES TO THE LOWEST POINT, AT THE SAME TIME THE LOOPER MOVES BACK TO ITS FARTHEST POSITION TO THE RIGHT. THE DISTANCE FROM THE POINT OF THE LOOPER A (FIG. 6) TO THE CENTERLINE OF THE NEEDLE IS 8mm. FOR ADJUSTMENT, LOOSEN TWO SCREWS C IN THE LOOPER DRIVE LEVER, ROTATE LOOPER DRIVE LEVER D LEFT OR RIGHT AS REQUIRED TO OBTAIN SPECIFIED DIMENSION AND RETIGHTEN SCREWS C.
CAUTION: PULL LOOPER DRIVE LEVER ROCKER BACK TIGHTLY WHEN TIGHTEN SCREWS C SO THAT THE END FACE OF THE LOOPER DRIVE LEVER ROCKER LEANS AGAINST THAT OF SHAFT BUSHING, ASSURING THAT CLEARANCE BETWEEN BOTH ENDS IS TAKEN OUT. (OTHERWISE, IT WILL MAKE NOISES.)
C. ROTATE THE MACHINE PULLEY SO THAT THE LOOPER A (FIG. 6) MOVES FROM RIGHT TO LEFT. THE LOOPER POINT SHOULD PASS CLOSE AS POSSIBLE AS THE BACK OF THE NEEDLE WITHOUT CONTACTING, ABOUT 0.08 TO 0.13mm (FIG. 7) CLEARANCE. FOR ADJUSTMENT. LOOSEN SCREW D (FIG 5) IN THE LOOPER ECCENTRIC FORK C AND TURN ROCKER SHAFT E ON THE LOOPER ROCKER WITH THE LOOPER FORWARD OR BACKWARD AS REQUIRED. THEN RETIGHTEN SCREW D.
 (2) NEEDLE BAR
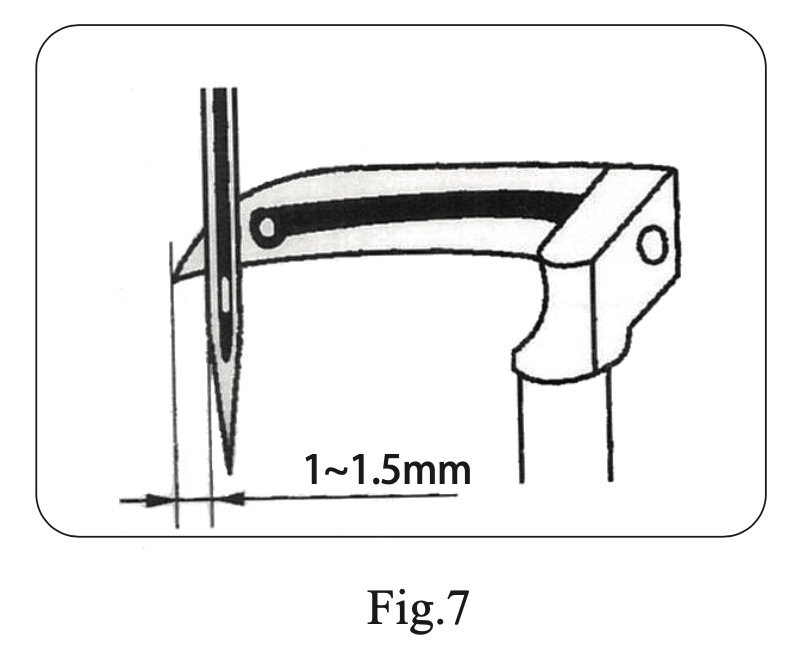
REMOVE THE THROAT PLATE. ROTATE THE MACHINE PULLEY IN OPERATING DIRECTION UNTIL THE LOOPER MOVING TO THE LEFT. WHEN THE LOOPER POINT PROJECTS 1~1. 5mm LEFT OF THE NEEDLE. THE LOWER EDGE OF LOOPER AND THE UPPER EDGE OF NEEDLE EYE MUST BE FLUSH IN THIS POSITION (FIG.8) FOR ADJUSTMENT, LOOSEN CLAMP SCREW B (FIG 4) IN THE NEEDLE BAR UP OR DOWN AS REQUIRED. RETIGHTEN SCREW B AND REMOUNT THROAT PLATE.
(3) NEEDLE GUARD
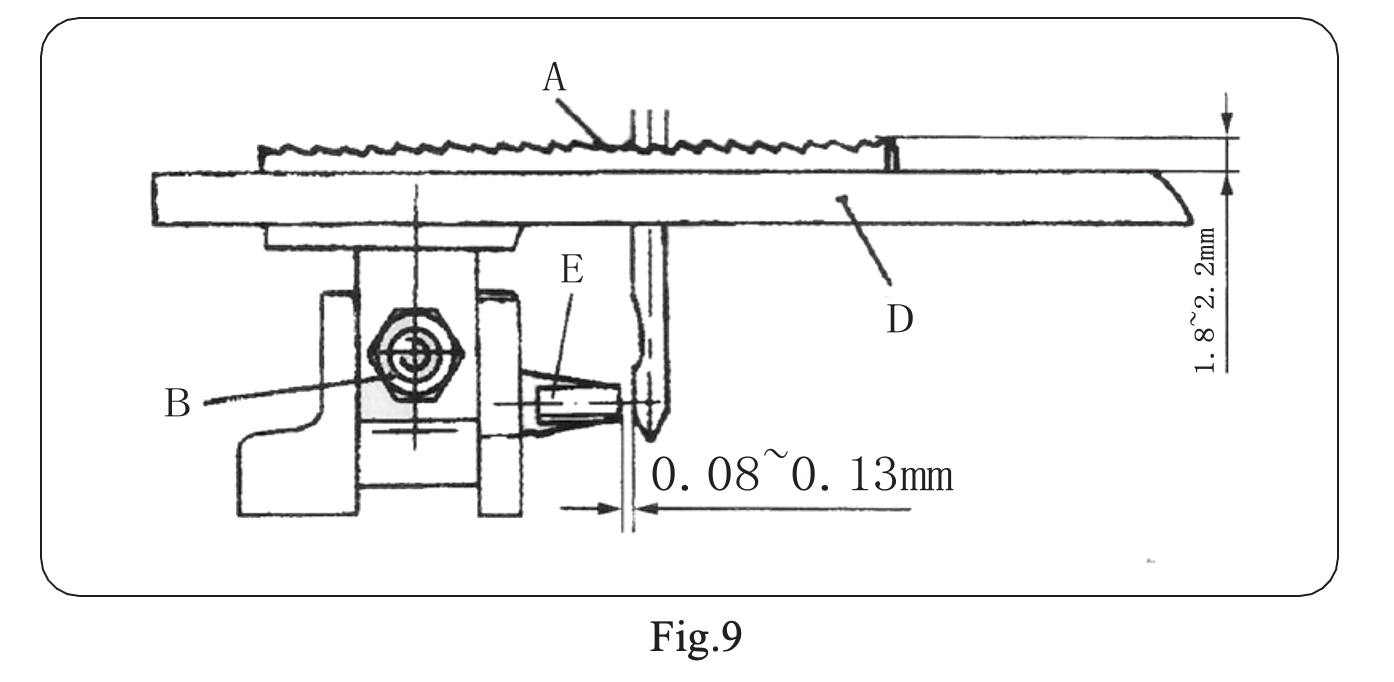
THE NEEDLE GUARD E (FIG .9) WILL PROTECT THE NEEDLE AND PREVENT IT FROM BENDING OR BREAKING WHEN THE NEEDLE GOES DOWN. THE CLEARANCE BETWEEN THE NEEDLE AND THE NEEDLE GUARD IS 0.08mm TO 0.13mm (FIG.9). FOR ADJUSTMENT. ROTATING PULLEY IN THE DIRECTION OF OPERATING, SO THAT THE NEEDLE GUARD MOVES AGAINST THE NEEDLE. LOOSEN SET SCREW G ON FEED DOG HOLDER (FIG. 6), MOVE THE NEEDLE GUARD ACCORDINGLY. RETIGHTEN SCREW G.
(2) NEEDLE BAR
REMOVE THE THROAT PLATE. ROTATE THE MACHINE PULLEY IN OPERATING DIRECTION UNTIL THE LOOPER MOVING TO THE LEFT. WHEN THE LOOPER POINT PROJECTS 1~1. 5mm LEFT OF THE NEEDLE. THE LOWER EDGE OF LOOPER AND THE UPPER EDGE OF NEEDLE EYE MUST BE FLUSH IN THIS POSITION (FIG.8) FOR ADJUSTMENT, LOOSEN CLAMP SCREW B (FIG 4) IN THE NEEDLE BAR UP OR DOWN AS REQUIRED. RETIGHTEN SCREW B AND REMOUNT THROAT PLATE.
(3) NEEDLE GUARD
THE NEEDLE GUARD E (FIG .9) WILL PROTECT THE NEEDLE AND PREVENT IT FROM BENDING OR BREAKING WHEN THE NEEDLE GOES DOWN. THE CLEARANCE BETWEEN THE NEEDLE AND THE NEEDLE GUARD IS 0.08mm TO 0.13mm (FIG.9). FOR ADJUSTMENT. ROTATING PULLEY IN THE DIRECTION OF OPERATING, SO THAT THE NEEDLE GUARD MOVES AGAINST THE NEEDLE. LOOSEN SET SCREW G ON FEED DOG HOLDER (FIG. 6), MOVE THE NEEDLE GUARD ACCORDINGLY. RETIGHTEN SCREW G.
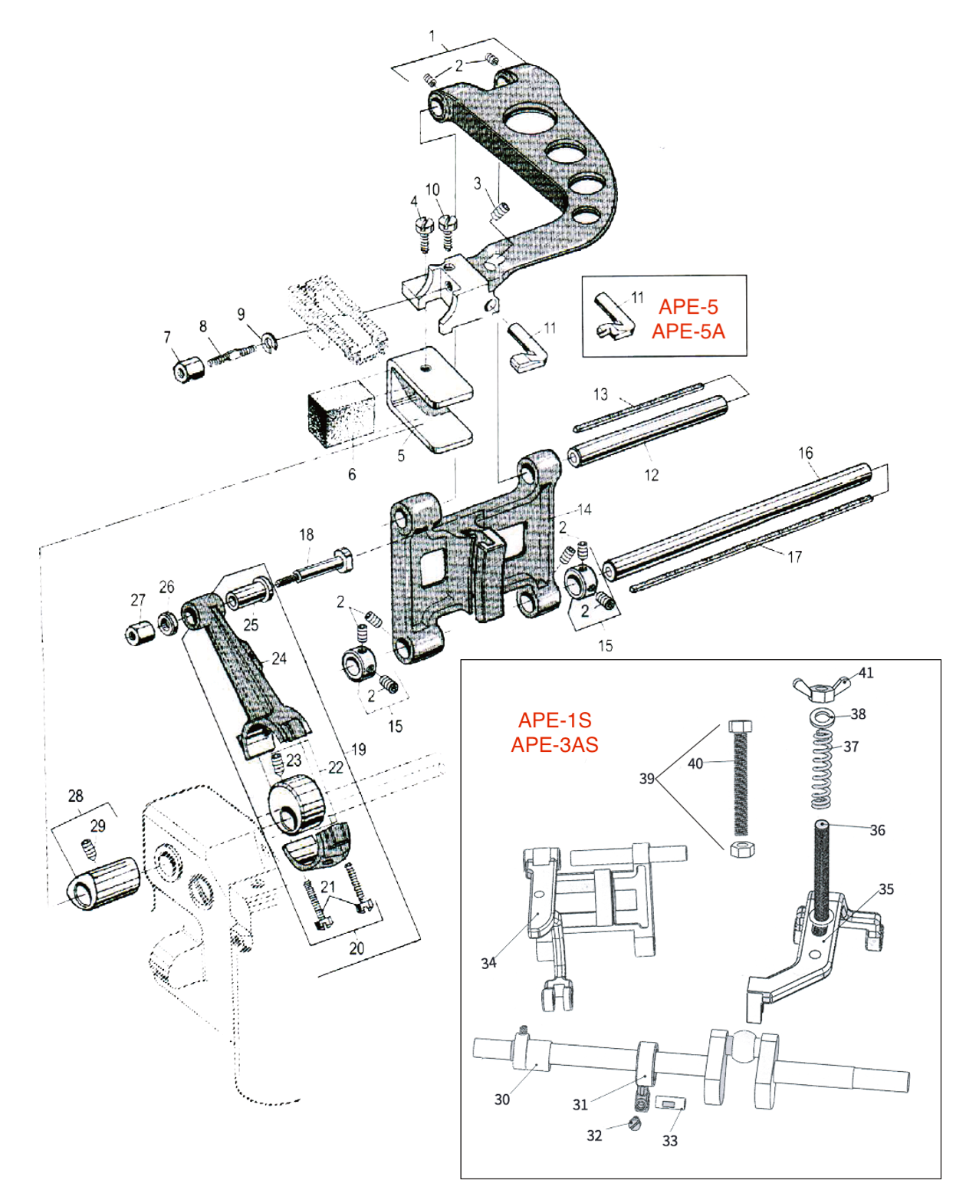
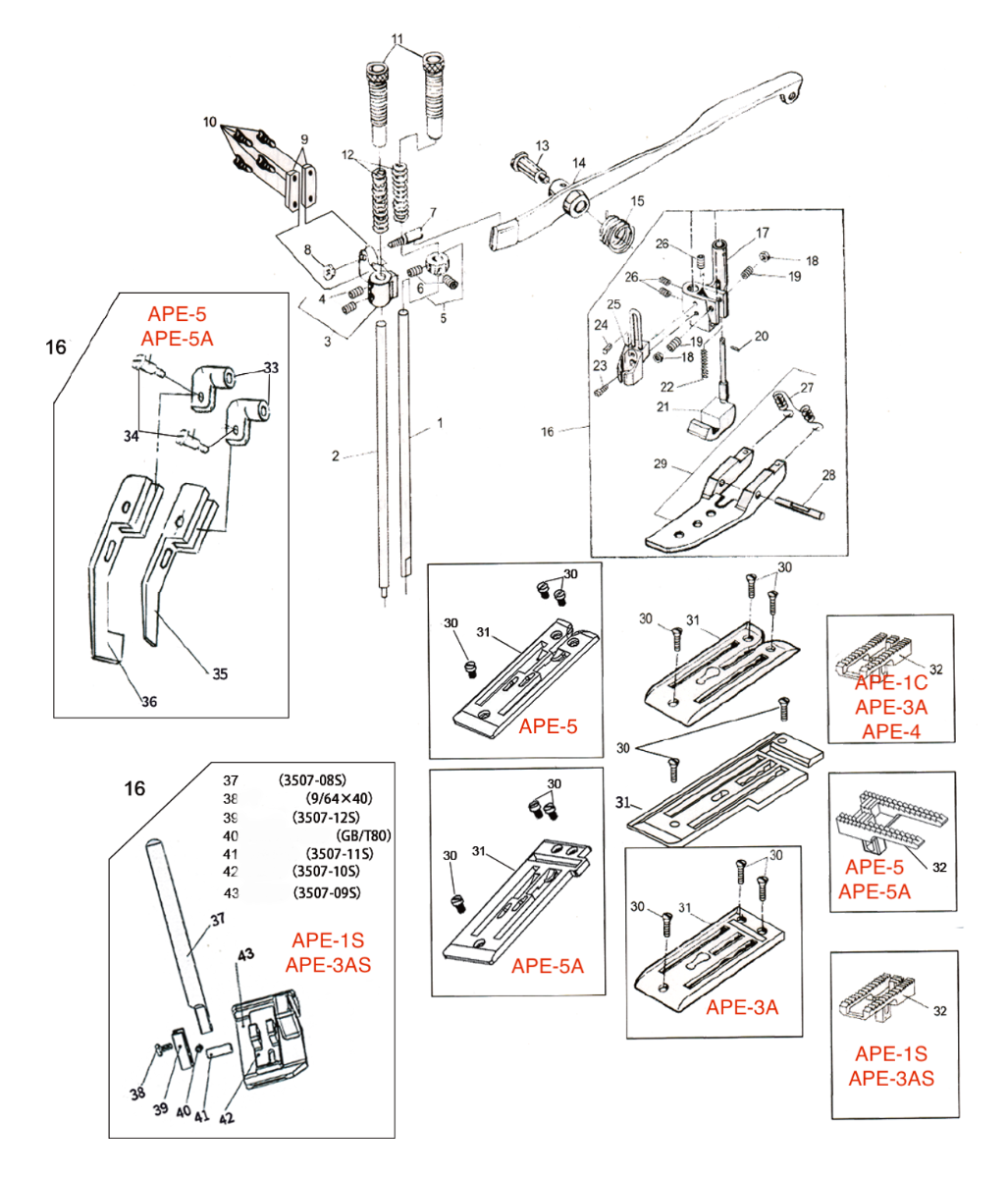
 (4) Feed Dog
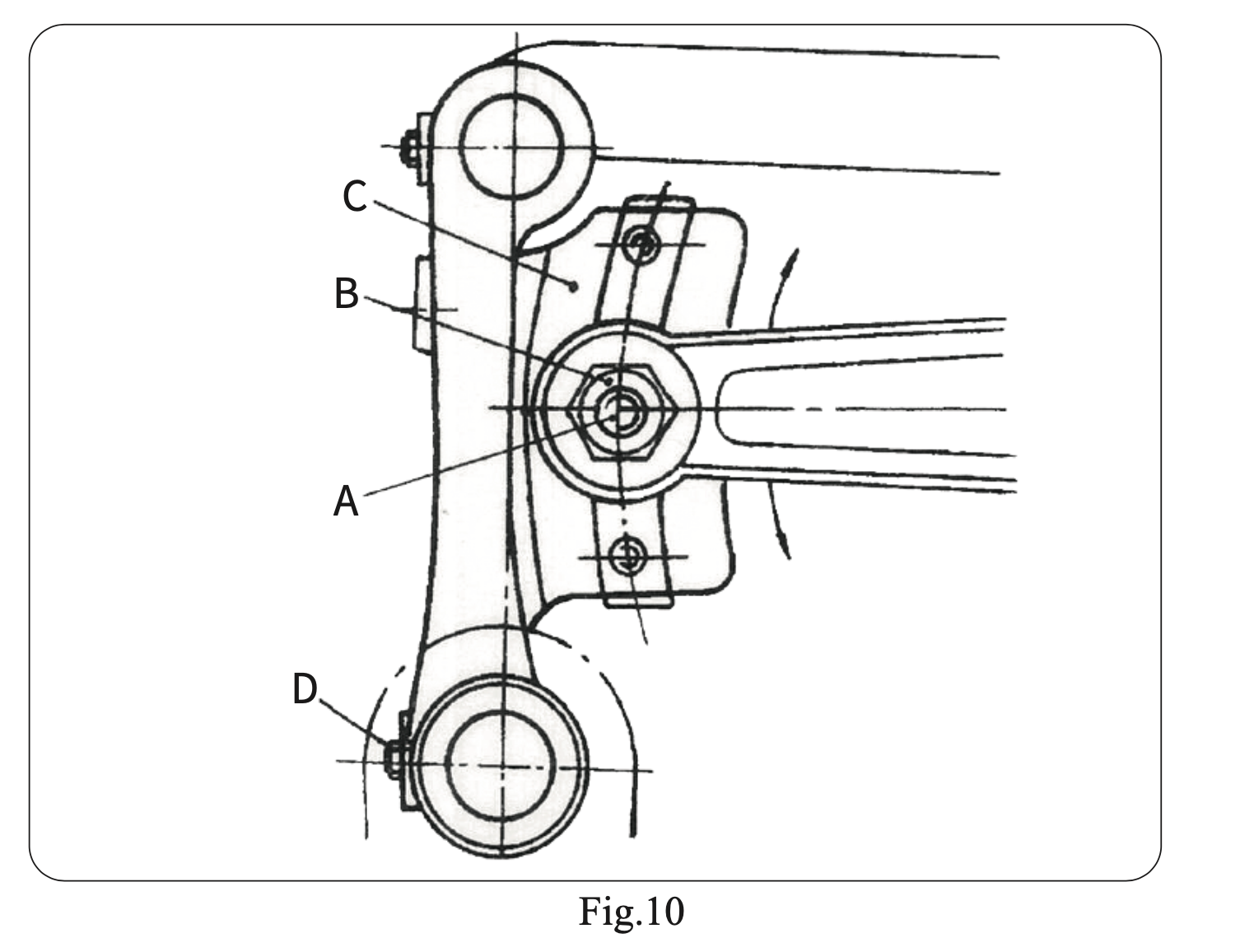
THE HEIGHT OF THE FEED DOG A (FIG 10) IS DETERMINED BY THE QUALITY AND THE THICKNESS OF THE SEWING MATERIALS. FOR CLOSING THIN MATERIAL SUCH AS BAGS MADE OF CLOTH AND PLASTIC, TEETH SURFACE SHOULD PROJECT 1.8mm ABOVE THE THROAT PLATE D TOP SURFACE, AND FOR SACKS ABOUT 2.2mm ABOVE THE THROAT PLATE. FOR SETTING, MOVE THE FEED DOG TO THE HIGHEST POSITION, LOOSEN NUT B AND ADJUST FEED DOG BY RAISING OR LOWERING IT. RETIGHTEN NUT B.
IF FEED DOG IS NOT IN THE CENTER IN THE THROAT PLATE SLOTS, LOOSEN SCREWS D IN THE FEED ROCKER C (FIG 10), MOVE THE FEED ROCKER RIGHT OR LEFT AS REQUIRED. THEN RETIGHTEN SCREWS D.
(4) Feed Dog
THE HEIGHT OF THE FEED DOG A (FIG 10) IS DETERMINED BY THE QUALITY AND THE THICKNESS OF THE SEWING MATERIALS. FOR CLOSING THIN MATERIAL SUCH AS BAGS MADE OF CLOTH AND PLASTIC, TEETH SURFACE SHOULD PROJECT 1.8mm ABOVE THE THROAT PLATE D TOP SURFACE, AND FOR SACKS ABOUT 2.2mm ABOVE THE THROAT PLATE. FOR SETTING, MOVE THE FEED DOG TO THE HIGHEST POSITION, LOOSEN NUT B AND ADJUST FEED DOG BY RAISING OR LOWERING IT. RETIGHTEN NUT B.
IF FEED DOG IS NOT IN THE CENTER IN THE THROAT PLATE SLOTS, LOOSEN SCREWS D IN THE FEED ROCKER C (FIG 10), MOVE THE FEED ROCKER RIGHT OR LEFT AS REQUIRED. THEN RETIGHTEN SCREWS D.
 (5) STITCH LENGTH
THE LENGTH OF THE STITCH CAN BE ADJUSTED BY RAISING OR LOWERING THE STUD A IN THE SEGMENT SLOT OF THE FEED ROCKER C (FIG 10). LOWERING THE STUD WILL LENGTHEN THE STITCH. AFTER LOOSENING NUT B, STUD A CAN BE MOVED ACCORDINGLY. WHEN THE DESIRED STITCH LENGTH IS OBTAINED, RETIGHTEN NUT B.
CAUTION: ANY CHANGE OF STITCH LENGTH WILL NECESSITATE A CORRESPONDING CHANGE OF CLEARANCE BETWEEN THE NEEDLE GUARD AND NEEDLE.
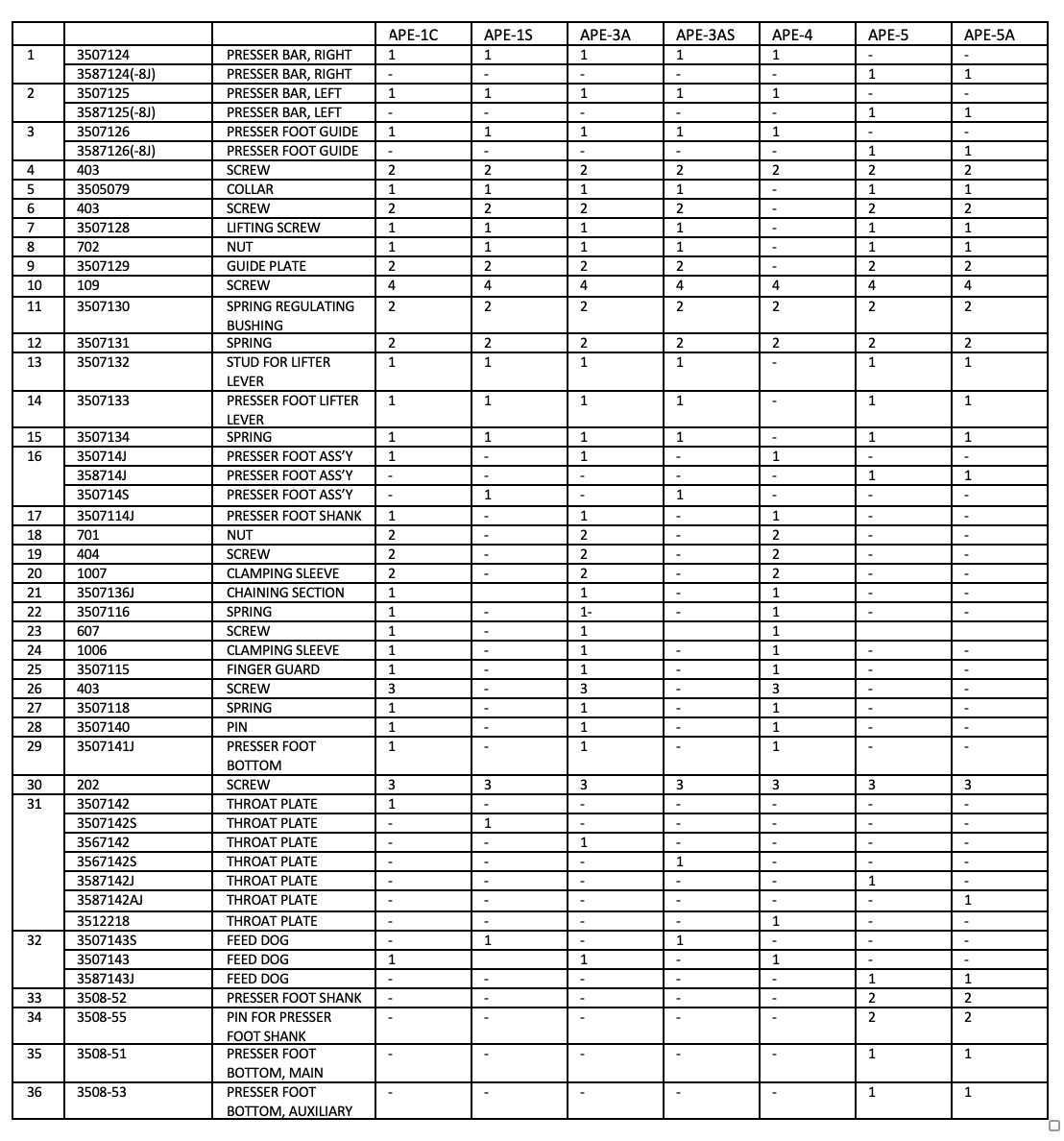
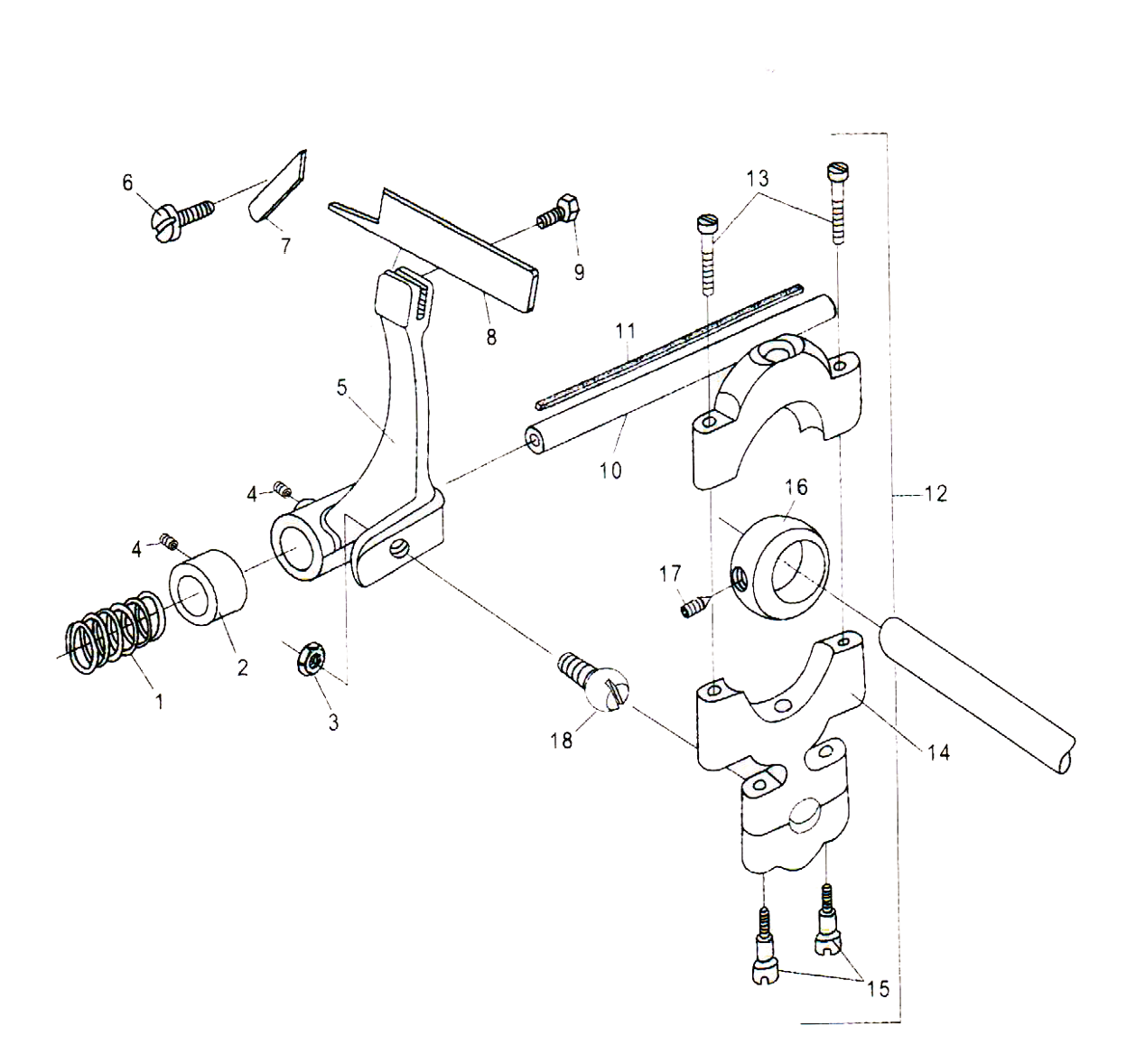
(6) PRESSURE OF PRESSER FOOT
THE PRESSURE OF PRESSER FOOT IS DETERMINED BY THE THICKNESS OF THE SEWING MATERIAL. WHEN SEWING THIN MATERIALS, DECREASE PRESSURE; WHEN SEWING THICK MATERIALS, INCREASE PRESSURE. WHEN FEED SEWING MATERIALS SMOOTHLY AND STITCHES ARE UNIFORM, DON'T INCREASE PRESSURE, TO REDUCE PARTS WEAR. FOR SETTING PRESSURE, TURN THE TWO COLLARS A IN TO INCREASE PRESSURE, TURN OUT TO DECREASE PRESSURE.
(7) THREAD TENSION
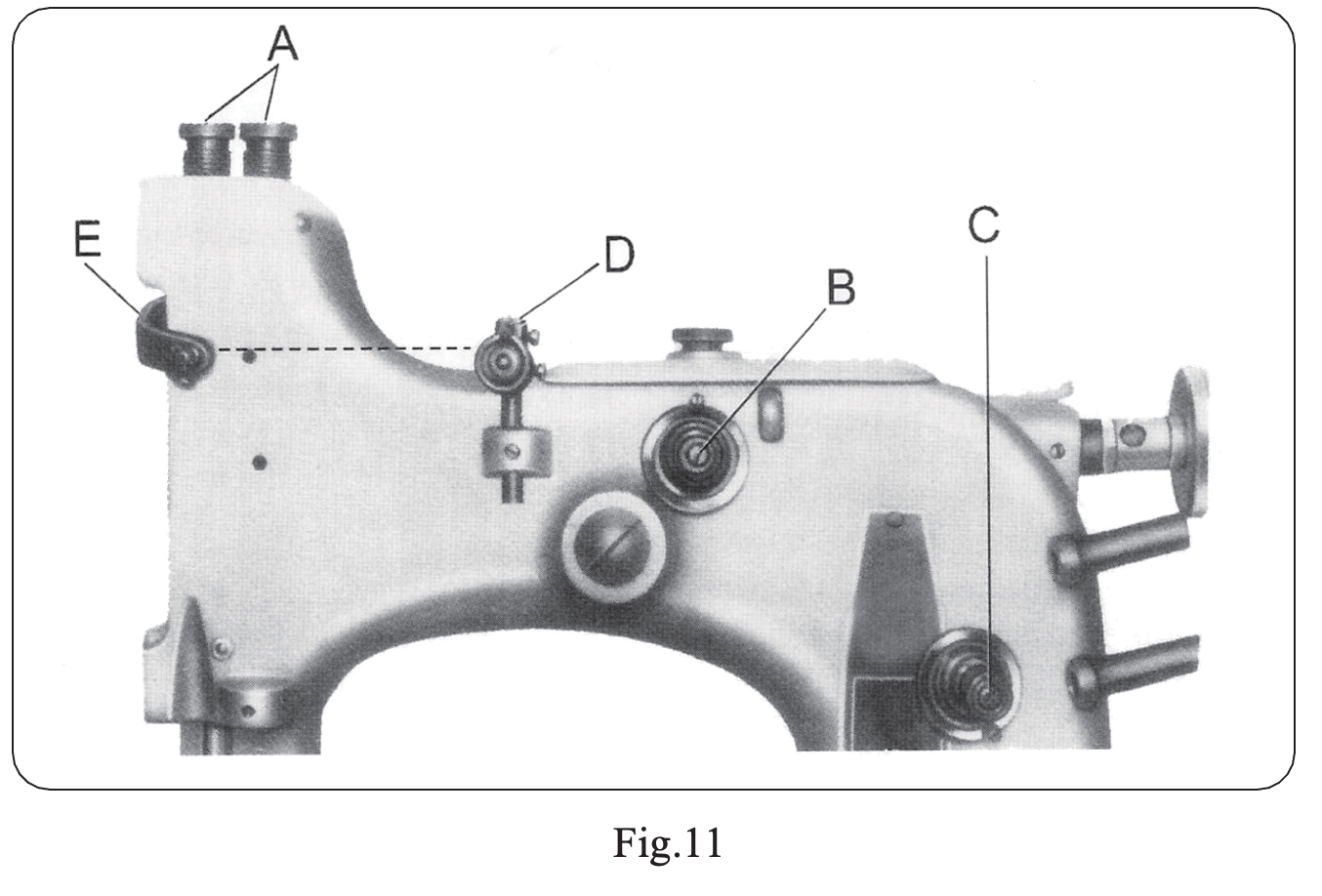
THREAD TENSION IS ADJUSTED BY THREAD TENSION ASSEMBLY B AND C (FIG. 11). TENSION OF UPPER THREAD IS GENERALLY STRONGER THAN THAT OF LOWER THREAD. TURN THREAD TENSION B AND C IN TO INCREASE THE TENSION, TURN THEM OUT TO DECREASE THE TENSION. IF THE STITCH IS STILL NOT GOOD, SHOULD ADJUST THE HEIGHT OF THREAD ADJUSTING BAR D. THE HEIGHT OF THE THREAD ADJUSTING BAR D IS AT THE SAME LEVEL WITH THE THREAD EYE OF THE NEEDLE BAR CONNECTION AT ITS HIGHEST POSITION.
(5) STITCH LENGTH
THE LENGTH OF THE STITCH CAN BE ADJUSTED BY RAISING OR LOWERING THE STUD A IN THE SEGMENT SLOT OF THE FEED ROCKER C (FIG 10). LOWERING THE STUD WILL LENGTHEN THE STITCH. AFTER LOOSENING NUT B, STUD A CAN BE MOVED ACCORDINGLY. WHEN THE DESIRED STITCH LENGTH IS OBTAINED, RETIGHTEN NUT B.
CAUTION: ANY CHANGE OF STITCH LENGTH WILL NECESSITATE A CORRESPONDING CHANGE OF CLEARANCE BETWEEN THE NEEDLE GUARD AND NEEDLE.
(6) PRESSURE OF PRESSER FOOT
THE PRESSURE OF PRESSER FOOT IS DETERMINED BY THE THICKNESS OF THE SEWING MATERIAL. WHEN SEWING THIN MATERIALS, DECREASE PRESSURE; WHEN SEWING THICK MATERIALS, INCREASE PRESSURE. WHEN FEED SEWING MATERIALS SMOOTHLY AND STITCHES ARE UNIFORM, DON'T INCREASE PRESSURE, TO REDUCE PARTS WEAR. FOR SETTING PRESSURE, TURN THE TWO COLLARS A IN TO INCREASE PRESSURE, TURN OUT TO DECREASE PRESSURE.
(7) THREAD TENSION
THREAD TENSION IS ADJUSTED BY THREAD TENSION ASSEMBLY B AND C (FIG. 11). TENSION OF UPPER THREAD IS GENERALLY STRONGER THAN THAT OF LOWER THREAD. TURN THREAD TENSION B AND C IN TO INCREASE THE TENSION, TURN THEM OUT TO DECREASE THE TENSION. IF THE STITCH IS STILL NOT GOOD, SHOULD ADJUST THE HEIGHT OF THREAD ADJUSTING BAR D. THE HEIGHT OF THE THREAD ADJUSTING BAR D IS AT THE SAME LEVEL WITH THE THREAD EYE OF THE NEEDLE BAR CONNECTION AT ITS HIGHEST POSITION.
 (8) MECHANISM THREAD CHAIN CUTTER
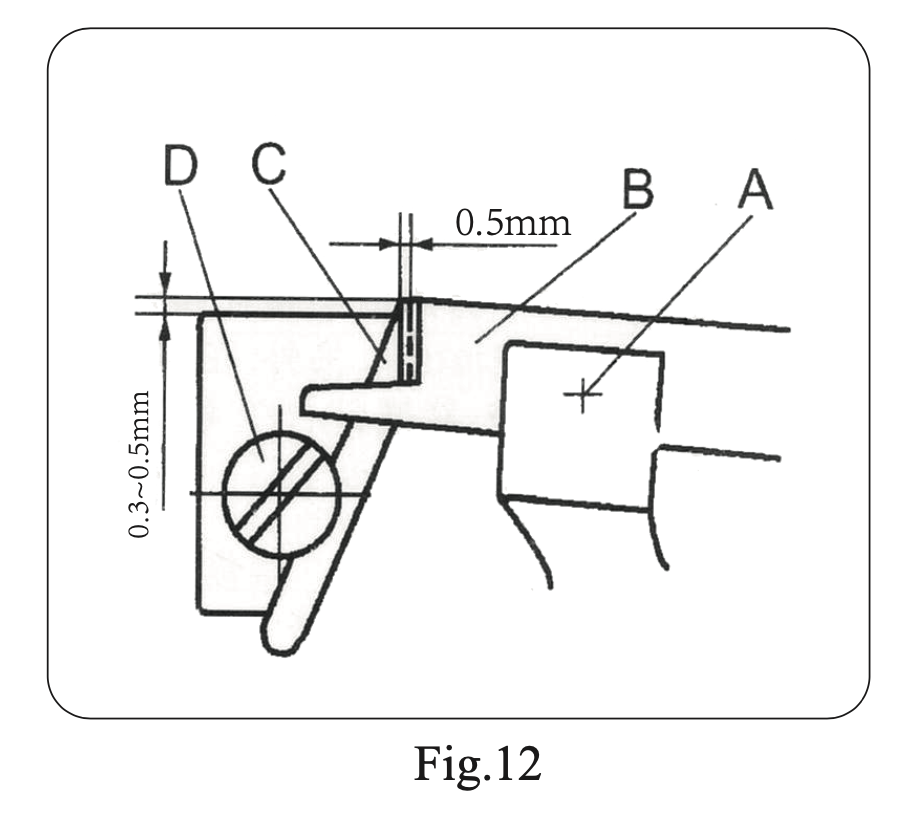
MODEL APE-1C/APE-1S/APE-5 THREAD CHAIN CUTTER IS DRIVEN BY MECHANISM. THE KNIFE C (FIG. 12) IS POSITIONED IN THE TAPERED SLOT IN THE FRONT OF THE BASE BY SCREW D. THE CUTTING STEEL B IS POSITIONED IN THE SLOT OF THE KNIFE HOLDER BY SCREW A AND GOES BACK AND FORTH WITH THE RUNNING OF THE MACHINE. IN CUTTING, THE EDGE OF THE CUTTING STEEL AND THE KNIFE SHOULD OVERLAP BY 0.5mm. FOR ADJUSTMENT, LOOSEN SCREW A AND D, SET AS REQUIRED, RETIGHTEN SCREW.
CAUTION: THE TIPS OF THE KNIFE AND CUTTING STEEL SHOULD BE POSITIONED 0.3 TO 0.5mm ABOVE THE THROAT PLATE BOTTOM SURFACE.
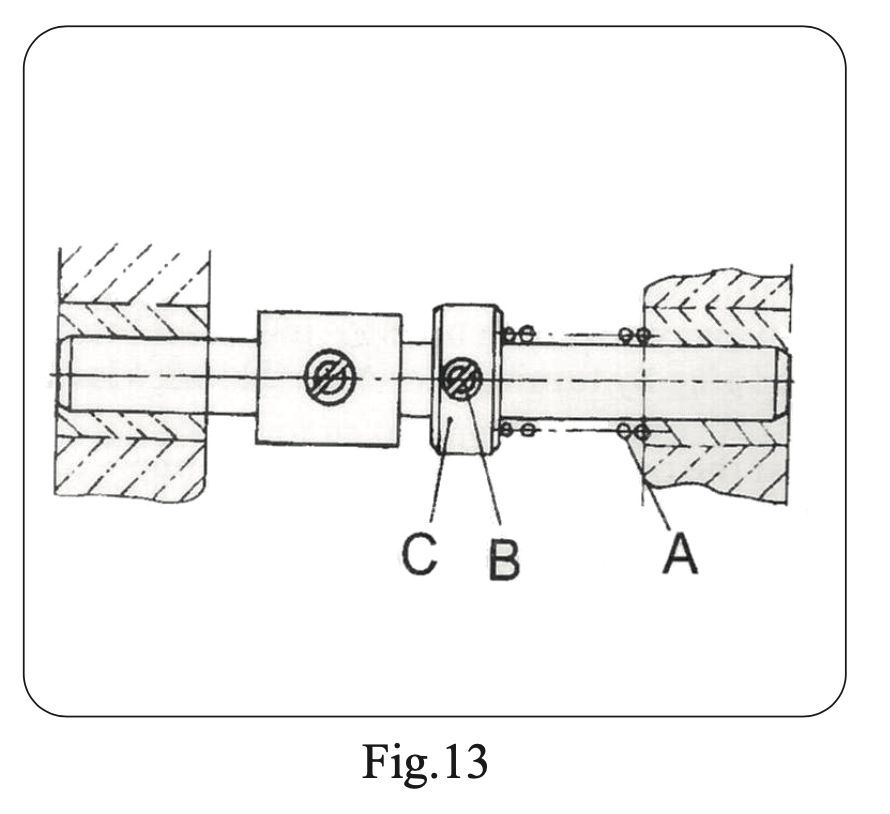
THE LATERAL PRESSURE BETWEEN THE KNIFE AND THE CUTTING STEEL IS ACTIVATED BY THE SPRING A (FIG. 13). AND IT IS DETERMINED BY ACTUAL REQUIREMENT IN THREAD CHAIN CUTTING. FOR ADJUSTMENT, LOOSEN THE COLLAR C OF SPRING AND SCREW B, INCREASE OR DECREASE THE PRESSURE AS REQUIRED, THEN RETIGHTEN SCREW B.
(8) MECHANISM THREAD CHAIN CUTTER
MODEL APE-1C/APE-1S/APE-5 THREAD CHAIN CUTTER IS DRIVEN BY MECHANISM. THE KNIFE C (FIG. 12) IS POSITIONED IN THE TAPERED SLOT IN THE FRONT OF THE BASE BY SCREW D. THE CUTTING STEEL B IS POSITIONED IN THE SLOT OF THE KNIFE HOLDER BY SCREW A AND GOES BACK AND FORTH WITH THE RUNNING OF THE MACHINE. IN CUTTING, THE EDGE OF THE CUTTING STEEL AND THE KNIFE SHOULD OVERLAP BY 0.5mm. FOR ADJUSTMENT, LOOSEN SCREW A AND D, SET AS REQUIRED, RETIGHTEN SCREW.
CAUTION: THE TIPS OF THE KNIFE AND CUTTING STEEL SHOULD BE POSITIONED 0.3 TO 0.5mm ABOVE THE THROAT PLATE BOTTOM SURFACE.
THE LATERAL PRESSURE BETWEEN THE KNIFE AND THE CUTTING STEEL IS ACTIVATED BY THE SPRING A (FIG. 13). AND IT IS DETERMINED BY ACTUAL REQUIREMENT IN THREAD CHAIN CUTTING. FOR ADJUSTMENT, LOOSEN THE COLLAR C OF SPRING AND SCREW B, INCREASE OR DECREASE THE PRESSURE AS REQUIRED, THEN RETIGHTEN SCREW B.
 (9) AIR CYLINDER DRIVED CUTTER
TO OCCLUDE THE UPPER AND LOWER BLADES, MANUALLY MOVE THE UPPER BLADE.
TO DO SO, PUT OFF AIR SOURCE.
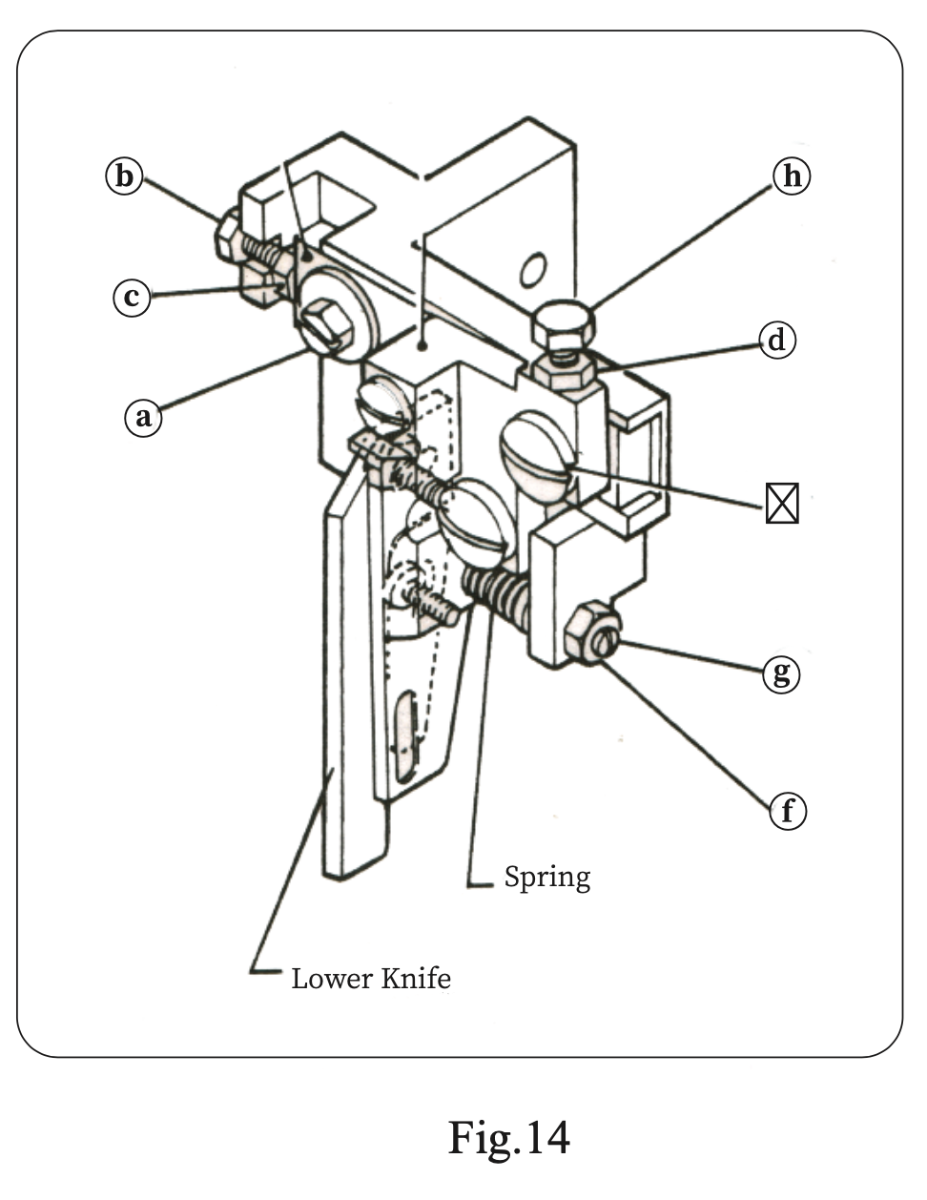
a. HERE, PRIOR TO LOWERING THE UPPER BLADE, LOOSEN SCREW A B AND C, AND THE NUTS C AND D SHOWN IN (FIG.13). WHEN BOTH BLADES ARE OCCLUDED, ALLOW A GAP OF 0.1 TO 0.2mm BETWEEN THE FACES OF THE TWO BLADES ON THE REAR SIDE, AND TIGHTEN THE SCREW A AND THE NUT D. THE GAP ADJUSTMENT CAN BE EASILY MADE PLACING A SHEET OF KRAFT PAPER BETWEEN THE UPPER AND LOWER BLADES, AS SHOW IN FIG.14.
b. AFTER THE SETTING DESCRIBED IN A ABOVE, WHERE THE SCREW H IS IN LIGHT CONTRACT WITH THE SCREW E, TIGHTEN THE NUT D.
c. AFTER THE ADJUSTMENT BY STEPS A AND B, CUT A CREPE TAPE OR THREAD FOR TEST.
- IF THE FRONT END OF THE CUTTER CUTS BUT THE REAR END DOES NOT, THERE IS GAP ON THE REAR SIDE. IN THIS CASE LOOSEN THE NUT D AND LOOSEN THE SCREW H BY 1/8 TURN, AND CUT THE THREAD AGAIN FOR TEST. IF IT STILL DOES NOT CUT, LOOSEN THE H BY ANOTHER 1/8 TURN AND REPEAT THIS ADJUSTMENT AND TEST CUT UNTIL THE THREAD CAN BE CUT, AND THEN RETIGHTEN THE NUT D.
- IF THE REAR END OF CUTTER CUTS BUT THE FRONT END DOES NOT CUT, THE ADJUSTMENT BY STEP A IS INSUFFICIENT. THEN MAKE RE-ADJUSTMENT OF THE REAR SIDE SO THAT THE GAP BETWEEN BOTH THE BLADES BECOME 0.1 TO 0.2mm.
- IF THE LOWER BLADE TENDS TO TURN AWAY WITHOUT CUTTING, LOOSEN THE NUT C AND INCREASE THE PRESSURE OF THE SPRING BY TURNING THE SCREW G CLOCKWISE (FIG.14).
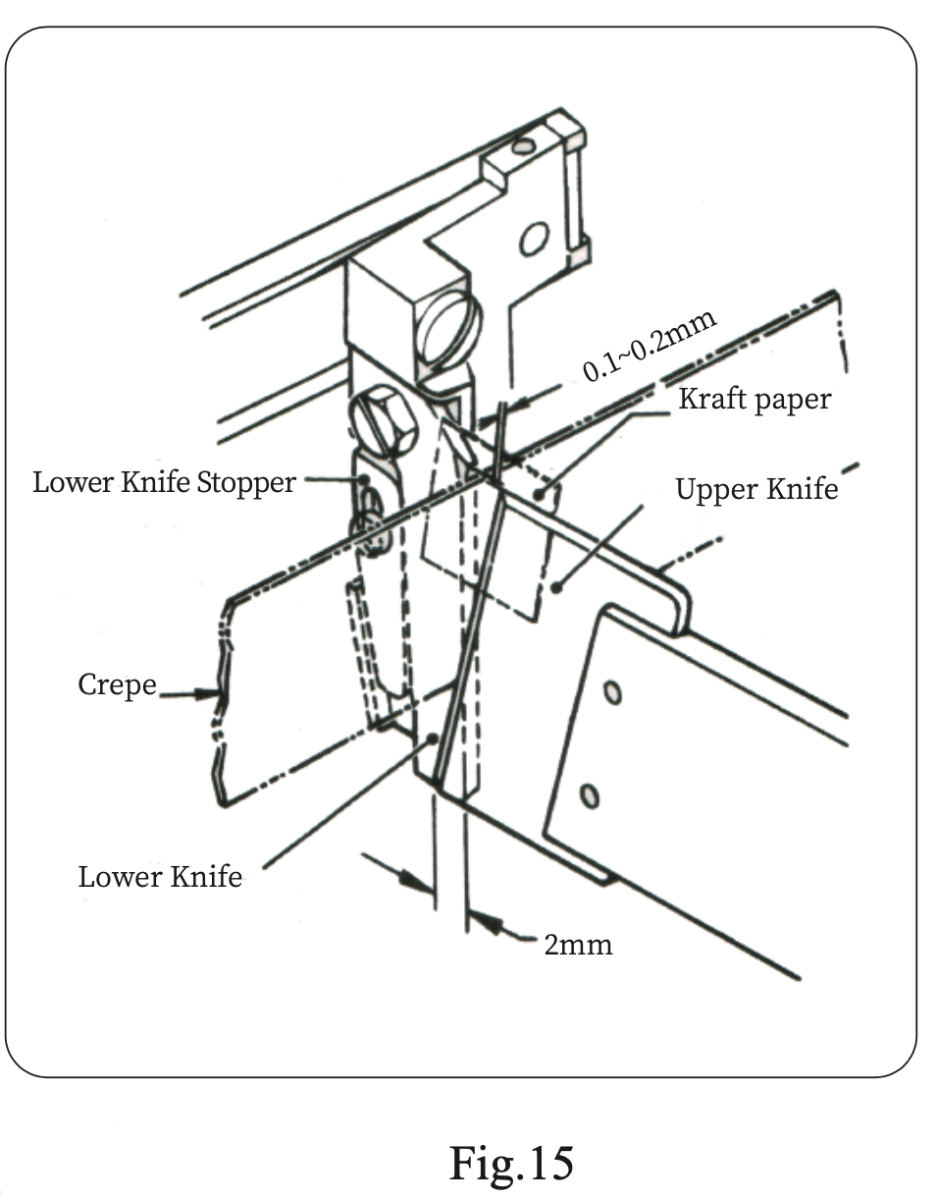
d. ADJUST THE OVERLAPPED DEPTH OF THE UPPER AND LOWER BLADES BY CHANGING THE LENGTH OF AIR CYLINDER ROD END SO THAT THE DISTANCE BETWEEN THE UPPER FACE OF THE LOWER BLADE AND THE REAR SIDE OF THE UPPER BLADE BECOMES 2mm, AS SHOWN IN (FIG.15).
(9) AIR CYLINDER DRIVED CUTTER
TO OCCLUDE THE UPPER AND LOWER BLADES, MANUALLY MOVE THE UPPER BLADE.
TO DO SO, PUT OFF AIR SOURCE.
a. HERE, PRIOR TO LOWERING THE UPPER BLADE, LOOSEN SCREW A B AND C, AND THE NUTS C AND D SHOWN IN (FIG.13). WHEN BOTH BLADES ARE OCCLUDED, ALLOW A GAP OF 0.1 TO 0.2mm BETWEEN THE FACES OF THE TWO BLADES ON THE REAR SIDE, AND TIGHTEN THE SCREW A AND THE NUT D. THE GAP ADJUSTMENT CAN BE EASILY MADE PLACING A SHEET OF KRAFT PAPER BETWEEN THE UPPER AND LOWER BLADES, AS SHOW IN FIG.14.
b. AFTER THE SETTING DESCRIBED IN A ABOVE, WHERE THE SCREW H IS IN LIGHT CONTRACT WITH THE SCREW E, TIGHTEN THE NUT D.
c. AFTER THE ADJUSTMENT BY STEPS A AND B, CUT A CREPE TAPE OR THREAD FOR TEST.
- IF THE FRONT END OF THE CUTTER CUTS BUT THE REAR END DOES NOT, THERE IS GAP ON THE REAR SIDE. IN THIS CASE LOOSEN THE NUT D AND LOOSEN THE SCREW H BY 1/8 TURN, AND CUT THE THREAD AGAIN FOR TEST. IF IT STILL DOES NOT CUT, LOOSEN THE H BY ANOTHER 1/8 TURN AND REPEAT THIS ADJUSTMENT AND TEST CUT UNTIL THE THREAD CAN BE CUT, AND THEN RETIGHTEN THE NUT D.
- IF THE REAR END OF CUTTER CUTS BUT THE FRONT END DOES NOT CUT, THE ADJUSTMENT BY STEP A IS INSUFFICIENT. THEN MAKE RE-ADJUSTMENT OF THE REAR SIDE SO THAT THE GAP BETWEEN BOTH THE BLADES BECOME 0.1 TO 0.2mm.
- IF THE LOWER BLADE TENDS TO TURN AWAY WITHOUT CUTTING, LOOSEN THE NUT C AND INCREASE THE PRESSURE OF THE SPRING BY TURNING THE SCREW G CLOCKWISE (FIG.14).
d. ADJUST THE OVERLAPPED DEPTH OF THE UPPER AND LOWER BLADES BY CHANGING THE LENGTH OF AIR CYLINDER ROD END SO THAT THE DISTANCE BETWEEN THE UPPER FACE OF THE LOWER BLADE AND THE REAR SIDE OF THE UPPER BLADE BECOMES 2mm, AS SHOWN IN (FIG.15).
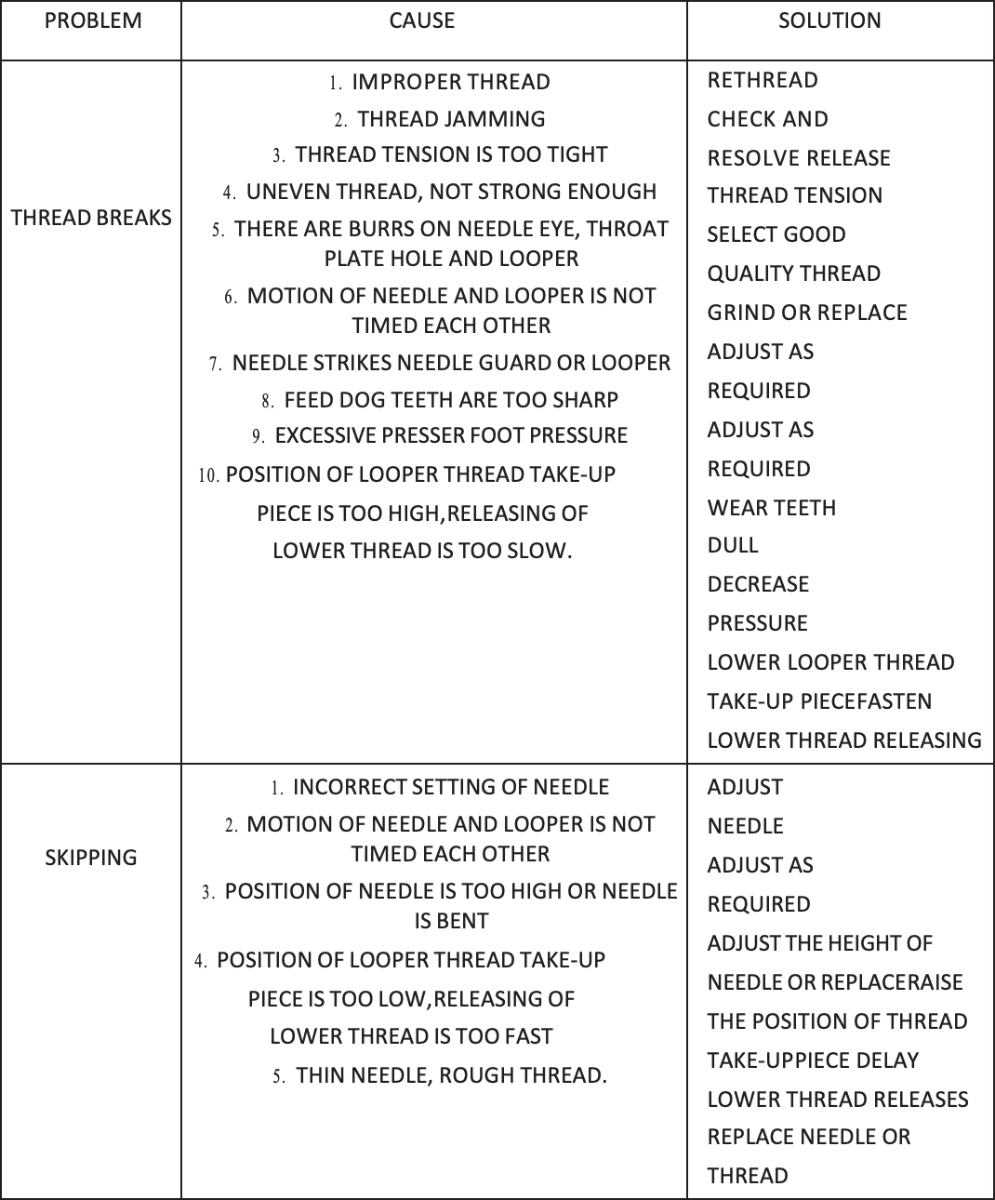
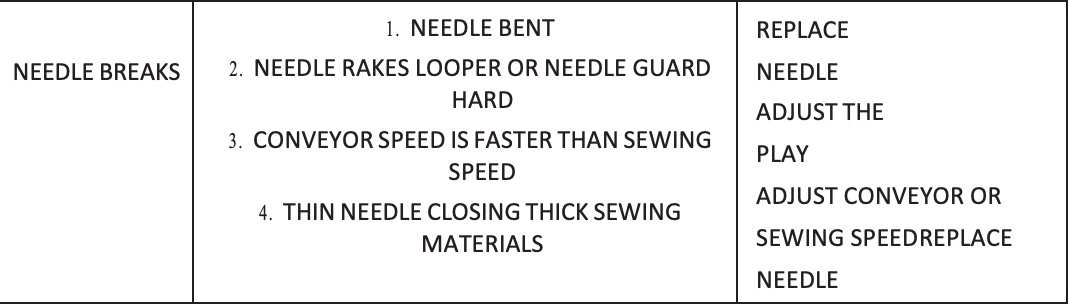
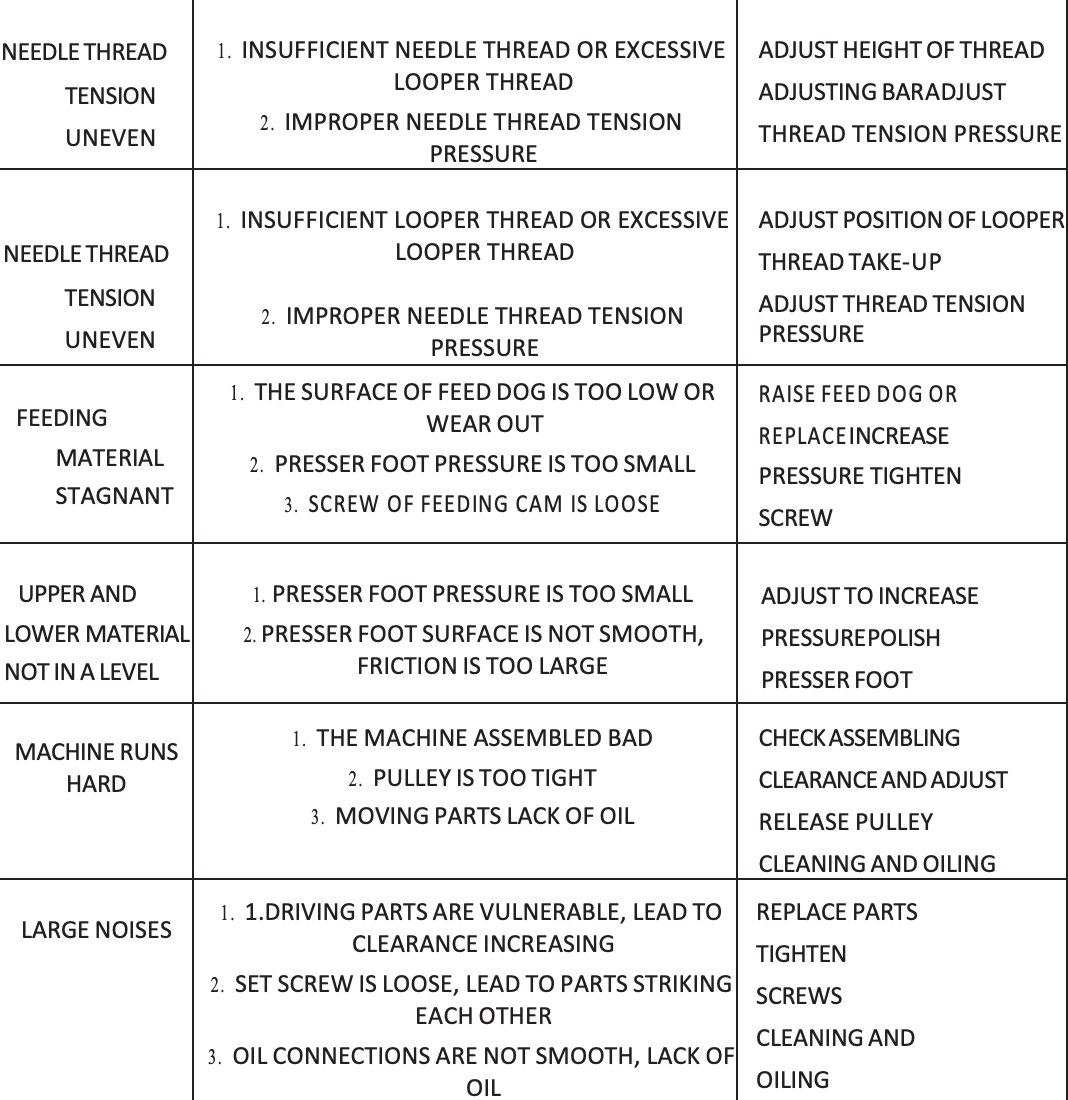
 PART 9. TROUBLESHOOTING
PART 9. TROUBLESHOOTING
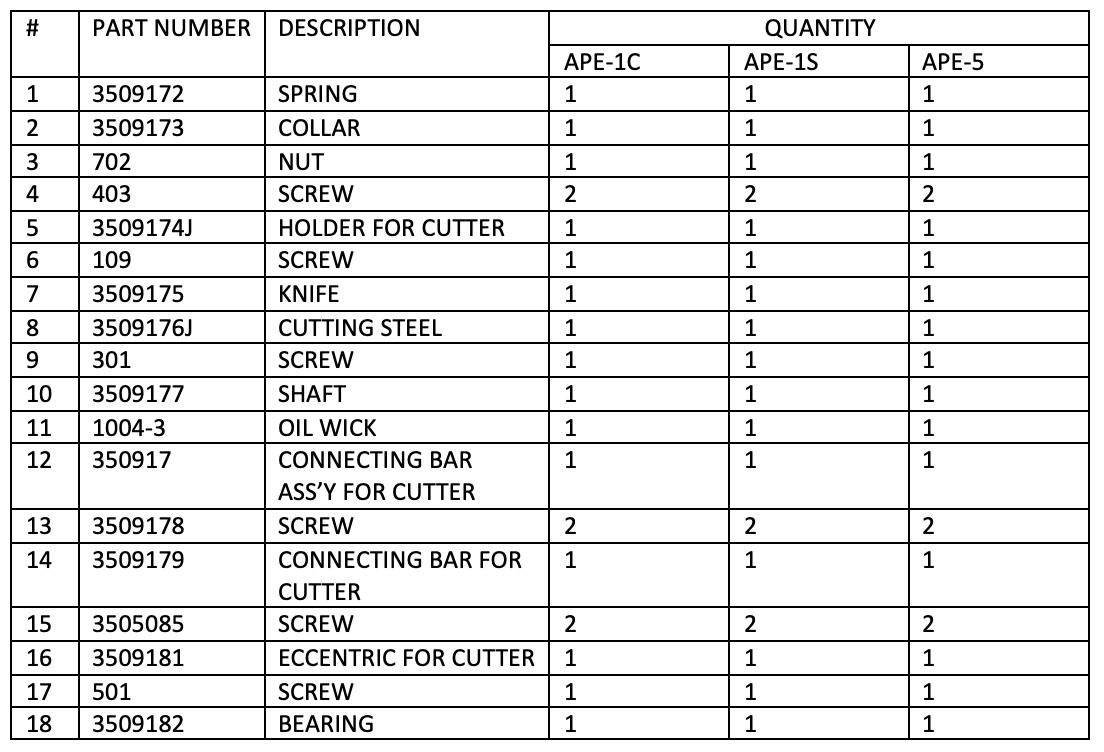
 ORDERING PARTS
1. DESCRIPTION OF EACH PART AND ITS STAMP NUMBER IS DESCRIBED IN THIS PARTS LIST. SCREWS AND NUTS FOOR PARTS ARE SHOWN ADJACENT TO THE RELEVANT PARTS. WHEN ORDERING PARTS. DESCRIBE CLEARLY STAMP NUMBER WITH ITS NAME OF PARTS.
2. THE PARTS WHICH HAVE NO REF. NUMBER CAN NOT BE DELIVERED INDEPENDENTLY; ALWAYS ORDER IT AS AN ASSEMBLY.
3. A SET OF ASSEMBLED PARTS IS REPRESENTED BY THE STAMP NUMBER OF ITS MAIN PARTS.
* THE PARTS LIST IS SUBJECT TO CHANGE WITHOUT PRIOR NOTICE.
CONTENTS:
01 MACHINE BODY AND BUSHING PARTS
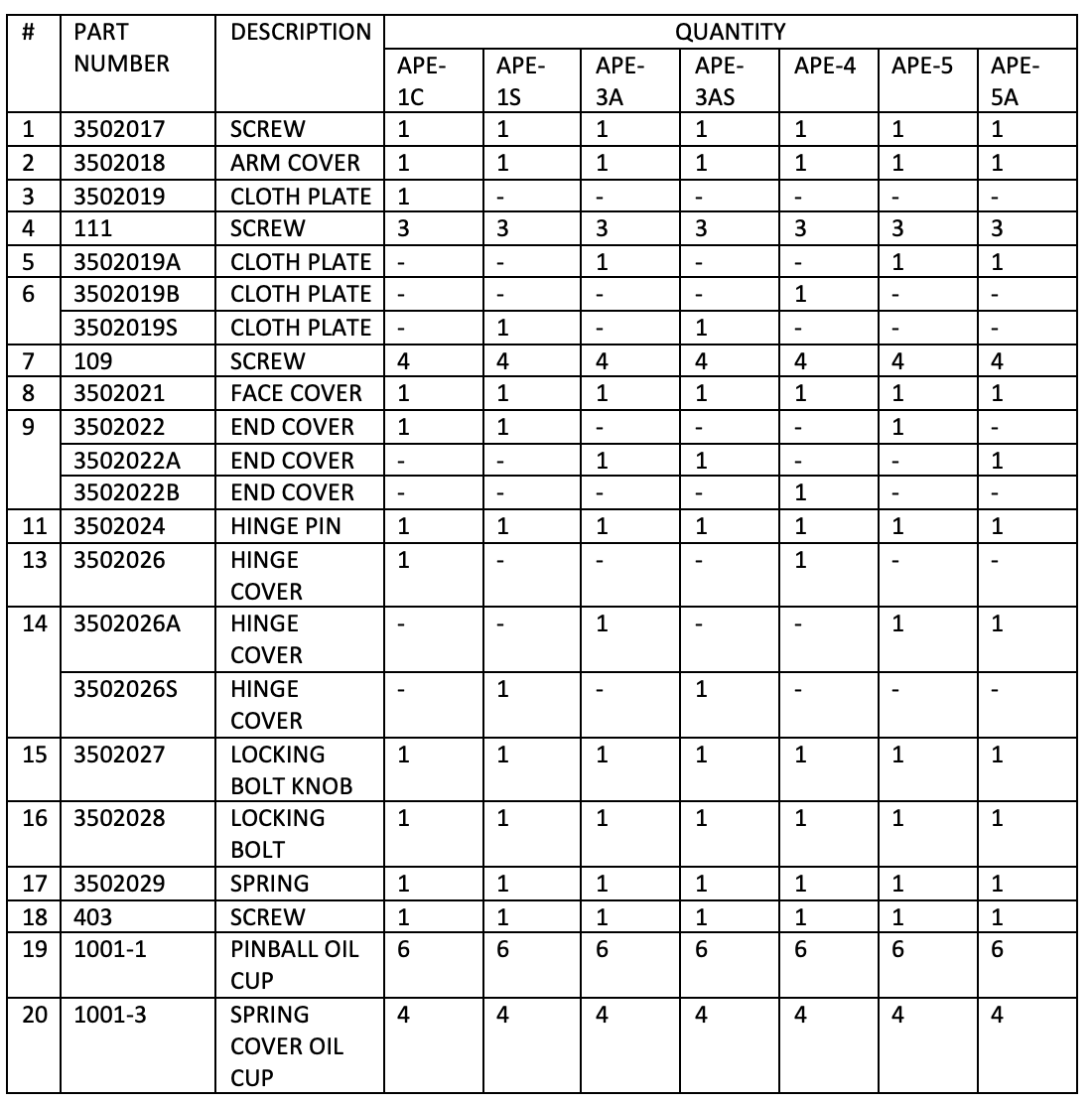
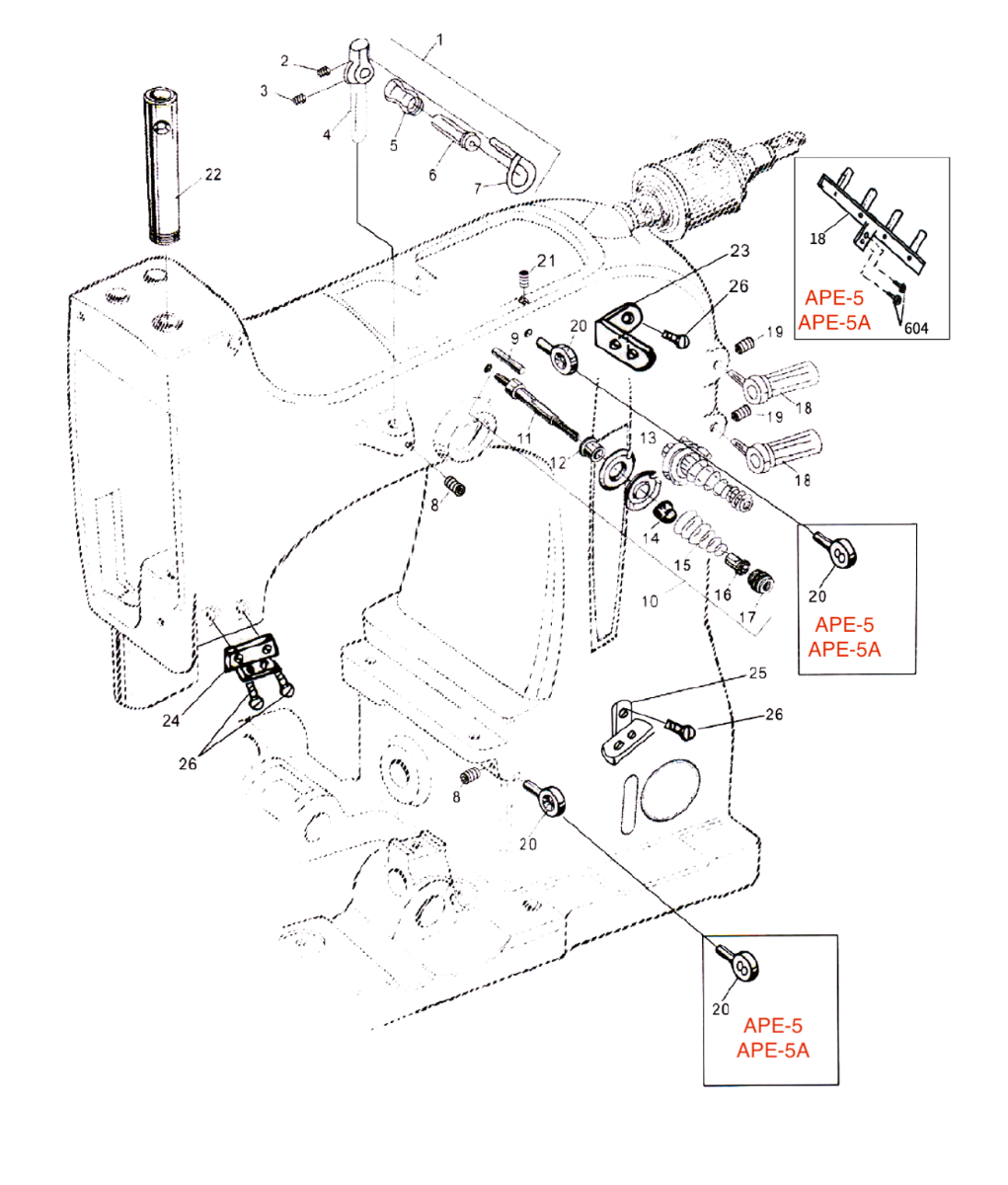
02 MISCELLANEOUS COVER PARTS
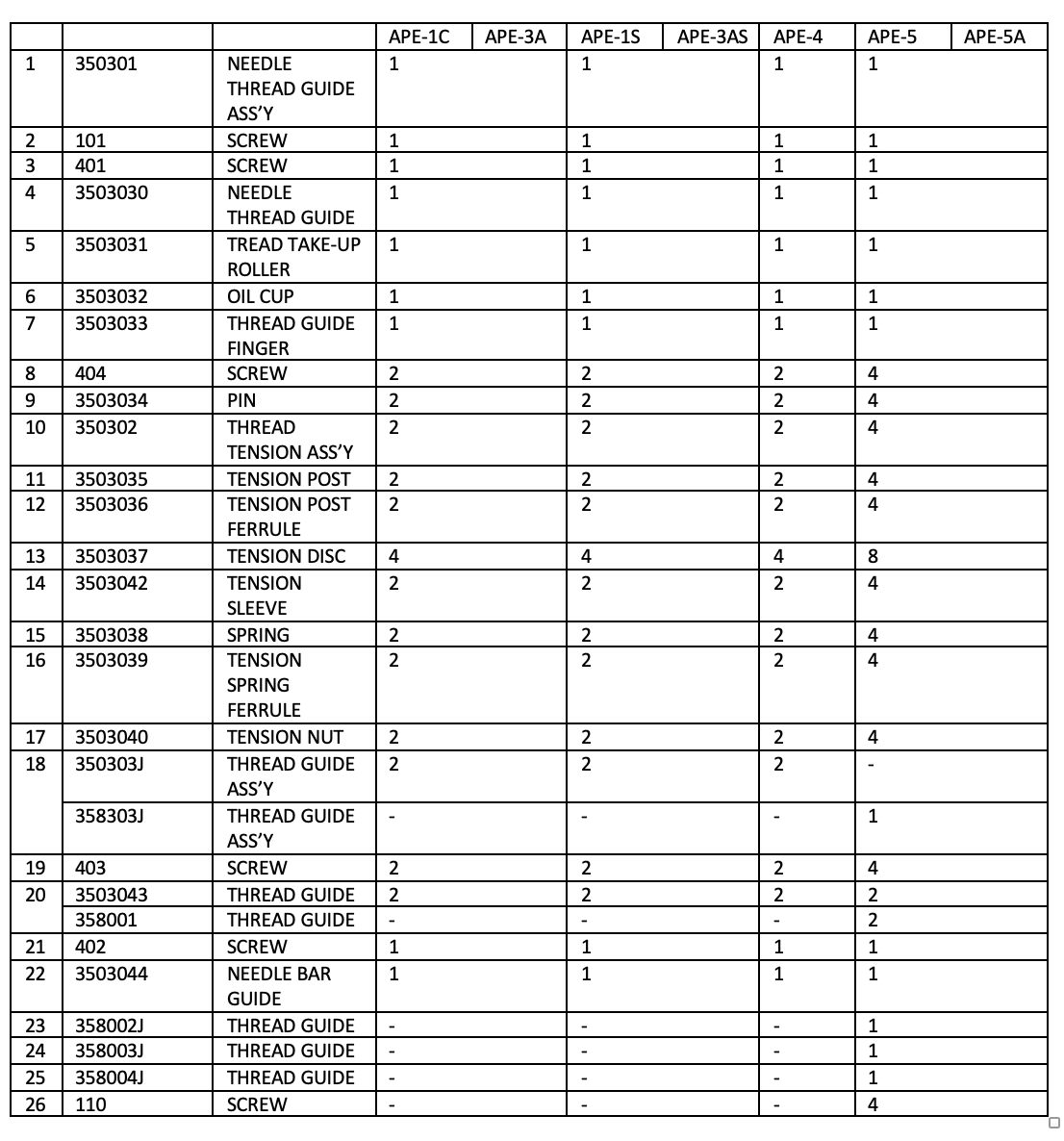
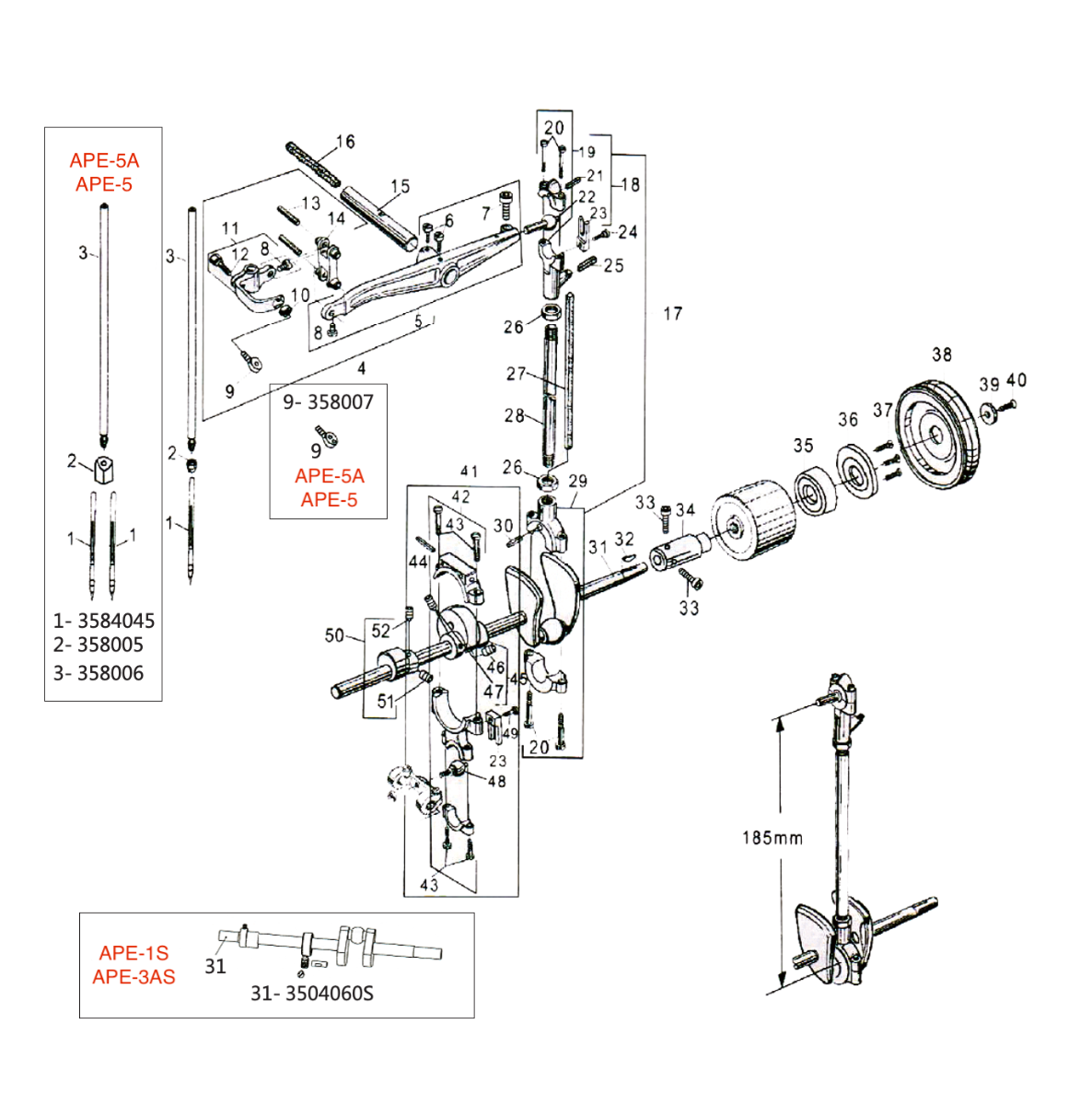
03 THREAD GUIDE & THREAD TENSION PARTS
04 CRANK SHAFT PARTS
05 LOOPER DRIVE PARTS
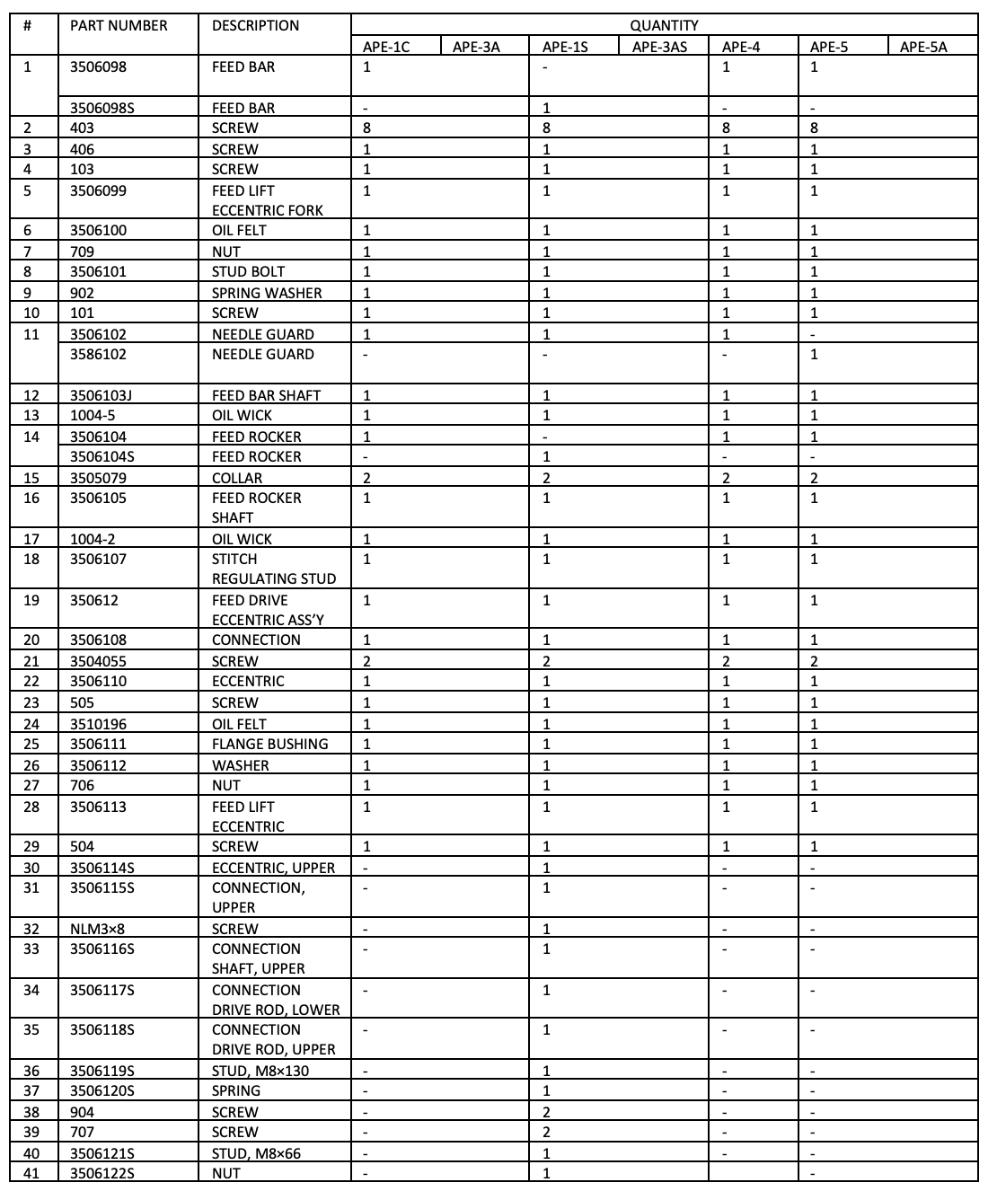
06 FEED DRIVE PARTS
07 FEED DOG, THROAT PLATE & PRESS FOOT PARTS
08 CUTTER PARTS (APE-1C, APE-1S, APE-5)
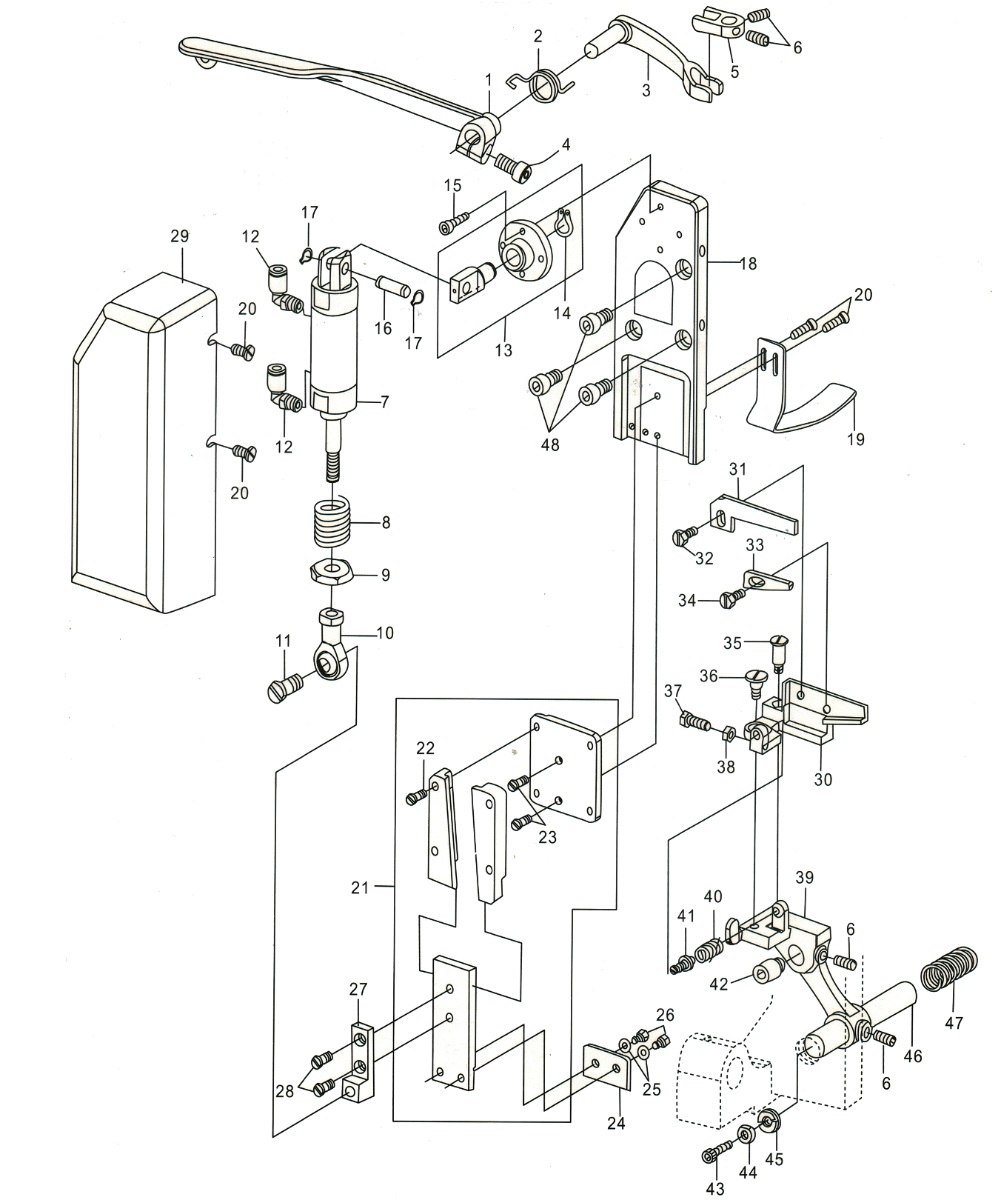
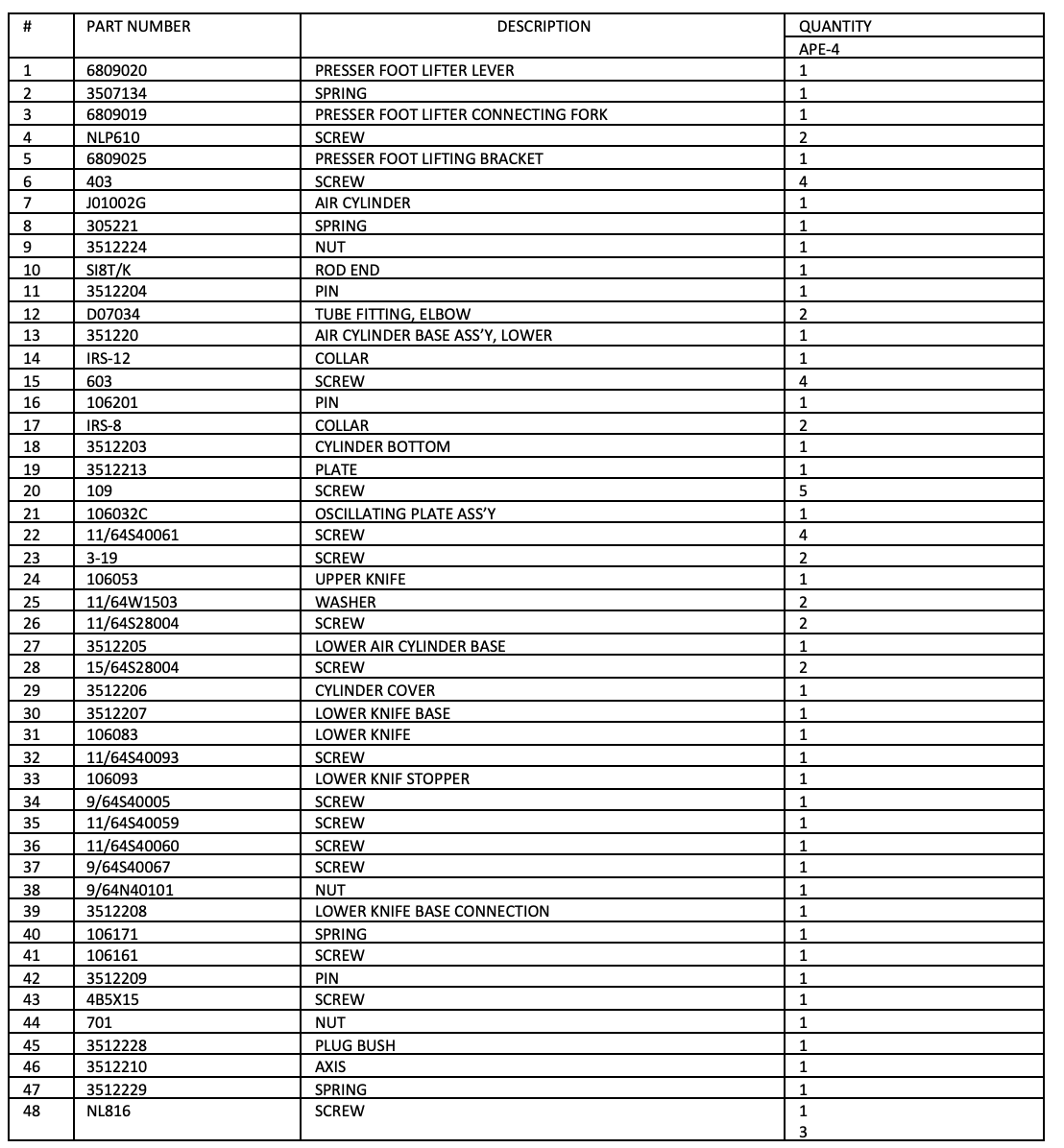
09 CUTTER PAPTS & PRESSER FOOT LIFTER LEVER (APE-4)
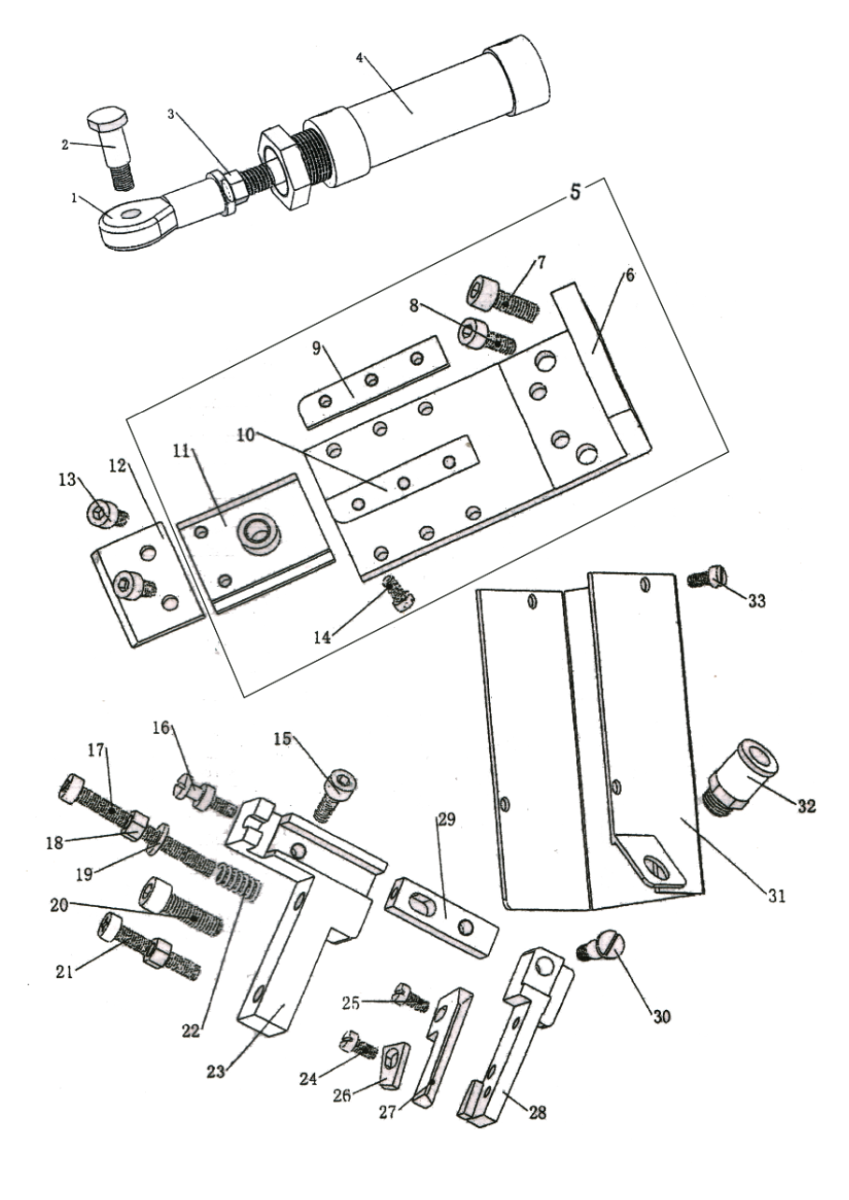
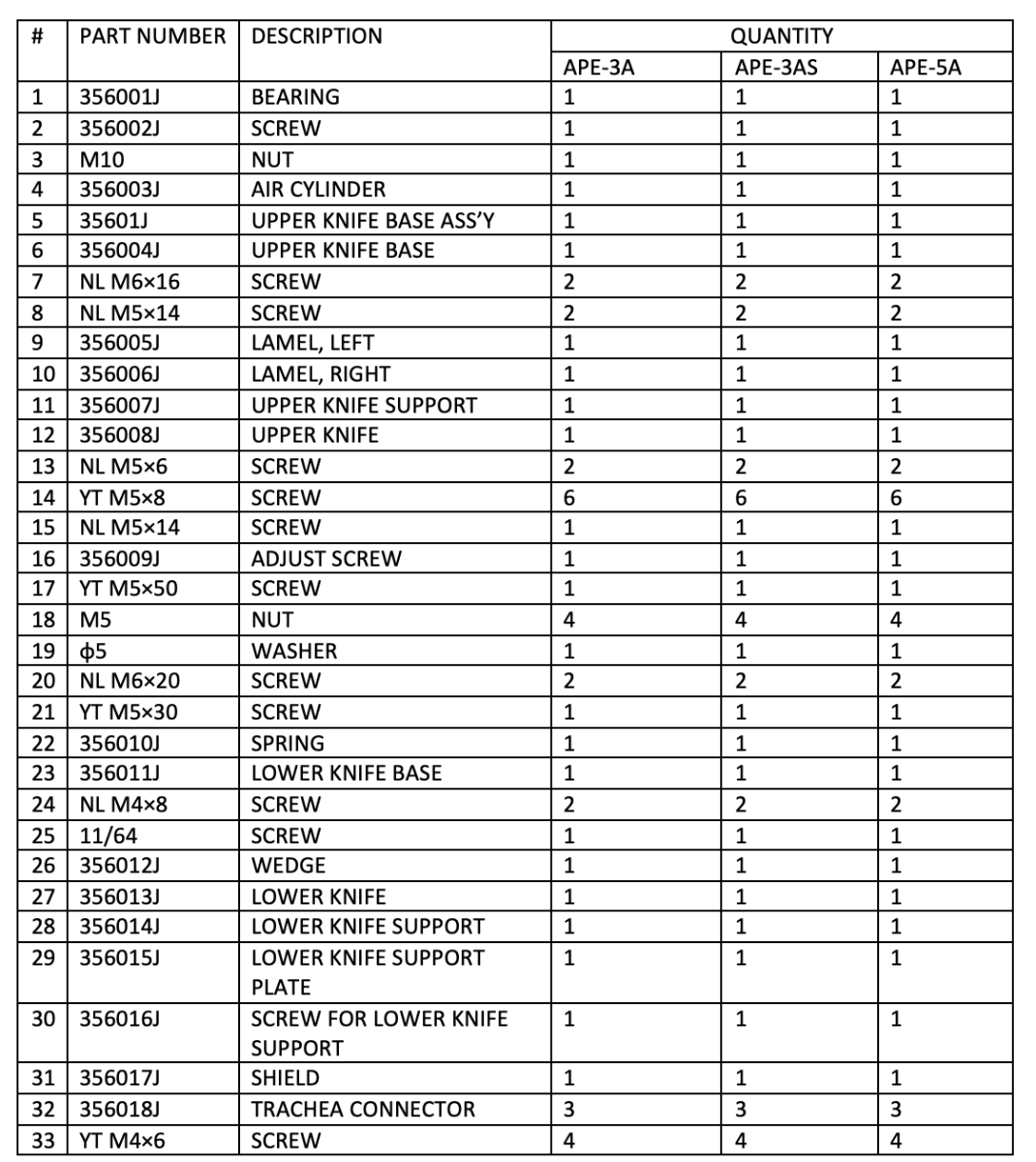
10 AIR CYLINDER DRIVE CUTTER PARTS (APE-3A, APE-3AS, APE-5A)
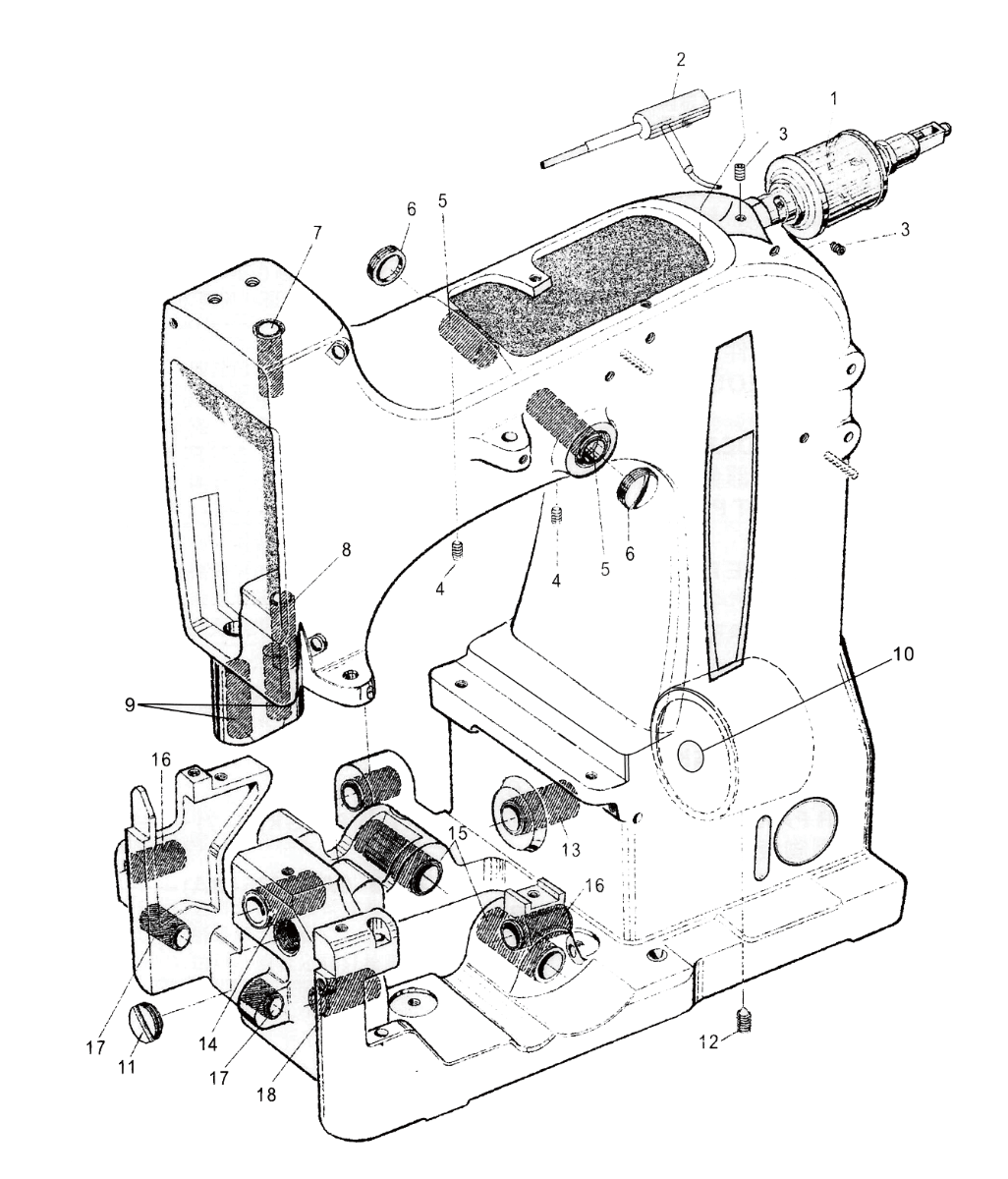
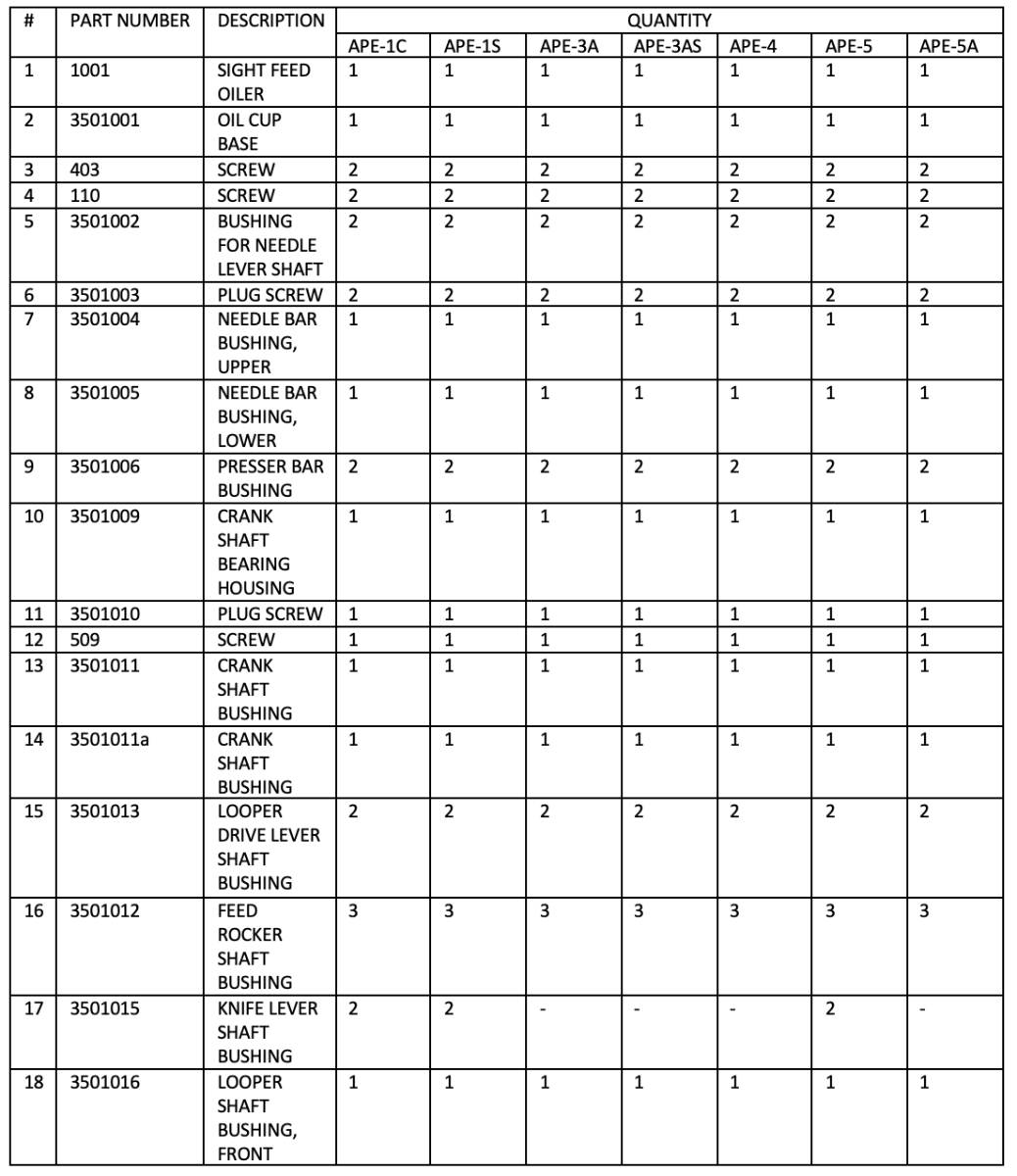
01 MACHINE BODY AND BUSHING PARTS
ORDERING PARTS
1. DESCRIPTION OF EACH PART AND ITS STAMP NUMBER IS DESCRIBED IN THIS PARTS LIST. SCREWS AND NUTS FOOR PARTS ARE SHOWN ADJACENT TO THE RELEVANT PARTS. WHEN ORDERING PARTS. DESCRIBE CLEARLY STAMP NUMBER WITH ITS NAME OF PARTS.
2. THE PARTS WHICH HAVE NO REF. NUMBER CAN NOT BE DELIVERED INDEPENDENTLY; ALWAYS ORDER IT AS AN ASSEMBLY.
3. A SET OF ASSEMBLED PARTS IS REPRESENTED BY THE STAMP NUMBER OF ITS MAIN PARTS.
* THE PARTS LIST IS SUBJECT TO CHANGE WITHOUT PRIOR NOTICE.
CONTENTS:
01 MACHINE BODY AND BUSHING PARTS
02 MISCELLANEOUS COVER PARTS
03 THREAD GUIDE & THREAD TENSION PARTS
04 CRANK SHAFT PARTS
05 LOOPER DRIVE PARTS
06 FEED DRIVE PARTS
07 FEED DOG, THROAT PLATE & PRESS FOOT PARTS
08 CUTTER PARTS (APE-1C, APE-1S, APE-5)
09 CUTTER PAPTS & PRESSER FOOT LIFTER LEVER (APE-4)
10 AIR CYLINDER DRIVE CUTTER PARTS (APE-3A, APE-3AS, APE-5A)
01 MACHINE BODY AND BUSHING PARTS
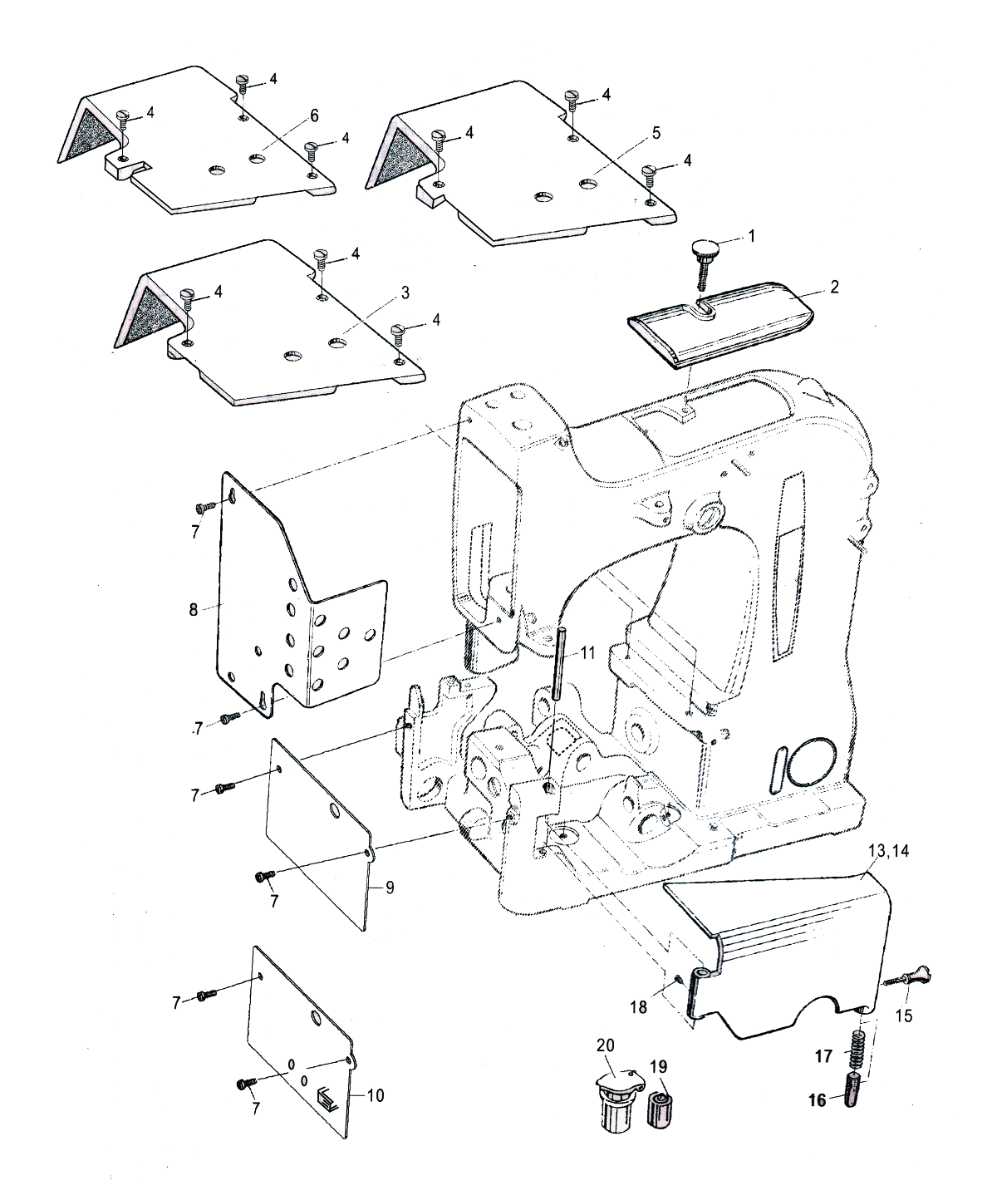
 02 MISCELLANEOUS COVER PARTS
02 MISCELLANEOUS COVER PARTS
 03 THREAD GUIDE & THREAD TENSION PARTS
03 THREAD GUIDE & THREAD TENSION PARTS
 04 CRANK SHAFT PARTS
04 CRANK SHAFT PARTS
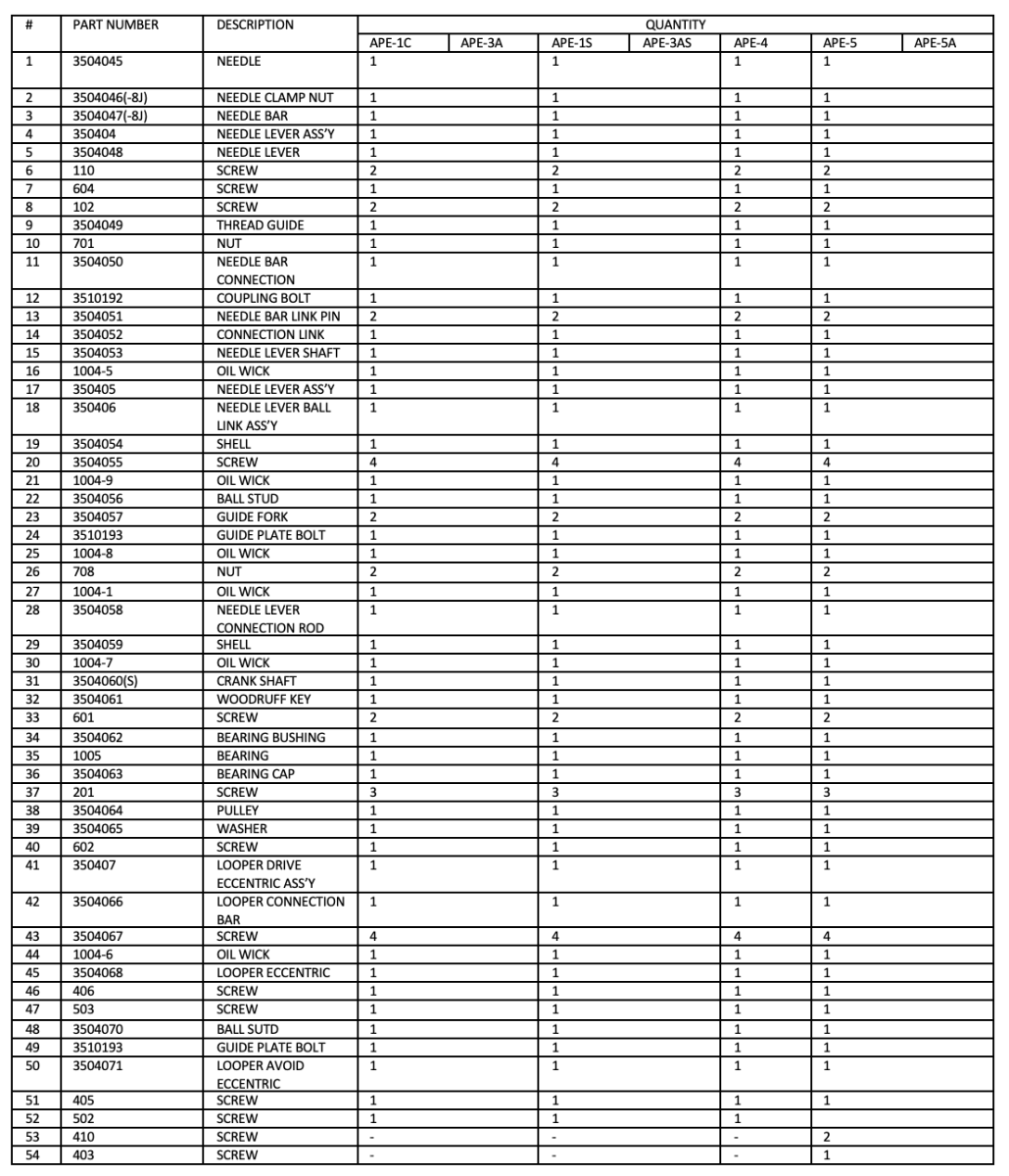 05 LOOPER DRIVE PARTS
05 LOOPER DRIVE PARTS
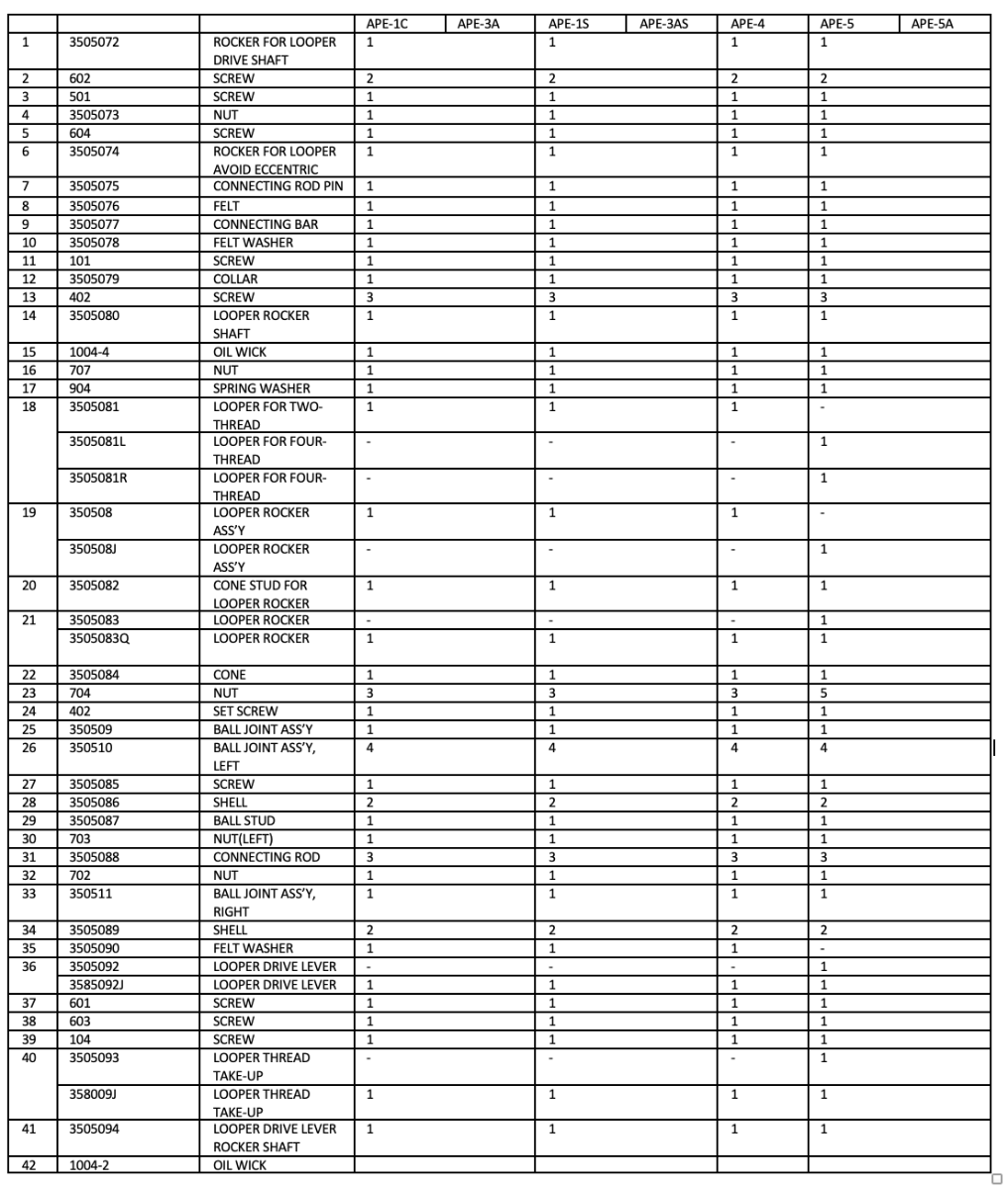 06 FEED DRIVE PARTS
06 FEED DRIVE PARTS
 07 FEED DOG, THROAT PLATE & PRESS FOOT PARTS
07 FEED DOG, THROAT PLATE & PRESS FOOT PARTS
 08 CUTTER PARTS (APE-1C, APE-1S, APE-5)
08 CUTTER PARTS (APE-1C, APE-1S, APE-5)
 09 CUTTER PAPTS & PRESSER FOOT LIFTER LEVER (APE-4)
09 CUTTER PAPTS & PRESSER FOOT LIFTER LEVER (APE-4)
 10 AIR CYLINDER DRIVE CUTTER PARTS (APE-3A, APE-3AS, APE-5A)
10 AIR CYLINDER DRIVE CUTTER PARTS (APE-3A, APE-3AS, APE-5A)
 APE AUTOMATIC SEWING MACHINE CONTROLLER INSTRUCTIONS
INSTRUCTIONS OF CONTROLLER:
- PRESS BUTTON “” MORE THAN 2S, CLEAR NUMBER.
- PRESS BUTTON “” MORE THAN 2S, ADJUST THE DELAY TIME OF MOTOR STOP WORKING.
- PRESS BUTTON “” AT THE SAME TIME, ADJUST CUTTER STARTING TIME.
- PRESS BUTTON “” MORE THAN 5S, ADJUST THE AVERAGE TRIGGER ACTION TIME OF THE SOLENOID VALVE FOR AIR CYLINDER.
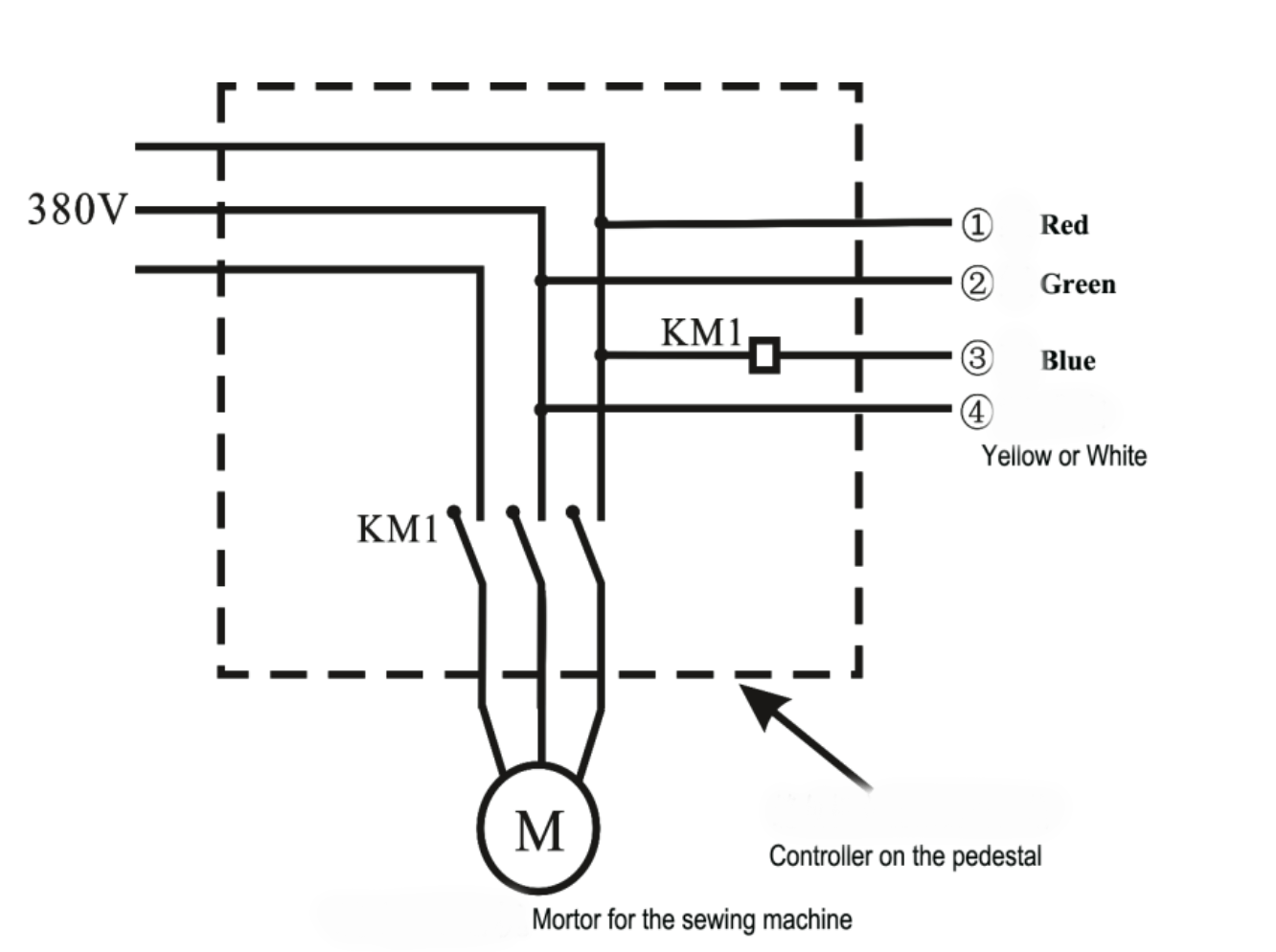
WIRING DIAGRAM:
THERE IS A FOUR-CORE THREAD ON THE SEWING MACHINE, AND CONNECT THE RED AND GREEN ONES TO THE 380V, BLUE AND YELLOW (OR WHITE) ONES TO AC CONTACTOR.
APE AUTOMATIC SEWING MACHINE CONTROLLER INSTRUCTIONS
INSTRUCTIONS OF CONTROLLER:
- PRESS BUTTON “” MORE THAN 2S, CLEAR NUMBER.
- PRESS BUTTON “” MORE THAN 2S, ADJUST THE DELAY TIME OF MOTOR STOP WORKING.
- PRESS BUTTON “” AT THE SAME TIME, ADJUST CUTTER STARTING TIME.
- PRESS BUTTON “” MORE THAN 5S, ADJUST THE AVERAGE TRIGGER ACTION TIME OF THE SOLENOID VALVE FOR AIR CYLINDER.
WIRING DIAGRAM:
THERE IS A FOUR-CORE THREAD ON THE SEWING MACHINE, AND CONNECT THE RED AND GREEN ONES TO THE 380V, BLUE AND YELLOW (OR WHITE) ONES TO AC CONTACTOR.
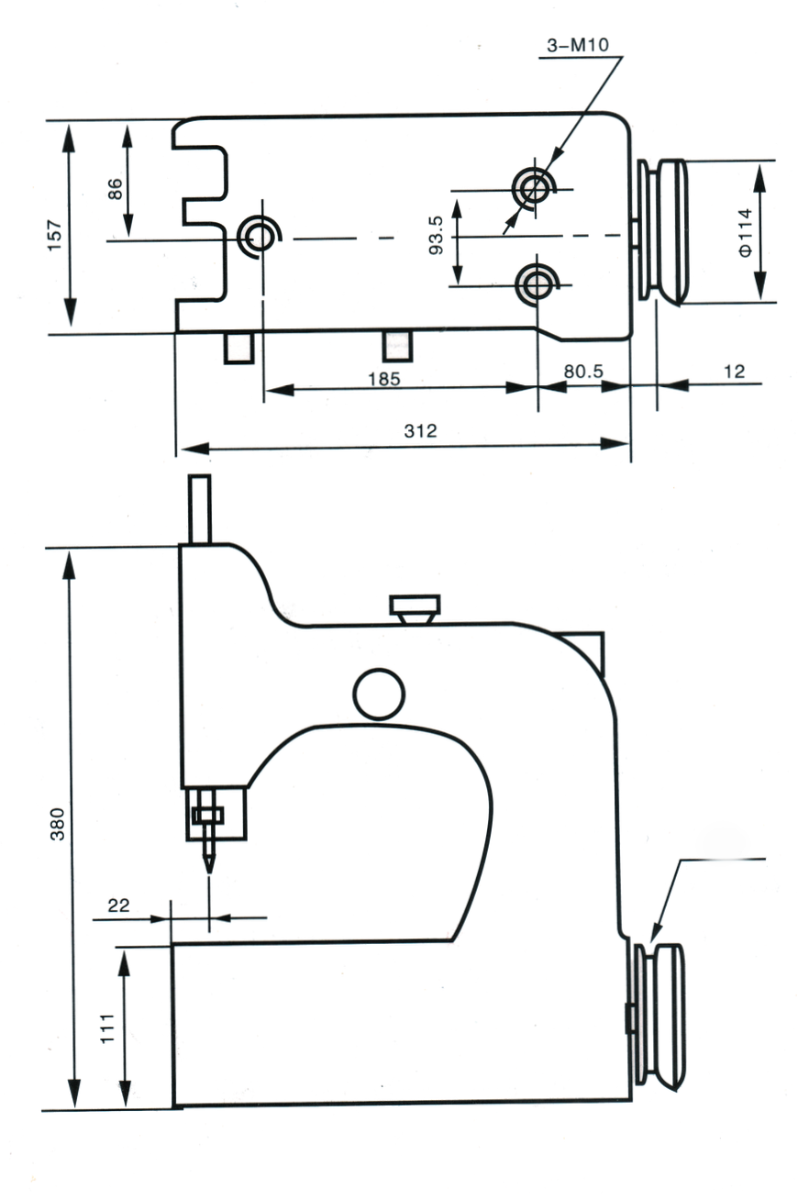
 INSTALLATION MEASUREMENT DRAWING FOR THE EQUIPMENT
INSTALLATION MEASUREMENT DRAWING FOR THE EQUIPMENT
 DESCRIPTION:
1. TWEEZERS, QUANTITY: 1
2. DOUBLE JAWED WRENCH, 5.5X7, QUANTITY: 1
3. DOUBLE JAWED WRENCH, 8X10, QUANTITY: 1
4. HEXAGON SOCKET HEAD WRENCH, 4mm, QUANTITY: 1
5. HEXAGON SOCKET HEAD WRENCH, 5mm, QUANTITY: 1
6. OIL GUN, QUANTITY: 1
7. SCREWDRIVER, 75mm, QUANTITY: 1
8. SCREWDRIVER, 225mm, QUANTITY: 1
9. SCREWDRIVER, 250mm, QUANTITY: 1
10. NEEDLE, 80800X250, QUANTITY: 1
11. KNIFT CUTIING STEEL, QUANTITY: 1
DESCRIPTION:
1. TWEEZERS, QUANTITY: 1
2. DOUBLE JAWED WRENCH, 5.5X7, QUANTITY: 1
3. DOUBLE JAWED WRENCH, 8X10, QUANTITY: 1
4. HEXAGON SOCKET HEAD WRENCH, 4mm, QUANTITY: 1
5. HEXAGON SOCKET HEAD WRENCH, 5mm, QUANTITY: 1
6. OIL GUN, QUANTITY: 1
7. SCREWDRIVER, 75mm, QUANTITY: 1
8. SCREWDRIVER, 225mm, QUANTITY: 1
9. SCREWDRIVER, 250mm, QUANTITY: 1
10. NEEDLE, 80800X250, QUANTITY: 1
11. KNIFT CUTIING STEEL, QUANTITY: 1
FOR OPENRATOR SAFETY:
- THIS MANUAL BOOK CONTAINS INSTRUCTIONS AND PRECAUTIONS FOR USING THE BAG CLOSING MACHINE HEAD. BE SURE TO READ AND UNDERSTAND THE MANUAL BOOK BEFORE USING THE MACHINES.
- KEEP THIS MANUAL BOOK NEAR THE SEWING MACHINE FOR REFERENCE. BE SURE TO ATTACH THIS MANUAL BOOK TO THE MACHINE WHEN LENDING OR TRANSFER IT TO ANOTHER PERSON OR COMPANY.
- PLEASE CONTACT THIS MANUAL BOOK FROM US IF IT LOST.
- THE CONTENTS OF THIS MANUAL BOOK ARE SUBJECT TO CHANGE WITHOUT PRIOR NOTICE FOR IMPROVEMENT AND SAFETY PURPOSE.
INSTRUCTIONS WITH THIS MARK ARE ESPECIALLY IMPORTANT FOR OPERATOR SAFETY. BE SURE TO OBSERVE THESE MARKED INSTRUCTIONS.
WARNING
PERSONAL INJURY MAY RESULT IF THE FOLLOWING SAFETY PRECAUTIONS ARE NOT OBSERVED.
1. BE SURE THE AREA SURROUNDIN MACHINE IS FREE OF ALL HAZARDS SUCH AS FIRE, WATER, OIL, RUBBISH OR ANYTHING THAT CAN CAUSE INJURY.
2. DO NOT OPERATE MACHINE IN AN EXPLOSIVE AREA OR UNDER WET CONDITIONS.
THE MACHINE IS NOT AN EXPLOSION-PROOF TYPE NOR A WATER-PROOF TYPE.
3. DO NOT OPERATE MACHINE BEFORE READIN INSTRUCTION MANUAL.
4. DO NOT OPERATE MACHINE ON VOLTAGES OTHER THAN SPECIFIED FOR THE MACHINE.
5. BE SURE MACHINE IS CONNECTED TO BUILDIN ELECTRICAL SAFETY ROUND (EARTH).
6. BE SURE POWER (AND AIR SUPPLY) IS OFF BEFORE PERFOR MIN MACHINE MAINTENANCE, PARTS EPLACEMENT, ADJUSTMENTS OR CLEANING.
7. DO NOT OPERATE MACHINE WITH GUARDS AND COVERS REMOVED.
8. DO NOT TOUCH NEEDLE, PULLEY, BELT AND MOVING PARTS WHEN MACHINE IS IN OPERATION.
9. BE SURE MACHINE IS PLACED ON A SMOOTH (LEVEL) SURFACE WHEN PERFORMING MAINTENANCE, PARTS REPLACEMENT, ADJUSTMENTS, CLEANING OR STORAGE.
10. BE SURE THE MATERIAL TO BE SEWN OR CLOSED COMPLIES WITH THE MACHINE SPECIFICATIONS.
11. DO NOT USE SPARE PARTS OTHER THAN OUR GENUINE PARTS.
IDENTIFYING AND ORDERING PARTS
WHERE THE CONSTRUCTION PERMITS, EACH PART IS STAMPED WITH ITS PART NUMBER. ON ALL ORDERS, PLEASE INCLUDE PART NUMBER, PART NAME AND MODEL NAME OF THE MACHINE.
SAFETY RULES
TO PREVENT PERSONAL INJURY:
- ALL POWER SOURCE TO THE MACHINE MUST BE TURNED OFF BEFORE THREADING, OILING, ADJUSTING OR REPLACING PARTS.
- ALL COVERS AND GUARDS MUST BE IN POSITION BEFORE OPERATING MACHINE.
- DO NOT TAMPER WITH SAFETY COVER, GUARDS, ETC., WHILE MACHINE IS IN OPERATION.
CAUTIONS WHEN USING THE MACHINE
SAFETY PRECAUTIONS:
1. ALWAYS TURN POWER OFF BEFORE THREADING, OILING AND ADJUSTING THE MACHINE OR REPLACING PARTS.
2. WEAR SAFETY GLASSES.
3. MAKE SURE, BEFORE STARTING THE MACHINE, THAT ALL COVERS AND SHIELDS ARE IN PLACE AND CLOSED.
4. DO NOT TOUCH ON THE MACHINE WHEN IT IS RUN.
5. TURN POWER OFF AND MAKE SURE THE CUTTER DOES NOT OPERATE BEFORE YOU PUT YOUR FINGER UNDER THE CUTTER BLADES AND THE NEEDLES TO ADJUST.
6. DO NOT TOUCH ON THE MACHINE WHEN IT IS RUN.
MAINTENANCE:
- PLEASE KEEP IN MIND TO HANDLE THE MACHINE CAREFULLY AND TO MAINTAIN THE MACHINE IN GOOD CONDITION.
- THREAD FUZZ OR DUST MUST BE CLEANED WITH AIR OR BRUSH ON THROAT PLATE, IN THE GROOVE OF FEED DOG OR AROUND LOOPER AFTER THE DAY'S WORK.
- WIPE THE AREA EASY TO RUST WITH OIL CLOTH.
- CHECK THE MACHINE FOR LOOSE SCREWS AND TIGHTEN THEM. IF ANY, ONCE A MONTH.
- GOOD MAINTENANCE WILL PROLONG THE MACHINE LIFE.
PART 1. CHARACTERISTICS AND APPLICAIONS
BAG CLOSING MACHINES FALL INTO TWO TYPES. THE SEMI-AUTO TYPE INCORPORATES FOOT SWITCH TO CONTROL THE START-STOP AND ARTIFICIAL AUXILIARY CUTS THREADS. THE AUTO TYPE INCORPORATES A MCU CONTROLLER AND SENSOR TO CONTROL THE START-STOP & AUTO CUTTING THREADS VIA AN AIR CYLINDER.
ALL THESE MACHINES INCORPORATE SEMI-CLOSED STRUCTURE FOR EASY MAINTENANCE. CRANKSHAFT TAIL END INCORPORATES CLOSED ROLLING BEARING MECHANISM FOR THE PURPOSE OF HIGH SPEED, WEAR RESISTANCE AND FLEXIBLLITY. LUBRICATION SYSTEM IS THE CONBINATION OF OILCAN CONTINUOUS OIL INJECTING AND FELT RESERVES LUBRICATING OIL. THE KEY PARTS ARE MADE OF HIGH-QUALITY COPPER ALLOY AND ALLOY STEEL. VARIOUS TYPES OF BAG CLOSING MACHINE HEAD ARE HUNG ON THE COLUMN FRAME TO COOPERATE WITH THE CONVEYOR. THIS SERIES OF MACHINES CAN BE USED FOR SEALING AND SEWING OF WOVEN BAGS, PAPER-PLASTIC COMPOSITE BAGS, SACKS AND OTHER PACKAGING BAGS OF GRAIN, FEED, SUGAR, PETROCHEMICAL, PORT AND WHARF ENTERPRISES.
PART 2. SPECIFICATION
PART 3. GENERAL DESCRIPTION
MODEL APE-1C / APE-5
THESE MODELS ARE EQUIPPED WITH A MECHANICAL THREADS CUTTER WHICH RECIPROCATES WITH THE OPERATION OF THE MACHINE. AFTER SEWING THE OPENING OF THE BAG INTO THE MACHINE, CONTINUE TO SEW OUT A SECTION OF BRAID. HOLD THE SEWING MATERIAL HANDLE TO PUSH THE BRAID INTO THE OPENING GROOVE OF THE NEEDLE PLATE, AND THE RECIPROCATING CUTTER CAN CUT THE BRAID. THE START AND STOP OF THE MACHINE ARE OPERATED MANUALLY.
APE-1C IS SINGLE NEEDLE TYPE. APE-5 IS DOUBLE NEEDLE TYPE WITH TWO STITCHES AT A TIME.
MODEL APE-3A / APE-4 / APE-5A
- EXTERNAL PNEUMATIC CUTTER MECHANISM.
- INFRARED SENSOR TYPE, AUTOMATIC CONTROL THE START - STOP - CUTTING THREAD WORKING CYCLE.
MODEL APE-1S / APE-3AS
- UP AND LOWER FEEDING MECHANISM, FEED BAGS SYNCHRONOUSLY, SUITABLE FOR MULTI-LAYER PLASTIC BAG SEWING.
- APE-1S IS SEMI-AUTOMATIC TYPE AND APE-3AS IS AUTOMATIC TYPE.
NOTICE: THESE MODELS CYLINDER WORKING PRESSURE IS 0.4~0.6MPA.
THESE MODELS CONTROL SYSTEMS NEED ADDITIONAL OPTIONAL FROM OUR COMPANY.
PART 4. THE POINTS BEFORE OPERATION
NEW MACHINES OR THROUGH LONG TIME STORAGE MACHINES MUST BE CHECKED BEFORE OPERATION. CLEANING THE ANTI-RUST GREASE AND DUST ON THE SURFACE OF THE MACHINE, AND FILLING SEWING MACHINE OIL OR WHITE SPINDLE OIL 60# INTO OIL CUPS AND OIL HOLES. TURNING THE PULLEY CLOCKWISE BY HAND. CHECK FOR FREE AND COORDINATION. CHECK MOTOR ROTATING DIRECTION FOR THE SAME AS THAT OF THE MACHINE RUNNING. THEN STARTING THE MACHINE FOR TEST SEWING.
FOR AUTOMATIC STYLE MACHINE, CHECK ELECTRICAL EQUIPMENT, CIRCUITS AND PNEUMATIC CELLS WHETHER THEY ARE GOOD. BEFORE THREADING, FILLING, OILING, ADJUSTING OR REPLACING PARTS, ALL POWER SOURCE MUST BE CUT OFF TO PREVENT PERSONAL INJURY.
PART 5. LUBRICATING
LUBRICATION REQUIREMENTS
ROUTING MAINTENANCE IS IMPORTANT TO PROLONG THE MACHINE LIFE. MACHINES HAVE TO BE CLEANED AND LUBRICATED TWICE A DAY AT THE LUBRICATING POINTS ACCORDING TO THE OILING DIAGRAM (FIG. 1), MAKING OIL FELT SOAKED IN OIL. THE SIGHT FEED OILER AND OIL SPRAYER HAVE TO BE KEPT FILLED AND SHOULD BE ADJUSTED SO THAT IT FEEDS TWO OR THREE DROPS OF OIL PER MINUTE.
LUBRICATION REQUIREMENTS
RAISE THE HANDLE TO MAKE IT UPRIGHT, THE NEEDLE VALVE IS LIFTED, AND THE LUBRICATING OIL WILL SLOWLY FLOW INTO THE MACHINE FROM THE OIL HOLE THROUGH THE OIL FILTER. THE AMOUNT OF OIL SUPPLY CAN BE ADJUSTED BY THE NUT UNDER THE HANDLE. WHEN OIL SUPPLY IS NOT NEEDED, LAY THE HANDLE FLAT AND THE NEEDLE VALVE WILL BLOCK THE OIL HOLE. THE STRUCTURE OF THE OIL CUP IS SHOWN IN FIGURE 3.
LUBRICATION REQUIREMENTS
THE LUBRICATING OIL CAN BE LUBRICATED WITH LOW VISCOSITY AUTOMOBILE OIL AT LEAST TWICE A DAY; SEWING MACHINE OIL CAN ALSO BE USED FOR LUBRICATION, BUT THE LUBRICATION FREQUENCY SHOULD BE INCREASED AT LEAST 4 TIMES A DAY.
PART 6. NEEDLE THREAD AND THREADING
SELECTION OF NEEDLE AND THREAD DEPENDS ON QUALITY AND TECHNICAL DEMAND OF SEWING MATERIAL. GOOD COMBINATION OF THE NEEDLE AND THREAD IS ONE OF THE BASIC CONDITIONS TO GET PERFECT SEWING PERFORMANCE. THE NEEDLE POINT MUST BE SHARP, AND THE THREAD MUST BE STRONG ENOUGH.
THREAD THE MACHINE AS ILLUSTRATED IN FIG. 2, DRAW OUT UPPER AND LOWER THREAD FROM NEEDLE EYE AND LOOPER HOLE ABOUT 50mm.
PART 7. NEEDLE REPLACEMENT AND INSTALLATION
THE NEEDLE IS A FRAGILE PART. WHEN THE EYE OF THE NEEDLE IS OBVIOUSLY WORN AND THE NEEDLE TIP IS BLUNT OR BENT, THE NEEDLE SHOULD BE REPLACED. WHEN CHANGING THE NEEDLE, ROTATE THE PULLEY TO RAISE THE NEEDLE BAR TO THE HIGHEST POINT, LOOSEN THE NUT A (FIGURE 4) WITH A WRENCH AND REPLACE WITH A NEW NEEDLE. THE NEEDLE HANDLE MUST BE INSERTED INTO THE NEEDLE BAR HOLE AND MUST BE INSERTED TO THE END. THE CONCAVE SURFACE OF THE NEEDLE HOLE MUST TOWARD THE DIRECTION OF THE MOVING BAGS. THEN TIGHTEN THE NUT A.
NOTE THE FOLLOWING:
- IF THE NEEDLE HANDLE IS NOT INSERTED TO THE END, OR THE NEEDLE IS INSTALLED REVERSELY, IT WILL CAUSE THREAD BREAKING UP OR SKIPPING.
- THE NEEDLE IS A KEY PART; THEREFORE, THE ORIGINAL HIGH-QUALITY NEEDLE SHOULD BE USED.
- THE MATCHING OF THE NEEDLE AND THE SEWING THREAD IS ONE OF THE BASIC CONDITIONS FOR NORMAL SEWING PERFORMANCE. THE PRINCIPLE OF NEEDLE SELECTION: THICK NEEDLES FOR THICK THREADS AND THIN NEEDLES FOR THIN THREADS.
PART 8. ADJUSTING
(1) LOOPER
A. FIRST, SET THE LOOPER CONNECTING ROD A (FIG 5). SO, THE DISTANCE X(FIG.5) BETWEEN THE CENTER LINES OF THE TWO BALL JOINTS IS 69.8mm. FOR ADJUSTMENT, LOOSEN THE TWO NUTS B AND TURN CONNECTING ROD A FORWARD OR BACKWARD AS REQUIRED TO OBTAIN SPECIFIED DIMENSION. RETIGHTEN NUTS B.
CAUTION: THE NUT ON THE LEFT IS LEFT-HAND THREAD
B. ROTATE THE MACHINE PULLEY CLOCKWISE BY HAND, SO THAT THE NEEDLE BAR MOVES TO THE LOWEST POINT, AT THE SAME TIME THE LOOPER MOVES BACK TO ITS FARTHEST POSITION TO THE RIGHT. THE DISTANCE FROM THE POINT OF THE LOOPER A (FIG. 6) TO THE CENTERLINE OF THE NEEDLE IS 8mm. FOR ADJUSTMENT, LOOSEN TWO SCREWS C IN THE LOOPER DRIVE LEVER, ROTATE LOOPER DRIVE LEVER D LEFT OR RIGHT AS REQUIRED TO OBTAIN SPECIFIED DIMENSION AND RETIGHTEN SCREWS C.
CAUTION: PULL LOOPER DRIVE LEVER ROCKER BACK TIGHTLY WHEN TIGHTEN SCREWS C SO THAT THE END FACE OF THE LOOPER DRIVE LEVER ROCKER LEANS AGAINST THAT OF SHAFT BUSHING, ASSURING THAT CLEARANCE BETWEEN BOTH ENDS IS TAKEN OUT. (OTHERWISE, IT WILL MAKE NOISES.)
C. ROTATE THE MACHINE PULLEY SO THAT THE LOOPER A (FIG. 6) MOVES FROM RIGHT TO LEFT. THE LOOPER POINT SHOULD PASS CLOSE AS POSSIBLE AS THE BACK OF THE NEEDLE WITHOUT CONTACTING, ABOUT 0.08 TO 0.13mm (FIG. 7) CLEARANCE. FOR ADJUSTMENT. LOOSEN SCREW D (FIG 5) IN THE LOOPER ECCENTRIC FORK C AND TURN ROCKER SHAFT E ON THE LOOPER ROCKER WITH THE LOOPER FORWARD OR BACKWARD AS REQUIRED. THEN RETIGHTEN SCREW D.
(2) NEEDLE BAR
REMOVE THE THROAT PLATE. ROTATE THE MACHINE PULLEY IN OPERATING DIRECTION UNTIL THE LOOPER MOVING TO THE LEFT. WHEN THE LOOPER POINT PROJECTS 1~1. 5mm LEFT OF THE NEEDLE. THE LOWER EDGE OF LOOPER AND THE UPPER EDGE OF NEEDLE EYE MUST BE FLUSH IN THIS POSITION (FIG.8) FOR ADJUSTMENT, LOOSEN CLAMP SCREW B (FIG 4) IN THE NEEDLE BAR UP OR DOWN AS REQUIRED. RETIGHTEN SCREW B AND REMOUNT THROAT PLATE.
(3) NEEDLE GUARD
THE NEEDLE GUARD E (FIG .9) WILL PROTECT THE NEEDLE AND PREVENT IT FROM BENDING OR BREAKING WHEN THE NEEDLE GOES DOWN. THE CLEARANCE BETWEEN THE NEEDLE AND THE NEEDLE GUARD IS 0.08mm TO 0.13mm (FIG.9). FOR ADJUSTMENT. ROTATING PULLEY IN THE DIRECTION OF OPERATING, SO THAT THE NEEDLE GUARD MOVES AGAINST THE NEEDLE. LOOSEN SET SCREW G ON FEED DOG HOLDER (FIG. 6), MOVE THE NEEDLE GUARD ACCORDINGLY. RETIGHTEN SCREW G.
(4) Feed Dog
THE HEIGHT OF THE FEED DOG A (FIG 10) IS DETERMINED BY THE QUALITY AND THE THICKNESS OF THE SEWING MATERIALS. FOR CLOSING THIN MATERIAL SUCH AS BAGS MADE OF CLOTH AND PLASTIC, TEETH SURFACE SHOULD PROJECT 1.8mm ABOVE THE THROAT PLATE D TOP SURFACE, AND FOR SACKS ABOUT 2.2mm ABOVE THE THROAT PLATE. FOR SETTING, MOVE THE FEED DOG TO THE HIGHEST POSITION, LOOSEN NUT B AND ADJUST FEED DOG BY RAISING OR LOWERING IT. RETIGHTEN NUT B.
IF FEED DOG IS NOT IN THE CENTER IN THE THROAT PLATE SLOTS, LOOSEN SCREWS D IN THE FEED ROCKER C (FIG 10), MOVE THE FEED ROCKER RIGHT OR LEFT AS REQUIRED. THEN RETIGHTEN SCREWS D.
(5) STITCH LENGTH
THE LENGTH OF THE STITCH CAN BE ADJUSTED BY RAISING OR LOWERING THE STUD A IN THE SEGMENT SLOT OF THE FEED ROCKER C (FIG 10). LOWERING THE STUD WILL LENGTHEN THE STITCH. AFTER LOOSENING NUT B, STUD A CAN BE MOVED ACCORDINGLY. WHEN THE DESIRED STITCH LENGTH IS OBTAINED, RETIGHTEN NUT B.
CAUTION: ANY CHANGE OF STITCH LENGTH WILL NECESSITATE A CORRESPONDING CHANGE OF CLEARANCE BETWEEN THE NEEDLE GUARD AND NEEDLE.
(6) PRESSURE OF PRESSER FOOT
THE PRESSURE OF PRESSER FOOT IS DETERMINED BY THE THICKNESS OF THE SEWING MATERIAL. WHEN SEWING THIN MATERIALS, DECREASE PRESSURE; WHEN SEWING THICK MATERIALS, INCREASE PRESSURE. WHEN FEED SEWING MATERIALS SMOOTHLY AND STITCHES ARE UNIFORM, DON'T INCREASE PRESSURE, TO REDUCE PARTS WEAR. FOR SETTING PRESSURE, TURN THE TWO COLLARS A IN TO INCREASE PRESSURE, TURN OUT TO DECREASE PRESSURE.
(7) THREAD TENSION
THREAD TENSION IS ADJUSTED BY THREAD TENSION ASSEMBLY B AND C (FIG. 11). TENSION OF UPPER THREAD IS GENERALLY STRONGER THAN THAT OF LOWER THREAD. TURN THREAD TENSION B AND C IN TO INCREASE THE TENSION, TURN THEM OUT TO DECREASE THE TENSION. IF THE STITCH IS STILL NOT GOOD, SHOULD ADJUST THE HEIGHT OF THREAD ADJUSTING BAR D. THE HEIGHT OF THE THREAD ADJUSTING BAR D IS AT THE SAME LEVEL WITH THE THREAD EYE OF THE NEEDLE BAR CONNECTION AT ITS HIGHEST POSITION.
(8) MECHANISM THREAD CHAIN CUTTER
MODEL APE-1C/APE-1S/APE-5 THREAD CHAIN CUTTER IS DRIVEN BY MECHANISM. THE KNIFE C (FIG. 12) IS POSITIONED IN THE TAPERED SLOT IN THE FRONT OF THE BASE BY SCREW D. THE CUTTING STEEL B IS POSITIONED IN THE SLOT OF THE KNIFE HOLDER BY SCREW A AND GOES BACK AND FORTH WITH THE RUNNING OF THE MACHINE. IN CUTTING, THE EDGE OF THE CUTTING STEEL AND THE KNIFE SHOULD OVERLAP BY 0.5mm. FOR ADJUSTMENT, LOOSEN SCREW A AND D, SET AS REQUIRED, RETIGHTEN SCREW.
CAUTION: THE TIPS OF THE KNIFE AND CUTTING STEEL SHOULD BE POSITIONED 0.3 TO 0.5mm ABOVE THE THROAT PLATE BOTTOM SURFACE.
THE LATERAL PRESSURE BETWEEN THE KNIFE AND THE CUTTING STEEL IS ACTIVATED BY THE SPRING A (FIG. 13). AND IT IS DETERMINED BY ACTUAL REQUIREMENT IN THREAD CHAIN CUTTING. FOR ADJUSTMENT, LOOSEN THE COLLAR C OF SPRING AND SCREW B, INCREASE OR DECREASE THE PRESSURE AS REQUIRED, THEN RETIGHTEN SCREW B.
(9) AIR CYLINDER DRIVED CUTTER
TO OCCLUDE THE UPPER AND LOWER BLADES, MANUALLY MOVE THE UPPER BLADE.
TO DO SO, PUT OFF AIR SOURCE.
a. HERE, PRIOR TO LOWERING THE UPPER BLADE, LOOSEN SCREW A B AND C, AND THE NUTS C AND D SHOWN IN (FIG.13). WHEN BOTH BLADES ARE OCCLUDED, ALLOW A GAP OF 0.1 TO 0.2mm BETWEEN THE FACES OF THE TWO BLADES ON THE REAR SIDE, AND TIGHTEN THE SCREW A AND THE NUT D. THE GAP ADJUSTMENT CAN BE EASILY MADE PLACING A SHEET OF KRAFT PAPER BETWEEN THE UPPER AND LOWER BLADES, AS SHOW IN FIG.14.
b. AFTER THE SETTING DESCRIBED IN A ABOVE, WHERE THE SCREW H IS IN LIGHT CONTRACT WITH THE SCREW E, TIGHTEN THE NUT D.
c. AFTER THE ADJUSTMENT BY STEPS A AND B, CUT A CREPE TAPE OR THREAD FOR TEST.
- IF THE FRONT END OF THE CUTTER CUTS BUT THE REAR END DOES NOT, THERE IS GAP ON THE REAR SIDE. IN THIS CASE LOOSEN THE NUT D AND LOOSEN THE SCREW H BY 1/8 TURN, AND CUT THE THREAD AGAIN FOR TEST. IF IT STILL DOES NOT CUT, LOOSEN THE H BY ANOTHER 1/8 TURN AND REPEAT THIS ADJUSTMENT AND TEST CUT UNTIL THE THREAD CAN BE CUT, AND THEN RETIGHTEN THE NUT D.
- IF THE REAR END OF CUTTER CUTS BUT THE FRONT END DOES NOT CUT, THE ADJUSTMENT BY STEP A IS INSUFFICIENT. THEN MAKE RE-ADJUSTMENT OF THE REAR SIDE SO THAT THE GAP BETWEEN BOTH THE BLADES BECOME 0.1 TO 0.2mm.
- IF THE LOWER BLADE TENDS TO TURN AWAY WITHOUT CUTTING, LOOSEN THE NUT C AND INCREASE THE PRESSURE OF THE SPRING BY TURNING THE SCREW G CLOCKWISE (FIG.14).
d. ADJUST THE OVERLAPPED DEPTH OF THE UPPER AND LOWER BLADES BY CHANGING THE LENGTH OF AIR CYLINDER ROD END SO THAT THE DISTANCE BETWEEN THE UPPER FACE OF THE LOWER BLADE AND THE REAR SIDE OF THE UPPER BLADE BECOMES 2mm, AS SHOWN IN (FIG.15).
PART 9. TROUBLESHOOTING
ORDERING PARTS
1. DESCRIPTION OF EACH PART AND ITS STAMP NUMBER IS DESCRIBED IN THIS PARTS LIST. SCREWS AND NUTS FOOR PARTS ARE SHOWN ADJACENT TO THE RELEVANT PARTS. WHEN ORDERING PARTS. DESCRIBE CLEARLY STAMP NUMBER WITH ITS NAME OF PARTS.
2. THE PARTS WHICH HAVE NO REF. NUMBER CAN NOT BE DELIVERED INDEPENDENTLY; ALWAYS ORDER IT AS AN ASSEMBLY.
3. A SET OF ASSEMBLED PARTS IS REPRESENTED BY THE STAMP NUMBER OF ITS MAIN PARTS.
* THE PARTS LIST IS SUBJECT TO CHANGE WITHOUT PRIOR NOTICE.
CONTENTS:
01 MACHINE BODY AND BUSHING PARTS
02 MISCELLANEOUS COVER PARTS
03 THREAD GUIDE & THREAD TENSION PARTS
04 CRANK SHAFT PARTS
05 LOOPER DRIVE PARTS
06 FEED DRIVE PARTS
07 FEED DOG, THROAT PLATE & PRESS FOOT PARTS
08 CUTTER PARTS (APE-1C, APE-1S, APE-5)
09 CUTTER PAPTS & PRESSER FOOT LIFTER LEVER (APE-4)
10 AIR CYLINDER DRIVE CUTTER PARTS (APE-3A, APE-3AS, APE-5A)
01 MACHINE BODY AND BUSHING PARTS
02 MISCELLANEOUS COVER PARTS
03 THREAD GUIDE & THREAD TENSION PARTS
04 CRANK SHAFT PARTS
05 LOOPER DRIVE PARTS
06 FEED DRIVE PARTS
07 FEED DOG, THROAT PLATE & PRESS FOOT PARTS
08 CUTTER PARTS (APE-1C, APE-1S, APE-5)
09 CUTTER PAPTS & PRESSER FOOT LIFTER LEVER (APE-4)
10 AIR CYLINDER DRIVE CUTTER PARTS (APE-3A, APE-3AS, APE-5A)
APE AUTOMATIC SEWING MACHINE CONTROLLER INSTRUCTIONS
INSTRUCTIONS OF CONTROLLER:
- PRESS BUTTON “” MORE THAN 2S, CLEAR NUMBER.
- PRESS BUTTON “” MORE THAN 2S, ADJUST THE DELAY TIME OF MOTOR STOP WORKING.
- PRESS BUTTON “” AT THE SAME TIME, ADJUST CUTTER STARTING TIME.
- PRESS BUTTON “” MORE THAN 5S, ADJUST THE AVERAGE TRIGGER ACTION TIME OF THE SOLENOID VALVE FOR AIR CYLINDER.
WIRING DIAGRAM:
THERE IS A FOUR-CORE THREAD ON THE SEWING MACHINE, AND CONNECT THE RED AND GREEN ONES TO THE 380V, BLUE AND YELLOW (OR WHITE) ONES TO AC CONTACTOR.
INSTALLATION MEASUREMENT DRAWING FOR THE EQUIPMENT
DESCRIPTION:
1. TWEEZERS, QUANTITY: 1
2. DOUBLE JAWED WRENCH, 5.5X7, QUANTITY: 1
3. DOUBLE JAWED WRENCH, 8X10, QUANTITY: 1
4. HEXAGON SOCKET HEAD WRENCH, 4mm, QUANTITY: 1
5. HEXAGON SOCKET HEAD WRENCH, 5mm, QUANTITY: 1
6. OIL GUN, QUANTITY: 1
7. SCREWDRIVER, 75mm, QUANTITY: 1
8. SCREWDRIVER, 225mm, QUANTITY: 1
9. SCREWDRIVER, 250mm, QUANTITY: 1
10. NEEDLE, 80800X250, QUANTITY: 1
11. KNIFT CUTIING STEEL, QUANTITY: 1
Write Your Own Review