Search results for: 'and'
-
 TT-5551 CATERPILLAR MODEL XQ2000 SETS, YEAR 2000 TO 2004, 50/60 HzTT-5551 CATERPILLAR MODEL XQ2000 SETS, YEAR 2000 TO 2004, 50/60 Hz CATERPILLAR MODEL XQ2000 SETS YEAR MODELS 2000 TO 2004 5000 HOURS OPERATION SINCE NEW TO REBUILT ENGINES WITH 3K-TO-5K HOURS USED CATERPILLAR FEATURES EMISSIONS EPA AND CARB EMISSIONS CERTIFIED FOR NON-ROAD MOBILE APPLICATIONS. CATERPILLAR DIESEL GENERATOR SETS FACTORY DESIGNED, CERTIFIED PROTOTYPE TESTED WITH TORSIONAL ANALYSIS. PRODUCTION TESTED AND DELIVERED TO YOU IN A PACKAGE THAT IS READY TO BE CONNECTED TO YOUR FUEL AND POWER LINES. ELECTRIC POWER DESIGN PRO COMPUTER SIZING AVAILABLE. SUPPORTED 100% BY YOUR CATERPILLAR DEALER WITH WARRANTY ON PARTS AND LABOR. EXTENDED WARRANTY AVAILABLE IN SOME AREAS. THE GENERATOR SET WAS DESIGNED AND MANUFACTURED IN AN ISO 9001 COMPLIANT FACILITY. GENERATOR SET AND COMPONENTS MEET OR EXCEED THE FOLLOWING SPECIFICATIONS: AS1359, AS2789, ABGSM TM3, BS4999, DIN6271, DIN6280, EGSA101P, JEM1359, IEC 34/1, ISO3046/1, ISO8528, NEMA MG1-22. Learn More
TT-5551 CATERPILLAR MODEL XQ2000 SETS, YEAR 2000 TO 2004, 50/60 HzTT-5551 CATERPILLAR MODEL XQ2000 SETS, YEAR 2000 TO 2004, 50/60 Hz CATERPILLAR MODEL XQ2000 SETS YEAR MODELS 2000 TO 2004 5000 HOURS OPERATION SINCE NEW TO REBUILT ENGINES WITH 3K-TO-5K HOURS USED CATERPILLAR FEATURES EMISSIONS EPA AND CARB EMISSIONS CERTIFIED FOR NON-ROAD MOBILE APPLICATIONS. CATERPILLAR DIESEL GENERATOR SETS FACTORY DESIGNED, CERTIFIED PROTOTYPE TESTED WITH TORSIONAL ANALYSIS. PRODUCTION TESTED AND DELIVERED TO YOU IN A PACKAGE THAT IS READY TO BE CONNECTED TO YOUR FUEL AND POWER LINES. ELECTRIC POWER DESIGN PRO COMPUTER SIZING AVAILABLE. SUPPORTED 100% BY YOUR CATERPILLAR DEALER WITH WARRANTY ON PARTS AND LABOR. EXTENDED WARRANTY AVAILABLE IN SOME AREAS. THE GENERATOR SET WAS DESIGNED AND MANUFACTURED IN AN ISO 9001 COMPLIANT FACILITY. GENERATOR SET AND COMPONENTS MEET OR EXCEED THE FOLLOWING SPECIFICATIONS: AS1359, AS2789, ABGSM TM3, BS4999, DIN6271, DIN6280, EGSA101P, JEM1359, IEC 34/1, ISO3046/1, ISO8528, NEMA MG1-22. Learn More -
 M-4747 INDUSTRIAL BREWERY WITH BREWHOUSE 20 HLREFERENCE NUMBER: M-4747 (1111NBRTHH10) L INDUSTRIAL BREWERY WITH BREWHOUSE 20 HL INDUSTRIAL BREWERY WITH CAPACITY OF 20 HL PER BREW YEAR PRODUCTIVITY OF 6,000 TO 7,000 HL, 3 SORTS OF BEER BREWERY IS NOT LOCATED AT A SEISMIC AREA EQUIPMENT DESIGNED ACCORDING TO EUROPEAN STANDARD STEAM HEATED 2-VESSEL BREW HOUSE OF 20 HECTOLITRES IN STAINLESS STEEL SCOPE OF SUPPLY: MALT MILL 1 X 2-ROLL MILL WITH CAPACITY OF 400 TO 800 KG/H WITH INLET FROM THE TOP FOR MALT SACKS BREW HOUSE 20HL STEAM HEATED STAINLESS STEEL 1.1 MASH/WORTH – KETTLE DOUBLE WALLED INNER SHELL OF STAINLESS STEEL, MATERIAL 1.4301 LLC, WELDS GROUND WITH GRAIN SIZE 220 OUTER SHEATH MADE OF STAINLESS STEEL 2 STEAM HEATING ZONES (BOTTOM AND CYLINDRICAL PART) AGITATOR AND SHAFT IN STAINLESS STEEL, MATERIAL 1.4301. INSTALLATION OF BOTTOM CENTER. DRIVE VIA GEAR MOTOR, SPEED CONTROLLABLE BY FREQUENCY CONVERTER 1 SPRAY BALL 1 MAN HOLE WITH GLASS 1 PRESSURE RELIEF VALVE – SAFETY VALVE 1 LEVELMEASUREMENT DESIGNED FOR NON PRESSURE OPERATION 1.2 LAUTER TUN DOUBLE WALLED INNER SHELL OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220 OUTER SHEATH MADE OF STAINLESS STEEL ISOLATION OF THE CYLINDRICAL PART AND THE BOTTOM - 100 MM HALOGEN-FREE MINERAL WOOL. BOTTOM OF THE LAUTER TUN WITH OUTLET VALVES, BACK WASH VALVES AND A DRAIN VALVE MULTIPART SIEVE PLATE 1.4301 REMOVABLE THROUGH MANHOLE. HOEING 1.4301 TWO-ARMED WITH KNIVES AND TREBERN SWORD. INSTALLATION OF BOTTOM CENTER. 1 LAUTER STATION WITH CIP SPRAY BALL 1 MANHOLE WITH GLASS 1 SPRAY BALL 1 TREBERN FLAP AT THE CYLINDRICAL PART DESIGNED FOR NON PRESSURE OPERATION THE PACKAGE INCLUDES ALL VALVES, CHECK VALVES, BUTTERFLY VALVES, 2 PUMPS AND TEMPERATURE PROBES LANDING AND STAIRS MADE OF STAINLESS STEEL SQUARE ROOF BARS, COVERED WITH CORRUGATED SHEET METAL, HEIGHT ADJUSTABLE FEET WITH DOMES. THE PAN DUST WILL BE COLD DOWN WITH COLD WATER AND THE CONDENSATE WILL BE TRANSFERRED TO THE DRAIN WHIRLPOOL 20HL VESSEL MADE OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220. NON INSULATED. 1 WHIRLPOOL PUMP 2 LATERAL OUTLETS WITH HAND VALVES 1 FLOOR DRAIN WITH HAND VALVE 1 TANGENTIAL INLET PORT WITH THREADED CONNECTOR 1 SAFETY VALVE 1 MANHOLE 1 SPRAY BALL DESIGNED FOR NON PRESSURE OPERATION WORTHCOOLING + WORTH AERATION VESSEL MADE OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220. NON INSULATED. 1 WHIRLPOOL PUMP 2 LATERAL OUTLETS WITH HAND VALVES 1 FLOOR DRAIN WITH HAND VALVE 1 TANGENTIAL INLET PORT WITH THREADED CONNECTOR 1 SAFETY VALVE 1 MANHOLE 1 SPRAY BALL DESIGNED FOR NON PRESSURE OPERATION 1. SECTION: 20 HL WORTH IS COOLED WITH COLD WATER FROM 98°C TO 17°C IN 60 MINUTES (COLD WATER FROM CLIENT SIDE MUST BE MAX. 15°C OR LOWER) 2. SECTION: WITH ICE WATER OR GLYCOL THE WORTH IS COOLED TO 5°C CONTROL SYSTEM EACH PNEUMATIC CONTROLLED VALVE WILL HAVE A SWITCH BUTTON ON A CONTROL PANEL IN THE MIDDLE OF THE BREW HOUSE. ALSO THE TEMPERATURE CONTROL OF THE MASH KEETEL AND WORTH KETTLE WILL BE IMPLEMENTED AT THE CONTROL PANEL WITH A HARD WARE CONTROLLER. HOT WATER TANK 30 HL VERTICAL DESIGN, MATERIAL 1.4301 DOUBLE WALLED INNER SHELL OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220 OUTER SHEATH MADE OF MATERIAL 1.4301 WITH GRAIN 220 1 HOT WATER PUMP 1 CIRCULATION PUMP 1 PT 100 AN CONTROLLER 1 STEAM VALVE AND CONDENSATE VALVE 1 LEVEL INDICATION 10 X CYLINDER CONICAL TANKS 40/48 HL VERTICAL DESIGN WITH DISHED BOTTOM AND 60° CONE. CONE AND CYLINDRICAL PART IS INSULTED AND THE FULL TANK IS EQUIPPED WITH WELDED STAINLESS STEEL EXTERIOR FINISH. TANK HEIGHT APPROX.: 4.050MM TANK EQUIPPED WITH COOLING JACKET (1 ZONE) AND CONE COOLING (2 ZONE), BY TEMP- PLATE, SUITABLE FOR ICE WATER / GLYCOL. SEPARATE CONNECTIONS FOR COOLING FOR CASING AND CONE : NIPPLE ¾ " EXTERNAL THREAD TANK WITH MANHOLE 500 X 400 MM, WITH MANHOLE COVER AND DUAL HINGE. 2 OUTLET DN 32 INSTALLED IN A DN 125 - THREAD , PULLED FORWARD AND ENDED BUTTERFLY VALVE DN 32 G / S , WITH BLANKING CAP. UPPER FLOOR PROVIDED WITH 2 THREADED CONNECTION DN 32 FOR CONNECTION OF AN RLV - FITTING. ONE OF THE TERMINALS INSTALLED IN A FITTING DN 100 AND DN 25 PROVIDED WITH REMOVABLE SPRAY BALL CLEANING PIPE DN25, TOP PROVIDED WITH CONNECTION CONE / NUT DN 32FOR CONNECTION TO THE RLV COMBINATION, PULLED DOWN AND ENDING ON OPERATING HEIGHT IN THREADED CONNECTION DN 50, INCLUDING BLANKING CAP. IN THE CLEANING DUCT 2 CONNECTOR WITH THREADED CONNECTION DN 20 FOR SPUND APPARATUS AND WITH BALL VALVE FOR THE GAS SUPPORT 1 CONNECTOR FOR SAMPLE VALVE: THREADED CONNECTION DN 20 2 CONNECTION FOR PT -100: IMMERSION SLEEVE 260 MM LONG, WITH SLEEVE ½ " . 2 SOLENOID VALVE FOR THE COOLING DUCT 4 MANUAL VALVES IN THE COOLANT INLET AND COOLANT OUTLET LINE 4 THE HEIGHT ADJUSTABLE TUBE FEET , INCLUDING FOOTPLATE. MATERIAL: 1.4301. FINISH: - INSIDE: - 2B (IIIC-SHEET), DISHED BOTTOM GROUND. - WELDS - ROUND & LONG SEAMS SANDED. - REST STAINED / BRUSHED. - OUTSIDE: - 2B (IIIC-SHEET). - WELDS - ROUND & LONGITUDINAL SEAMS SANDED. - REST STAINED / BRUSHED TANK SUITABLE FOR 3 BAR G. (20 ° C), DECREASE ACCORDING TO PED 97/23/EC. FILTRATION 20 HL/H KISELGUR- FILTER WITH HORIZONTAL SLICES AND CAPACITY OF 20HL / HOUR 3 X PRESSURE DISPENDING TANKS 40/46 HL VERTICAL DESIGN WITH DISHED BOTTOM LOWER + UPPER BOTTOM AND CYLINDRICAL PART IS INSULTED AND THE FULL TANK IS EQUIPPED WITH WELDED STAINLESS STEEL EXTERIOR FINISH. TANK HEIGHT APPROX.: 3.350MM TANK EQUIPPED WITH COOLING JACKET (1 ZONE) BY TEMP- PLATE, SUITABLE FOR ICE WATER / GLYCOL. CONNECTION FOR COOLING: NIPPLE ¾ " EXTERNAL THREAD TANK WITH MANHOLE 500 X 400 MM, WITH MANHOLE COVER AND DUAL HINGE. 1OUTLET DN 32 PULLED FORWARD AND ENDED BUTTERFLY VALVE DN 32 G / S , WITH BLANKING CAP. UPPER FLOOR PROVIDED WITH 2 THREADED CONNECTION DN 32 FOR CONNECTION OF AN RLV - FITTING. ONE OF THE TERMINALS INSTALLED IN A FITTING DN 100 AND DN 25 PROVIDED WITH REMOVABLE SPRAY BALL CLEANING PIPE DN 25, TOP PROVIDED WITH CONNECTION CONE / NUT DN 32 FOR CONNECTION TO THE RLV COMBINATION, PULLED DOWN AND ENDING ON OPERATING HEIGHT IN THREADED CONNECTION DN 32, INCLUDING BLANKING CAP. IN THE CLEANING DUCT 2 CONNECTOR WITH THREADED CONNECTION DN 20 FOR SPUND APPARATUS AND WITH BALL VALVE FOR THE GAS SUPPORT 1 CONNECTOR FOR SAMPLE VALVE: THREADED CONNECTION DN 20 1 CONNECTION FOR PT -100: IMMERSION SLEEVE 260 MM LONG, WITH SLEEVE ½ " . 1 SOLENOID VALVE FOR THE COOLING DUCT 2 MANUAL VALVES IN THE COOLANT INLET AND COOLANT OUTLET LINE 4 THE HEIGHT ADJUSTABLE TUBE FEET , INCLUDING FOOTPLATE. MATERIAL: 1.4301. FINISH: - INSIDE: - 2B (IIIC-SHEET), DISHED BOTTOM GROUND. - WELDS - ROUND & LONG SEAMS SANDED. - REST STAINED / BRUSHED. - OUTSIDE: - 2B (IIIC-SHEET). - WELDS - ROUND & LONGITUDINAL SEAMS SANDED. - REST STAINED / BRUSHED TANK SUITABLE FOR 3 BAR G. (20 ° C), DECREASE ACCORDING TO PED 97/23/EC. COOLING UNIT COOLING UNIT FOR THE OFFERT TANKS AND FOR THE WORTH COOLING. DESIGNED FOR OPERATION WITH GLYCOL COMPRESSOR OIL FREE FULLY AUTOMATIC, OIL-FREE AIR COMPRESSOR STATION WITH STAGE, MOUNTED ON A PRESSURE VESSEL, EQUIPPED WITH PRESSURE SWITCH, OUTLET VALVE, SAFETY VALVE, PRESSURE GAUGE AND MICRO FILTER. STEAM GENERATOR OIL OPERATED OIL OPERATED STEAM GENERATOR WITH A CAPACITY OF 200 KG/H INCLUDING FEED WATER TREATMENT AND FEED WATER CONTROL MOBILE BEER PUMP BEER PUMP WITH FREQUENCY CONVERTER, SINGLE MECHANICAL SEAL, ON STAINLESS STEEL FRAME (WITH CEE PLUG, MOTOR PROTECTION AND 10 M CABLE) FOR PUMPING FROM THE FERMENTATION TANKS TO THE PRESSURIZED TANK 4 PCS. BEER HOSES SET KEG-CLEANER WITH KEG-HANDFILLER CLEANER: CAPACITY: 10 – 15 KEGS / HOUR SEMI AUTOMATICALLY CLEANING PROCESS FOR ALL STANDARD KEGS KEG-HAND FILLER: COMPLETE MADE OF STAINLESS STEEL TUBES 2M LONG FOR ALL STANDARD KEGS PACKAGING WOODEN BOX AND FOILING FOR TRANSPORT IN A CONTAINER (SEA WAY), THE WOODEN BOX ALONE IS NOT ENOUGH FOR THE SEA WAY DOCUMENTATION IN ENGLISH (DEVICE DOCUMENTATION) IN ELECTRONIC FORM MOUNTING MATERIAL FOR MECHANICAL AND ELECTRICAL WORK UPON RECEIPT OF THE LAYOUT DRAWING, SPECIFICATIONS OR INTERFACES AND CLARIFYING THE SCOPE OF DELIVERY WE CAN MAKE A DETAILED QUOTE FOR DELIVERY, INSTALLATION, AND COMMISSIONING MOUNTING AND COMMISSIONING FOR MECHANIC WORK AND ELECTRIC WORK (LIFTING DEVICES- CRANE, ENERGY, RAW MATERIAL, CLEANING SOLUTION, HOTEL, FLIGHT TICKET, LABOURER FOR MOUNTING SUPPORT) UPON RECEIPT OF THE LAYOUT DRAWING, SPECIFICATIONS OR INTERFACES AND CLARIFYING THE SCOPE OF DELIVERY WE CAN MAKE A DETAILED QUOTE FOR DELIVERY, INSTALLATION, AND COMMISSIONING 4 TEST BREWS (ENERGY, RAW MATERIAL, CLEANING SOLUTION, HOTEL, FLIGHT TICKET) AND TRAINING OF THE OPERATOR STAFF UPON RECEIPT OF THE LAYOUT DRAWING, SPECIFICATIONS OR INTERFACES AND CLARIFYING THE SCOPE OF DELIVERY WE CAN MAKE A DETAILED QUOTE FOR DELIVERY, INSTALLATION, AND COMMISSIONING LABORATORY CIVIL WORK CO2 – SUPPLY PERMITS AND LICENSES FROM LOCAL AUTHORITIES TRANSPORT WATER TREATMENT AND COLD WATER TANK (IF REQUIRED) YEAST MANIPULATION (IF REQUIRED) Attached 3 photos from similar equipment. F1: brewhouse F2: CCT (cylindroconicalk tanks) and BBT (bright beer tanks = dispensing tanks) F3: PHE(plate heat exchanger = wort cooling, whirlpool, hot water tank) QUANTITY AVAILABLE: 1 Learn More
M-4747 INDUSTRIAL BREWERY WITH BREWHOUSE 20 HLREFERENCE NUMBER: M-4747 (1111NBRTHH10) L INDUSTRIAL BREWERY WITH BREWHOUSE 20 HL INDUSTRIAL BREWERY WITH CAPACITY OF 20 HL PER BREW YEAR PRODUCTIVITY OF 6,000 TO 7,000 HL, 3 SORTS OF BEER BREWERY IS NOT LOCATED AT A SEISMIC AREA EQUIPMENT DESIGNED ACCORDING TO EUROPEAN STANDARD STEAM HEATED 2-VESSEL BREW HOUSE OF 20 HECTOLITRES IN STAINLESS STEEL SCOPE OF SUPPLY: MALT MILL 1 X 2-ROLL MILL WITH CAPACITY OF 400 TO 800 KG/H WITH INLET FROM THE TOP FOR MALT SACKS BREW HOUSE 20HL STEAM HEATED STAINLESS STEEL 1.1 MASH/WORTH – KETTLE DOUBLE WALLED INNER SHELL OF STAINLESS STEEL, MATERIAL 1.4301 LLC, WELDS GROUND WITH GRAIN SIZE 220 OUTER SHEATH MADE OF STAINLESS STEEL 2 STEAM HEATING ZONES (BOTTOM AND CYLINDRICAL PART) AGITATOR AND SHAFT IN STAINLESS STEEL, MATERIAL 1.4301. INSTALLATION OF BOTTOM CENTER. DRIVE VIA GEAR MOTOR, SPEED CONTROLLABLE BY FREQUENCY CONVERTER 1 SPRAY BALL 1 MAN HOLE WITH GLASS 1 PRESSURE RELIEF VALVE – SAFETY VALVE 1 LEVELMEASUREMENT DESIGNED FOR NON PRESSURE OPERATION 1.2 LAUTER TUN DOUBLE WALLED INNER SHELL OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220 OUTER SHEATH MADE OF STAINLESS STEEL ISOLATION OF THE CYLINDRICAL PART AND THE BOTTOM - 100 MM HALOGEN-FREE MINERAL WOOL. BOTTOM OF THE LAUTER TUN WITH OUTLET VALVES, BACK WASH VALVES AND A DRAIN VALVE MULTIPART SIEVE PLATE 1.4301 REMOVABLE THROUGH MANHOLE. HOEING 1.4301 TWO-ARMED WITH KNIVES AND TREBERN SWORD. INSTALLATION OF BOTTOM CENTER. 1 LAUTER STATION WITH CIP SPRAY BALL 1 MANHOLE WITH GLASS 1 SPRAY BALL 1 TREBERN FLAP AT THE CYLINDRICAL PART DESIGNED FOR NON PRESSURE OPERATION THE PACKAGE INCLUDES ALL VALVES, CHECK VALVES, BUTTERFLY VALVES, 2 PUMPS AND TEMPERATURE PROBES LANDING AND STAIRS MADE OF STAINLESS STEEL SQUARE ROOF BARS, COVERED WITH CORRUGATED SHEET METAL, HEIGHT ADJUSTABLE FEET WITH DOMES. THE PAN DUST WILL BE COLD DOWN WITH COLD WATER AND THE CONDENSATE WILL BE TRANSFERRED TO THE DRAIN WHIRLPOOL 20HL VESSEL MADE OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220. NON INSULATED. 1 WHIRLPOOL PUMP 2 LATERAL OUTLETS WITH HAND VALVES 1 FLOOR DRAIN WITH HAND VALVE 1 TANGENTIAL INLET PORT WITH THREADED CONNECTOR 1 SAFETY VALVE 1 MANHOLE 1 SPRAY BALL DESIGNED FOR NON PRESSURE OPERATION WORTHCOOLING + WORTH AERATION VESSEL MADE OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220. NON INSULATED. 1 WHIRLPOOL PUMP 2 LATERAL OUTLETS WITH HAND VALVES 1 FLOOR DRAIN WITH HAND VALVE 1 TANGENTIAL INLET PORT WITH THREADED CONNECTOR 1 SAFETY VALVE 1 MANHOLE 1 SPRAY BALL DESIGNED FOR NON PRESSURE OPERATION 1. SECTION: 20 HL WORTH IS COOLED WITH COLD WATER FROM 98°C TO 17°C IN 60 MINUTES (COLD WATER FROM CLIENT SIDE MUST BE MAX. 15°C OR LOWER) 2. SECTION: WITH ICE WATER OR GLYCOL THE WORTH IS COOLED TO 5°C CONTROL SYSTEM EACH PNEUMATIC CONTROLLED VALVE WILL HAVE A SWITCH BUTTON ON A CONTROL PANEL IN THE MIDDLE OF THE BREW HOUSE. ALSO THE TEMPERATURE CONTROL OF THE MASH KEETEL AND WORTH KETTLE WILL BE IMPLEMENTED AT THE CONTROL PANEL WITH A HARD WARE CONTROLLER. HOT WATER TANK 30 HL VERTICAL DESIGN, MATERIAL 1.4301 DOUBLE WALLED INNER SHELL OF STAINLESS STEEL, MATERIAL 1.4301 IIIC, WELDS GROUND WITH GRAIN SIZE 220 OUTER SHEATH MADE OF MATERIAL 1.4301 WITH GRAIN 220 1 HOT WATER PUMP 1 CIRCULATION PUMP 1 PT 100 AN CONTROLLER 1 STEAM VALVE AND CONDENSATE VALVE 1 LEVEL INDICATION 10 X CYLINDER CONICAL TANKS 40/48 HL VERTICAL DESIGN WITH DISHED BOTTOM AND 60° CONE. CONE AND CYLINDRICAL PART IS INSULTED AND THE FULL TANK IS EQUIPPED WITH WELDED STAINLESS STEEL EXTERIOR FINISH. TANK HEIGHT APPROX.: 4.050MM TANK EQUIPPED WITH COOLING JACKET (1 ZONE) AND CONE COOLING (2 ZONE), BY TEMP- PLATE, SUITABLE FOR ICE WATER / GLYCOL. SEPARATE CONNECTIONS FOR COOLING FOR CASING AND CONE : NIPPLE ¾ " EXTERNAL THREAD TANK WITH MANHOLE 500 X 400 MM, WITH MANHOLE COVER AND DUAL HINGE. 2 OUTLET DN 32 INSTALLED IN A DN 125 - THREAD , PULLED FORWARD AND ENDED BUTTERFLY VALVE DN 32 G / S , WITH BLANKING CAP. UPPER FLOOR PROVIDED WITH 2 THREADED CONNECTION DN 32 FOR CONNECTION OF AN RLV - FITTING. ONE OF THE TERMINALS INSTALLED IN A FITTING DN 100 AND DN 25 PROVIDED WITH REMOVABLE SPRAY BALL CLEANING PIPE DN25, TOP PROVIDED WITH CONNECTION CONE / NUT DN 32FOR CONNECTION TO THE RLV COMBINATION, PULLED DOWN AND ENDING ON OPERATING HEIGHT IN THREADED CONNECTION DN 50, INCLUDING BLANKING CAP. IN THE CLEANING DUCT 2 CONNECTOR WITH THREADED CONNECTION DN 20 FOR SPUND APPARATUS AND WITH BALL VALVE FOR THE GAS SUPPORT 1 CONNECTOR FOR SAMPLE VALVE: THREADED CONNECTION DN 20 2 CONNECTION FOR PT -100: IMMERSION SLEEVE 260 MM LONG, WITH SLEEVE ½ " . 2 SOLENOID VALVE FOR THE COOLING DUCT 4 MANUAL VALVES IN THE COOLANT INLET AND COOLANT OUTLET LINE 4 THE HEIGHT ADJUSTABLE TUBE FEET , INCLUDING FOOTPLATE. MATERIAL: 1.4301. FINISH: - INSIDE: - 2B (IIIC-SHEET), DISHED BOTTOM GROUND. - WELDS - ROUND & LONG SEAMS SANDED. - REST STAINED / BRUSHED. - OUTSIDE: - 2B (IIIC-SHEET). - WELDS - ROUND & LONGITUDINAL SEAMS SANDED. - REST STAINED / BRUSHED TANK SUITABLE FOR 3 BAR G. (20 ° C), DECREASE ACCORDING TO PED 97/23/EC. FILTRATION 20 HL/H KISELGUR- FILTER WITH HORIZONTAL SLICES AND CAPACITY OF 20HL / HOUR 3 X PRESSURE DISPENDING TANKS 40/46 HL VERTICAL DESIGN WITH DISHED BOTTOM LOWER + UPPER BOTTOM AND CYLINDRICAL PART IS INSULTED AND THE FULL TANK IS EQUIPPED WITH WELDED STAINLESS STEEL EXTERIOR FINISH. TANK HEIGHT APPROX.: 3.350MM TANK EQUIPPED WITH COOLING JACKET (1 ZONE) BY TEMP- PLATE, SUITABLE FOR ICE WATER / GLYCOL. CONNECTION FOR COOLING: NIPPLE ¾ " EXTERNAL THREAD TANK WITH MANHOLE 500 X 400 MM, WITH MANHOLE COVER AND DUAL HINGE. 1OUTLET DN 32 PULLED FORWARD AND ENDED BUTTERFLY VALVE DN 32 G / S , WITH BLANKING CAP. UPPER FLOOR PROVIDED WITH 2 THREADED CONNECTION DN 32 FOR CONNECTION OF AN RLV - FITTING. ONE OF THE TERMINALS INSTALLED IN A FITTING DN 100 AND DN 25 PROVIDED WITH REMOVABLE SPRAY BALL CLEANING PIPE DN 25, TOP PROVIDED WITH CONNECTION CONE / NUT DN 32 FOR CONNECTION TO THE RLV COMBINATION, PULLED DOWN AND ENDING ON OPERATING HEIGHT IN THREADED CONNECTION DN 32, INCLUDING BLANKING CAP. IN THE CLEANING DUCT 2 CONNECTOR WITH THREADED CONNECTION DN 20 FOR SPUND APPARATUS AND WITH BALL VALVE FOR THE GAS SUPPORT 1 CONNECTOR FOR SAMPLE VALVE: THREADED CONNECTION DN 20 1 CONNECTION FOR PT -100: IMMERSION SLEEVE 260 MM LONG, WITH SLEEVE ½ " . 1 SOLENOID VALVE FOR THE COOLING DUCT 2 MANUAL VALVES IN THE COOLANT INLET AND COOLANT OUTLET LINE 4 THE HEIGHT ADJUSTABLE TUBE FEET , INCLUDING FOOTPLATE. MATERIAL: 1.4301. FINISH: - INSIDE: - 2B (IIIC-SHEET), DISHED BOTTOM GROUND. - WELDS - ROUND & LONG SEAMS SANDED. - REST STAINED / BRUSHED. - OUTSIDE: - 2B (IIIC-SHEET). - WELDS - ROUND & LONGITUDINAL SEAMS SANDED. - REST STAINED / BRUSHED TANK SUITABLE FOR 3 BAR G. (20 ° C), DECREASE ACCORDING TO PED 97/23/EC. COOLING UNIT COOLING UNIT FOR THE OFFERT TANKS AND FOR THE WORTH COOLING. DESIGNED FOR OPERATION WITH GLYCOL COMPRESSOR OIL FREE FULLY AUTOMATIC, OIL-FREE AIR COMPRESSOR STATION WITH STAGE, MOUNTED ON A PRESSURE VESSEL, EQUIPPED WITH PRESSURE SWITCH, OUTLET VALVE, SAFETY VALVE, PRESSURE GAUGE AND MICRO FILTER. STEAM GENERATOR OIL OPERATED OIL OPERATED STEAM GENERATOR WITH A CAPACITY OF 200 KG/H INCLUDING FEED WATER TREATMENT AND FEED WATER CONTROL MOBILE BEER PUMP BEER PUMP WITH FREQUENCY CONVERTER, SINGLE MECHANICAL SEAL, ON STAINLESS STEEL FRAME (WITH CEE PLUG, MOTOR PROTECTION AND 10 M CABLE) FOR PUMPING FROM THE FERMENTATION TANKS TO THE PRESSURIZED TANK 4 PCS. BEER HOSES SET KEG-CLEANER WITH KEG-HANDFILLER CLEANER: CAPACITY: 10 – 15 KEGS / HOUR SEMI AUTOMATICALLY CLEANING PROCESS FOR ALL STANDARD KEGS KEG-HAND FILLER: COMPLETE MADE OF STAINLESS STEEL TUBES 2M LONG FOR ALL STANDARD KEGS PACKAGING WOODEN BOX AND FOILING FOR TRANSPORT IN A CONTAINER (SEA WAY), THE WOODEN BOX ALONE IS NOT ENOUGH FOR THE SEA WAY DOCUMENTATION IN ENGLISH (DEVICE DOCUMENTATION) IN ELECTRONIC FORM MOUNTING MATERIAL FOR MECHANICAL AND ELECTRICAL WORK UPON RECEIPT OF THE LAYOUT DRAWING, SPECIFICATIONS OR INTERFACES AND CLARIFYING THE SCOPE OF DELIVERY WE CAN MAKE A DETAILED QUOTE FOR DELIVERY, INSTALLATION, AND COMMISSIONING MOUNTING AND COMMISSIONING FOR MECHANIC WORK AND ELECTRIC WORK (LIFTING DEVICES- CRANE, ENERGY, RAW MATERIAL, CLEANING SOLUTION, HOTEL, FLIGHT TICKET, LABOURER FOR MOUNTING SUPPORT) UPON RECEIPT OF THE LAYOUT DRAWING, SPECIFICATIONS OR INTERFACES AND CLARIFYING THE SCOPE OF DELIVERY WE CAN MAKE A DETAILED QUOTE FOR DELIVERY, INSTALLATION, AND COMMISSIONING 4 TEST BREWS (ENERGY, RAW MATERIAL, CLEANING SOLUTION, HOTEL, FLIGHT TICKET) AND TRAINING OF THE OPERATOR STAFF UPON RECEIPT OF THE LAYOUT DRAWING, SPECIFICATIONS OR INTERFACES AND CLARIFYING THE SCOPE OF DELIVERY WE CAN MAKE A DETAILED QUOTE FOR DELIVERY, INSTALLATION, AND COMMISSIONING LABORATORY CIVIL WORK CO2 – SUPPLY PERMITS AND LICENSES FROM LOCAL AUTHORITIES TRANSPORT WATER TREATMENT AND COLD WATER TANK (IF REQUIRED) YEAST MANIPULATION (IF REQUIRED) Attached 3 photos from similar equipment. F1: brewhouse F2: CCT (cylindroconicalk tanks) and BBT (bright beer tanks = dispensing tanks) F3: PHE(plate heat exchanger = wort cooling, whirlpool, hot water tank) QUANTITY AVAILABLE: 1 Learn More -
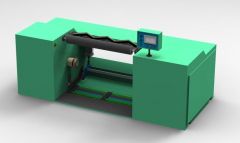 AUTOMATIC HIGH-PRECISION COPY WARPING MACHINE FOR 30”×42” AND 21”X42” BEAM AND 1400-POSITION CREELMACHINE FEATURES: - WITH NC SERVICE ROLLER, AUTOMATIC ADDING OIL DEVICE, BACKING YARN STORAGE DEVICE, DEVICE YARN NEEDLE, YARN COLLECTING PLAT AND AUTO STOP DEVICE. -THE MAIN MOTOR IS CONTROLLED BY INVERTER AND PLC. -THE CREEL IS CONTROLLED BY PNEUMATIC, AND ITS POSITION IS ACCURACY CONTROLLED BY PHOTOELECTRIC SENSOR AND THE PLC AUTOMATICALLY. -THE MAIN BRAKE ADEPTS PNEUMATIC BUTTERFLY BRAKE. THE BREAKING TRAY WITH MIDDLE UNOCCUPIED HAS A NICE HEAT-DISSIPATED FUNCTION. ON THE OTHER HAND, THE USING OF BREAK PINCER WITH AUTO-COMPENSATION AND THE HOOFED PIECE MAKES THE BUTTERFLY BRAKE STABLE AND LAST A LONG LIFE. -THE BRAKE OF POSITIVE ROLLER AND SPEED ROLLER CAN MAKE DIFFERENT BRAKE PRESSURES ACCORDING TO DIFFERENT SPEEDS (MORE THAN 200 M/MIN). THESE DIFFERENT PRESSURES, TOGETHER WITH THE MAIN BEAM BREAK, GUARANTEES THE YARN TENSION IN THE BREAKING TIME IS THE SAME AS THE TENSION UNDER THE CONSTANT SPEED. -WITH TOUCH SCREEN. ALL THE ELECTRICAL TROUBLES AND WRONG OPERATION INFORMATION ARE DISPLAYED ON THE SCREEN. THE PNEUMATIC PART, AORTIC, IS MADE IN TAIWAN. -THE POSITIVE ROLLER IS COVERED BY HIGH-HARDNESS COATING, SO THE SMOOTH SURFACE IMPROVES THE ABSORPTION TO THE YARN. THE AC HIGH-SPEED SERVO SYSTEM PROVIDES A POWER TO THE ABOVE ROLLER, MATCHING WITH THE PLC, BOTH OF WHICH SERVICE FOR THE MAIN WINDING SYSTEM, TO ENSURE THE CONSTANT TENSION OF YARN. -WITH REMOTE DEBUGGING TO MONITOR THE CURRENT WORKING CONDITIONS. CONSISTS OF: (1) COMPUTER CONTROLLED COPY WARPING MACHINE FOR 30”X42” INCH AND 21”X42” BEAM (2) ROTATION OPEN CREEL WITH 1400 POSITIONS AND KFD OIL HYDRAULIC TENSIONER (1) COMPUTER CONTROLLED COPY WARPING MACHINE FOR 30”X42” INCH AND 21”X42” BEAM TECHNICAL DATA: LINE SPEED 0 TO 1000M/MIN MAX. TENSION OF LINE 1000N BRAKE TORQUE 3200NM UP AND DOWN OF BEAM PNEUMATIC CONTROL TIGHT AND RELEASE OF BEAM PNEUMATIC CONTROL DIAMETER OF SPEED ROLLER Ø120mm POWER OF MAIN MOTOR 15KW CONTROL TYPE OF MAIN MOTOR INVERTER CONTROL MONITORING WAY IMMEDIATE MONITOR BY MICROCOMPUTER CONTROLLED TOUCH SCREEN CONTROL TYPE OF POSITIVE YARN-SEND ROLLER AC HIGH-SPEED SERVO CONTROL SYSTEM OF MITSUBISHI DIAMETER OF POSITIVE YARN-SEND ROLLER Ø100mm PRESSURE OF PNEUMATIC SOURCE 6 BAR MAIN PARTS: MAIN MOTOR SIEMENS OF GERMANGY HIGH-SPEED SERVO SYSTEM MITSUBISHI OF JAPAN CONVERTER EMERSON OF USA TEST COMPONENTS A AUTONICS OF SOUTH KOREA TEST COMPONENTS B KOYO OF JAPAN PNEUMATIC COMPONENTS AIRTAC OF TAIWAN PLC OMRON OF JAPAN TOUCH SCREEN MCGS OF BEIJING OPERATING COMPONENTS SCHNEIDER OF FRANCE TERMINAL COMPONENTS PHOENIXCONTACT OF GERMANGY BEARING NSK OF JAPAN (2) ROTATION OPEN CREEL WITH 1400 POSITIONS AND KFD OIL HYDRAULIC TENSIONER MAJOR PARTS: 1. MOTOR 2. ROLLER SPEED DETECTOR 3. CONTROL PANEL 4. REED 5. SIZING PARTS 6. LUBRICATING DEVICE 7. YARN STORAGE 8. TENSION ROLLER 9. STATIC ELIMINATOR 10. NEEDLES 11. YARN COLLECTING BOARD DELIVERY TIME: 37-45 DAYS Learn More
AUTOMATIC HIGH-PRECISION COPY WARPING MACHINE FOR 30”×42” AND 21”X42” BEAM AND 1400-POSITION CREELMACHINE FEATURES: - WITH NC SERVICE ROLLER, AUTOMATIC ADDING OIL DEVICE, BACKING YARN STORAGE DEVICE, DEVICE YARN NEEDLE, YARN COLLECTING PLAT AND AUTO STOP DEVICE. -THE MAIN MOTOR IS CONTROLLED BY INVERTER AND PLC. -THE CREEL IS CONTROLLED BY PNEUMATIC, AND ITS POSITION IS ACCURACY CONTROLLED BY PHOTOELECTRIC SENSOR AND THE PLC AUTOMATICALLY. -THE MAIN BRAKE ADEPTS PNEUMATIC BUTTERFLY BRAKE. THE BREAKING TRAY WITH MIDDLE UNOCCUPIED HAS A NICE HEAT-DISSIPATED FUNCTION. ON THE OTHER HAND, THE USING OF BREAK PINCER WITH AUTO-COMPENSATION AND THE HOOFED PIECE MAKES THE BUTTERFLY BRAKE STABLE AND LAST A LONG LIFE. -THE BRAKE OF POSITIVE ROLLER AND SPEED ROLLER CAN MAKE DIFFERENT BRAKE PRESSURES ACCORDING TO DIFFERENT SPEEDS (MORE THAN 200 M/MIN). THESE DIFFERENT PRESSURES, TOGETHER WITH THE MAIN BEAM BREAK, GUARANTEES THE YARN TENSION IN THE BREAKING TIME IS THE SAME AS THE TENSION UNDER THE CONSTANT SPEED. -WITH TOUCH SCREEN. ALL THE ELECTRICAL TROUBLES AND WRONG OPERATION INFORMATION ARE DISPLAYED ON THE SCREEN. THE PNEUMATIC PART, AORTIC, IS MADE IN TAIWAN. -THE POSITIVE ROLLER IS COVERED BY HIGH-HARDNESS COATING, SO THE SMOOTH SURFACE IMPROVES THE ABSORPTION TO THE YARN. THE AC HIGH-SPEED SERVO SYSTEM PROVIDES A POWER TO THE ABOVE ROLLER, MATCHING WITH THE PLC, BOTH OF WHICH SERVICE FOR THE MAIN WINDING SYSTEM, TO ENSURE THE CONSTANT TENSION OF YARN. -WITH REMOTE DEBUGGING TO MONITOR THE CURRENT WORKING CONDITIONS. CONSISTS OF: (1) COMPUTER CONTROLLED COPY WARPING MACHINE FOR 30”X42” INCH AND 21”X42” BEAM (2) ROTATION OPEN CREEL WITH 1400 POSITIONS AND KFD OIL HYDRAULIC TENSIONER (1) COMPUTER CONTROLLED COPY WARPING MACHINE FOR 30”X42” INCH AND 21”X42” BEAM TECHNICAL DATA: LINE SPEED 0 TO 1000M/MIN MAX. TENSION OF LINE 1000N BRAKE TORQUE 3200NM UP AND DOWN OF BEAM PNEUMATIC CONTROL TIGHT AND RELEASE OF BEAM PNEUMATIC CONTROL DIAMETER OF SPEED ROLLER Ø120mm POWER OF MAIN MOTOR 15KW CONTROL TYPE OF MAIN MOTOR INVERTER CONTROL MONITORING WAY IMMEDIATE MONITOR BY MICROCOMPUTER CONTROLLED TOUCH SCREEN CONTROL TYPE OF POSITIVE YARN-SEND ROLLER AC HIGH-SPEED SERVO CONTROL SYSTEM OF MITSUBISHI DIAMETER OF POSITIVE YARN-SEND ROLLER Ø100mm PRESSURE OF PNEUMATIC SOURCE 6 BAR MAIN PARTS: MAIN MOTOR SIEMENS OF GERMANGY HIGH-SPEED SERVO SYSTEM MITSUBISHI OF JAPAN CONVERTER EMERSON OF USA TEST COMPONENTS A AUTONICS OF SOUTH KOREA TEST COMPONENTS B KOYO OF JAPAN PNEUMATIC COMPONENTS AIRTAC OF TAIWAN PLC OMRON OF JAPAN TOUCH SCREEN MCGS OF BEIJING OPERATING COMPONENTS SCHNEIDER OF FRANCE TERMINAL COMPONENTS PHOENIXCONTACT OF GERMANGY BEARING NSK OF JAPAN (2) ROTATION OPEN CREEL WITH 1400 POSITIONS AND KFD OIL HYDRAULIC TENSIONER MAJOR PARTS: 1. MOTOR 2. ROLLER SPEED DETECTOR 3. CONTROL PANEL 4. REED 5. SIZING PARTS 6. LUBRICATING DEVICE 7. YARN STORAGE 8. TENSION ROLLER 9. STATIC ELIMINATOR 10. NEEDLES 11. YARN COLLECTING BOARD DELIVERY TIME: 37-45 DAYS Learn More -
 C-4085 GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE, YEAR RECONDITIONED 2004
C-4085 GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE, YEAR RECONDITIONED 2004REFERENCE NUMBER: C-4085
GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE, YEAR RECONDITIONED 2004
GREENVILLE CONTINUOS INDIGO & SULPHUR AND MERCERIZING DYEING LINE
IN 20 ROPES
YEAR RECONDITIONED: 2004
AND THEN IT STOPPED ON 2009
STILL ON MILL FLOOR
A-BALL WARPING MACHINES:
OFFER 001
RED-CHATWOOD BALL WARPER
MODEL: WC 480
YEAR: 1991
MAX. DIAMETER: 1200mm
TRAVERSE MAX.1200mm
MAX. WEIGHT: 816 KGS
ELECTRONIC CONTROL
2 ROLLERS WITH SENSOR
FOR AUTOMATIC REGULATION
AND CONSTANT AND PERIPHERIC WINDING SPEED
AND TENSION YARN FROM CREEL
QUANTITY: 1
OFFER 002
REED-CHATWOOD V CREEL
MODEL: LVC/A
YEAR: 1991
WITH ELECTRONIC TENSION REGULATION
504 POSITIONS WORKING
504 POSITIONS STORAGE
GAUGE 340mm X 340mm
80-WOOD LOG
QUANTITY: 2
OFFER 003
INDIGO & SULPHUR AND MERCERIZING ROPES DYEING LINE:
YEAR: 1972
YEAR RECONDITIONED: 2004
GREENVILLE
ROPES RANGE 20 ROPES
THIS ROPE RANGE HAS THE FLEXIBILITY TO PRODUCE 11 DIFFERENT DYEING PROCESS
QUANTITY: 1
COMPLETE OF:
OFFER 004
CREEL FOR 20 BALLS WARP POSITIONS
QUANTITY: 1
OFFER 005
ROPES YARN INTRODUCTION
AND DRAGGING CALENDER
QUANTITY: 1
OFFER 006
TANK1 - SODAING, IMBIBITION AND PURGING TANK
WITH LIQUID CIRCULATION
AND FILTERING GROUP
WITH SQEEZING PADDER FOR 10000 KGS
IN UPPER POSITION
QUANTITY: 1
OFFER 007
STEAMER
WITH VERTICAL PASSAGES OF FABRIC BY 6 UPPER
AND UNDER 5 CYLINDERS
CAP.L.M.40
QUANTITY: 1
OFFER 008
TANK2- FIXING, WASHING, INDIGO DYEING TANK
WITH SQEEZING PADDER FOR 10000 KGS FOR EACH TANK
QUANTITY: 1
OFFER 009
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
QUANTITY: 1 SET
OFFER 010
TANK3 - NEUTRALIZATION, WASHING AND INDIGO DYEING
WITH SQEEZING PADDER 10000 KGS
IRON AISI 316 FOR EACH TANK
QUANTITY: 1
OFFER 011
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
QUANTITY: 1 SET
OFFER 012
TANK4-TANK5
WASHING AND INDIGO DYEING TANK
WITH SQEEZING PADDER 10000 KGS FOR EACH TANK
QUANTITY: 2
OFFER 013
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
QUANTITY: 1 SET
OFFER 014
TANK6-TANK7 - WASHING AND INDIGO DYEING
BLACK SULPHUR DYEING
WITH SQEEZING PADDER 10000 KGS
FOR EACH TANK
QUANTITY: 2
OFFER 015
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
QUANTITY: 1 SET
OFFER 016
TANK8 - INDIGO SPECIAL COLORS DYEING
BLACK SULPHUR DYEING TANK
WITH LIQUID CIRCOLATION
AND FILTERING GROUP
WITH SQEEZING PADDER 10000 KGS FOR EACH TANK
QUANTITY: 1
OFFER 017
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
FABRIC CAPACITY 28 LINEAR METERS
IN UPPER POSITION
QUANTITY: 1 SET
OFFER 018
STEAMER
WITH VERTICAL PASSAGES OF FABRIC BY 6 UPPER
AND UNDER 5 CYLINDERS
CAP.L.M.40
QUANTITY: 1
OFFER 019
INDIGO CIRCULATION TANK
COMPLETED WITH FILTERS, HEATING COILS AND
AUTOMATIC DOSER FOR HYDROSULPHITE CAPACIOUS FOR 200 LT.S
WITH DOSING PUMP FOR AUTOMATIC SODA DOSING
ELECTRONIC EQUIPMENT FOR CONTROL OF PH
AND REDOX PARAMETERS
QUANTITY: 1
OFFER 020
TANK9-TANK10 - INDIGO DYEING
BLACK SULPHUR DYEING
WITH SQEEZING PADDER 10000 KGS
FOR EACH TANK
QUANTITY: 2
OFFER 021
8 LONGITUDINAL FINNED CYLINDERS FOR OXIDIZATION OF INDIGO-DYED YARNS
QUANTITY: 1 SET
OFFER 022
TANK11-TANK12-TANK13 - HOT WASHING (AND/ OR INDIGO DYEING)
TANK WITH SQEEZING PADDER 10000 KGS
WITH INOX STEEL HOOD AND ASPIRATION FAN
ALL INSIDE AND OUTSIDE TANKS AND CYLINDERS ARE IN INOX IRON
ALL THE TANKS ARE THERMOREGULATED
EACH TANK IS COMANDED BY MOTOR POWER INVERTER
QUANTITY: 3
OFFER 023
RAMALLUMIN DRYING CYLINDERS
YEAR: 1972
YEAR RECONDITIONED: 2002
PART OF TEFLONED CYLINDERS
ALL CYLINDERS STEAM HEATING THERMOREGULATED EXIT
20 COILER SYSTEM FOR CANS
DIAMETER: 1200mm X H.800mm
FOR DYEING ROPES
PANEL ELECTRONIC COMPUTERIZED
AND ELECTRIC POWER FOR ALL FUNCTIONS OF THE LINE
ELECTRONIC CONTROL OF THE TENSION OF THE YARN
WITH ELONGATIONS IN %
BETWEEN THE DIFFERENT POINT
MOISTURE CONTROL
QUANTITY: 36
OFFER 024
CANS STORAGE
DIAMETER: 1200mm X H.800mm
INCLUDING-CABIES-PIPING
QUANTITY: 60
OFFER 025
INOX IRON CONTROL PANEL FOR THE DYEING PROCESS
QUANTITY: 1
OFFER 026
INOX IRON CONTROL PANEL FOR THE SPEED REGULATION
QUANTITY: 1
OFFER 027
INOX IRON CONTROL PANEL FOR THE COLORS KITCHEN
COLORS AUTOMATIC ELECTRONIC KITCHEN
QUANTITY: 1
OFFER 028
COMPOSED WITH:
CAPACIOUS FOR DARK INDIGO SALVAGE FOR 3500 LTS EACH
QUANTITY: 6
OFFER 029
CAPACIOUS FOR DARK INDIGO SALVAGE FOR 10000 LTS EACH
ALL THE CAPACIOUSES ARE IN INOX IRON
AND ARE PROVIDED WITH THE ELECTRIC AGITATOR
PART OF THEM ARE THERMOREGULATED
QUANTITY: 6
OFFER 030
DIRECT WARPER MACHINES FOR REBEAMING:
REED-CHATWOOD CHAIN BEAMERS DIRECT WARPERS
MODEL: SBB
YEAR: 1991
MAX. SPEED 410 M/MIN
BEAM FLANGE
DIAMETER: 1000mm
BEAM MAX. WEIGHT: 907 KGS
FOR REBEAMING FROM CANS
WITH ROPES DYEING
TO REED-CHATWOOD CHAIN BEAMERS
WITH AUTOMATIC ELECTRONIC PREFEEDER ACCUMULATOR
WITH 2 POSITIVE ROLLERS
FOR ELECTRONIOC CONTROL OF CONSTANT TENSION
AND PERIPHERIC SPEED ROPES
QUANTITY: 1
OFFER 031
NUOVA FORMIA CHAIN BEAMERS DIRECT WARPERS
YEAR: 1987
MAX. SPEED: 410 M/MIN
BEAM FLANGE DIAMETER: 1000mm
BEAM MAX. WEIGHT: 907 KGS
FOR REBEAMING FROM CANS
WITH ROPES DYEING
TO NUOVA FORMIA CHAIN BEAMERS
WITH AUTOMATIC ELECTRONIC
PREFEEDER ACCUMULATOR
WITH 2 POSITIVE ROLLERS
FOR ELECTRONIOC
CONTROL OF CONSTANT TENSION
AND PERIPHERIC SPEED ROPES
QUANTITY: 5
OFFER 032
WARP BEAMS FLANGE DIAMETER: 1000mm
INSIDE DISTANCE FLANGE TO FLANGE: 1600mm
FOR EXIT CHAIN BEAMERS AND FEEDING CREEL ROTAL
SIZING MACHINE
SPARE PARTS EXISTING IN THE COMPANY
QUANTITY: 100
OFFER 033
SIZING MACHINE
ROTAL SIZING MACHINE
YEAR: 1990
QUANTITY: 1
COMPOSED WITH:
OFFER 034
FEEDING CREEL FOR 16 POSITIONS FOR BEAMS FLANGE
DIAMETER: 1000mm X INSIDE
DISTANCE FLANGE TO FLANGE 1600mm
QUANTITY: 1
OFFER 035
SIZE TANK WITH DOUBLE GROUP OF DOUBLE SQEEZING
3 CYLINDERS EACH SET GROUP
HIGH PRESSURE TYPE
YEAR: 1999
COMPLETE
QUANTITY: 2
OFFER 036
DRYER-GROUP MODEL
OF 16 DRYING INOX CYLINDERS
DIAMETER: 800mm
PART OF THEM TEFLONED
WITH SIDE COVERINGS AND ASPIRATOR
QUANTITY: 1
OFFER 037
AUTOMATIC BEAMING MACHINE FOR BEAMS
WIDTH: 2600mm
FOR FLANGE DIAMETER: 1200mm
COMPLETED WITH ELECTRONIC CONTROLS, ETC
QUANTITY: 1
OFFER 038
SIZING KITCHEN
COMPOSED OF INOX
1 TANK FOR SIZE PREPARATION
CAPACITY: 1000LTS
AND CAPACIOUS FOR COOKING AUTOCLAVE OF 1000 LTS
AND OF 2 STORAGE RESERVE SIZING CAPACIOUS FOR 1500 LTS
COMPLETED WITH ELECTRIC PANEL
WITH THERMOREGULATION, ETC
QUANTITY: 1
QUANTITY: 1 LINE
Learn More -
YY-3279 SGT – 600 GAS TURBINE GENERATOR SET, WITH INTEGRAL LOCAL EQUIPMENT ROOMYY-3279 SGT – 600 GAS TURBINE GENERATOR SET, WITH INTEGRAL LOCAL EQUIPMENT ROOM UNIT(S) TO BE SUPPLIED ARE UNUSED, WITH ZERO RUNNING HOURS, NEVER INSTALLED. Learn More
-
 T-1652 SGT 400 GAS TURBINE, 50Hz, YEAR 2017, 11 KV, 12.9 MWT-1652 SGT 400 GAS TURBINE, 50Hz, YEAR 2017, 11 KV, 12.9 MW SGT 400 GAS TURBINE TYPE: STANDARD BRAND: SIEMENS CATEGORY: ENGINES/GENERATORS/MOTORS/TRANSMISSIONS SUBCATEGORY: TURBINE IN STOCK: YES CONDITION: EXCELLENT TYPE: UNUSED SGT-400 GAS TURBINE GENERATOR SET, WITH INTEGRAL LOCAL EQUIPMENT ROOM: UNIT(S) TO BE SUPPLIED ARE UNUSED, WITH ZERO RUNNING HOURS, NEVER INSTALLED THESE UNITS HAVE BEEN STORED INDOORS SINCE MANUFACTURE. QUANTITY: 2 Learn More
T-1652 SGT 400 GAS TURBINE, 50Hz, YEAR 2017, 11 KV, 12.9 MWT-1652 SGT 400 GAS TURBINE, 50Hz, YEAR 2017, 11 KV, 12.9 MW SGT 400 GAS TURBINE TYPE: STANDARD BRAND: SIEMENS CATEGORY: ENGINES/GENERATORS/MOTORS/TRANSMISSIONS SUBCATEGORY: TURBINE IN STOCK: YES CONDITION: EXCELLENT TYPE: UNUSED SGT-400 GAS TURBINE GENERATOR SET, WITH INTEGRAL LOCAL EQUIPMENT ROOM: UNIT(S) TO BE SUPPLIED ARE UNUSED, WITH ZERO RUNNING HOURS, NEVER INSTALLED THESE UNITS HAVE BEEN STORED INDOORS SINCE MANUFACTURE. QUANTITY: 2 Learn More -
 TT-7524 SUCKER MULLER HACOBA INDIGO DYEING AND SIZING MACHINE, WIDTH 2000mm, YEAR 2003TT-7524 SUCKER MULLER HACOBA INDIGO DYEING AND SIZING MACHINE, WIDTH 2000mm, YEAR 2003 1. SUCKER MULLER HACOBA INDIGO DYEING AND SIZING MACHINE 2. YEAR: 2003 3. BRAND: SUCKER MULLER HACOBA Learn More
TT-7524 SUCKER MULLER HACOBA INDIGO DYEING AND SIZING MACHINE, WIDTH 2000mm, YEAR 2003TT-7524 SUCKER MULLER HACOBA INDIGO DYEING AND SIZING MACHINE, WIDTH 2000mm, YEAR 2003 1. SUCKER MULLER HACOBA INDIGO DYEING AND SIZING MACHINE 2. YEAR: 2003 3. BRAND: SUCKER MULLER HACOBA Learn More -
 YY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINEYY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINE QUANTITY: 1 Learn More
YY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINEYY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINE QUANTITY: 1 Learn More -
 P-4421 LAUNDRY SOAP PRODUCTION LINECAPACITY 1000 to 1500 KILOGRAMS PER HOUR
P-4421 LAUNDRY SOAP PRODUCTION LINECAPACITY 1000 to 1500 KILOGRAMS PER HOURREFERENCE NUMBER: P-4421
VOLUME: 10m3SIZE:φ2800 x 3000, 20 m3POWER: 5.5 KILOWATTS PER SETLearn More -
 R-7245 ESCHER WYSS AND VOITH COMPLETE TISSUE MILL, YEAR 1988 OVERHAULED 1998 AND 2013
R-7245 ESCHER WYSS AND VOITH COMPLETE TISSUE MILL, YEAR 1988 OVERHAULED 1998 AND 2013REFERENCE NUMBER: R-7245
Learn More
EXCELLENT QUALITY 7.2M PAPER MACHINE
INSTALLATION BUILT BY: ESCHER WYSS AND VOITH
CAPACITY: 60 TO 80 TPD
VOITH AND ESCHER WYSS CAPACITY: 80 TPD
INSTALLED IN 1988 OVERHAULED 1998 AND 2013
MACHINE TYPE TWIN WIRE (TISCO FORMER)
YANKEE DIAMETER 3600V
SPEED MACHINE 1310 M/MIN
TABLE WIDTH 2690mm (AFTER REWINDER 2660mm)
QUANTITY: 1