Search results for: 'Two for one tw'
-
 YY-1952 TRÜTZSCHLER/HERGETH/SCHOTT & MEISSNER THERMOBOND LINE, WORKING WIDTH 2500mmYY-1952 TRÜTZSCHLER/HERGETH/SCHOTT & MEISSNER THERMOBOND LINE, WORKING WIDTH 2500mm DETAILS: WORKING WIDTH: 2500mm YEAR: 1995 TO 1998 VOLTAGE: 380 VOLTS, 3-PHASE, 50 Hz COMPLETE THERMOBONDING LINE MAXIMUM SPEED 15 METERS PER MINUTE CAPACITY UP TO 300 GSM, THROUGHPUT UP TO 300 KG PER HOUR DEPENDING ON TYPE OF FIBER CURRENTLY RUNNING A BLEND OF COTTON AND VISCOSE Learn More
YY-1952 TRÜTZSCHLER/HERGETH/SCHOTT & MEISSNER THERMOBOND LINE, WORKING WIDTH 2500mmYY-1952 TRÜTZSCHLER/HERGETH/SCHOTT & MEISSNER THERMOBOND LINE, WORKING WIDTH 2500mm DETAILS: WORKING WIDTH: 2500mm YEAR: 1995 TO 1998 VOLTAGE: 380 VOLTS, 3-PHASE, 50 Hz COMPLETE THERMOBONDING LINE MAXIMUM SPEED 15 METERS PER MINUTE CAPACITY UP TO 300 GSM, THROUGHPUT UP TO 300 KG PER HOUR DEPENDING ON TYPE OF FIBER CURRENTLY RUNNING A BLEND OF COTTON AND VISCOSE Learn More -
 YY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINEYY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINE QUANTITY: 1 Learn More
YY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINEYY-1521COMPUTERIZED SINGLE HEAD QUILTING MACHINE QUANTITY: 1 Learn More -
 YY-3049 PP RAFFIA TWINE MACHINE LINE 3000KG PER 24 HOURSYY-3049 PP RAFFIA TWINE MACHINE LINE 3000KG PER 24 HOURS ASK FOR MORE DETAILS! QUANTITY: 1 Learn More
YY-3049 PP RAFFIA TWINE MACHINE LINE 3000KG PER 24 HOURSYY-3049 PP RAFFIA TWINE MACHINE LINE 3000KG PER 24 HOURS ASK FOR MORE DETAILS! QUANTITY: 1 Learn More -
 YY-3048 PP RAFFIA TWINE MACHINE LINE 2000KG PER 24 HOURSYY-3048 PP RAFFIA TWINE MACHINE LINE 2000KG PER 24 HOURS ASK FOR MORE DETAILS! QUANTITY: 1 Learn More
YY-3048 PP RAFFIA TWINE MACHINE LINE 2000KG PER 24 HOURSYY-3048 PP RAFFIA TWINE MACHINE LINE 2000KG PER 24 HOURS ASK FOR MORE DETAILS! QUANTITY: 1 Learn More -
 YY-3047 PP RAFFIA TWINE MACHINE LINE 1000KG PER 24 HOURSYY-3047 PP RAFFIA TWINE MACHINE LINE 1000KG PER 24 HOURS ASK FOR MORE DETAILS! QUANTITY: 1 Learn More
YY-3047 PP RAFFIA TWINE MACHINE LINE 1000KG PER 24 HOURSYY-3047 PP RAFFIA TWINE MACHINE LINE 1000KG PER 24 HOURS ASK FOR MORE DETAILS! QUANTITY: 1 Learn More -
 P-4421 LAUNDRY SOAP PRODUCTION LINECAPACITY 1000 to 1500 KILOGRAMS PER HOUR
P-4421 LAUNDRY SOAP PRODUCTION LINECAPACITY 1000 to 1500 KILOGRAMS PER HOURREFERENCE NUMBER: P-4421
VOLUME: 10m3SIZE:φ2800 x 3000, 20 m3POWER: 5.5 KILOWATTS PER SETLearn More -
 M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
M-1480 SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINEREFERENCE NUMBER: M-1480
SLITTER REWINDER 1800mm WIDTH AND 1000mm DIAMETER-NEW MACHINE
TECHNICAL CHARACTERISTICS:
UNWINDER
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1100mm
MINIMUM WIDTH: 420mm
MAXIMUM WEIGHT: 300kgs
CORE ID: 3”
REWINDER:
MAXIMUM WIDTH: 1800mm
MAXIMUM DIAMETER: 1000mm
MINIMUM WIDTH: 100mm
MAXIMUM WEIGHT PER SHAFT: 300kgs
CORE ID: 3”
MATERIAL:
TYPE: 100% PP NONWOVEN
MINIMUM: 10gsm
MAXIMUM: 150gsm
TENSION:
MAXIMUM: 2 PLI
SPEED:
METERS PER MINUTE: 250
DESCRIPTION:
REWINDER MACHINE FOR NONWOVEN ROLLS: UP TO 1000 mm DIAMETER AT UNWINDER AND 1200 mm AT REWINDER.
THE WORKSTATION OFFERS EASY ACCESS TO THE TENSION CONTROL AREA AS WELL AS THE TRIMMING AREA; THIS WAY, ANY MODIFICATION ON THE MATERIAL MEASUREMENTS CAN BE DONE SAFELY.
THE WORKSTATION WILL DELIVER MODULES OF ROLLED MATERIAL WITH SPECIFIC DENSITY, AND SEPARATED FROM EACH OTHER IN ORDER TO KEEP OPERATION CONDITIONS WITHIN REQUIRED QUALITY CONTROLS.
UNWINDER WITH SHAFT:
THERE IS A CENTRAL UNWINDING SYSTEM SUPPORTED BY A 3” STEEL EXPANSION SHAFT.
THERE IS A TENSION CONTROL SYSTEM THAT WORKS THROUGH A PNEUMATIC DISK BRAKE WITH A REPLACEABLE PADS SYSTEM.
THE UNWINDER HAS A PIVOTABLE ROLLER SYSTEM WHEREBY TENSION MAY BE MODIFIED ON ONE END TO REDUCE TENSION DIFFERENCE ON MATERIAL IF NECESSARY.
THE SAFETY CHUCK HAS A MECHANICAL MOVEMENT SYSTEM FOR SHAFT INSERTION.
THE UNWINDER HAS AN ULTRASONIC OR LASER SENSOR FOR A REAL MEASURING OF ROLL DIAMETER. THIS INFORMATION WILL HELP TO KEEP A SPECIFIC TENSION ON MATERIAL DURING ALL THE PROCESS.
CUTTING:
THE LONGITUDINAL SHEAR CUT SYSTEM GUARANTEES CLEAN AND SAFE TRIMMING AT EVERY MODULE. THE CUTTING SYSTEM ADAPTED TO THE MAIN TRANSMISSION GUARANTEES AN OVER SPEED THAT MAY BE REGULATED ACCORDING TO THE MATERIAL DURING EVERY STAGE OF PROCESS. THE PNEUMATIC ACTIVATION KNIVES WILL ALLOW A FAST MODIFICATION OF THE CUTTING MEASUREMENTS.
THIS ROLLER IS LOCATED AT AN EASY ACCESS AREA FOR THE OPERATOR TO BE ABLE TO MAKE CHANGES ON THE CUTTING WIDTH SAFELY. THE COUNTER KNIVES ARE ASSEMBLED TO THE ROLLER BY 3 SETSCREWS THAT FIX THEIR POSITION ON THE ROLLER. THE COUNTERKNIVES HAVE TWO FACES, SO WHEN THE FIRST FACE HAS AN IMPORTANT WEAR, IT WILL BE REMOVED FROM THE ROLLER AND THE NEW FACE WILL BE PLACED INSTEAD. THIS WILL EXTEND THE LIFESPAN OF THIS IMPORTANT COMPONENT.
SHEAR CUT KNIVES: THERE IS AN ADJUSTMENT MECHANISM TO PLACE THEM ON THE COUNTER KNIFE AND TO ADJUST THE CUTTING LOAD ACCURATELY. THE COUNTER KNIVES ARE SUPPORTED TOWARDS THE ROLLER IN ORDER TO OBTAIN A CUTOFF. THE SPEED ON THIS SYSTEM IS AN OVER SPEED IN RELATION TO THAT OF THE MATERIAL, IN ORDER TO GENERATE A CLEAN CUT.
LONGITUDINAL SHEAR CUT: PNEUMATIC ACTIVATION.
COUNTER KNIVES ROLLER WITH 3 SUPPORT PLANES FOR THE COUNTER KNIVES; 120° DISPLACEMENT FROM EACH OTHER.
19 SLITTERS ARE INCLUDED.
REWINDER:
PERIPHERAL REWINDER FOR NONWOVEN. THIS SYSTEM HAS A COUPLE OF MAIN ROLLERS WHERE THE MATERIAL ROLL IS FORMED.
THIS SYSTEM HAS LINEAR GUIDES FOR COMPACTION THROUGH WICH A NIP IS OBTAINED ON THE MATERIAL. THE REWINDER WILL HAVE A TRANSMISSION BASED ON A VECTORIAL-TYPE MOTOR ADAPTED TO A CYCLOIDAL REDUCER. THE TRANSMISSION HAS A MECHANICAL TORQUE CONTROL SYSTEM TO CONTROL THE TORQUE DIFFERENTIAL BETWEEN MAIN ROLLS.
THIS SYSTEM WILL HAVE A 3” EXPANSION SHAFT WHERE THE CARDBOARD CORES WILL BE INSERTED AND THE MATERIAL ROLLS WILL BE FORMED.
FABRIC OPENING SYSTEM:
THIS SYSTEM IS BASED ON A VARIABLE CURVATURE SYSTEM BY A CENTER KNOB AND IT IS A BAR- TYPE SYSTEM. THIS KNOB IS THERE TO CONTROL THE CURVATURE OF THE BAR WHERE MATERIAL SLIDES THROUGH. THE SLIDING BAR IS MADE OUT OF AN ULTRA LOW FRICTION MATERIAL IN ORDER TO GENERATE A SMOOTH SLIDING OF MATERIAL WITHOUT ANY TENSION ADDED. THIS WILL REDUCE WRINKLES IN A SIGNIFICANT WAY.
AUTOMATIC TENSION SYSTEM:
THERE IS AN OPEN LOOP AUTOMATIC TENSION CONTROL SYSTEM WITH A SENSOR FOR DIAMETER MEASURING. BY THIS SYSTEM, A REAL VALUE OF DIAMETER IS OBTAINED AT THE REWINDER. PRESSURE OF PNEUMATIC BRAKE VARIES DURING PROCESS.
MANUAL POSITIONING (OPTIONAL):
THE MANUAL POSITIONING SYSTEM IS BASED ON THE POSITION CONTROL OF THE COUNTER KNIVES. THE MODULE IS POSITIONED AT A DESIRED CUTTING PARAMETER AND THE COUNTER KNIFE WILL PHYSICALLY COME ACROSS IT. THE REAL POSITION OF MODULE WILL BE SHOWN ON A SCREEN THAT OPERATOR WILL BE CONSTANTLY SUPERVISING. THIS SCREEN WILL SHOW THE REAL MEASUREMENTS OF THE CARRIAGE IN RELATION TO THE LAST ONE OR AS AN ABSOLUTE REFERENCE. OPERATOR WILL BE ABLE TO RESET THE MEASUREMENT ONCE THE COUNTER KNIFE IS REPLACED AND WILL REPEAT THIS PROCESS EVERY TIME A COUNTER KNIFE IS POSITIONED.
A DISPLAY WILL SHOW THE DESIRED POSITION IN MILLIMETERS OR INCHES.
THIS SYSTEM CAN SHOW MEASUREMENT IN AN EITHER ABSOLUTE OR INCREASING WAY.
POSITION TOLERANCE: +/- 0.30 mm.
THE POSITIONER IS INSTALLED ON A SUPPORT THAT WILL BE LOCATED ON THE REWINDER BENCHES. THEREFORE, THERE WILL BE AN EASY ACCESS TO SYSTEM AND AN EASY REPETITION OF POSITIONING PROCESS.
UNLOADING ROLL TABLE:
A HYDRAULIC PIVOTEABLE TABLE WILL HAVE AS MAIN FUNCTION THE UNLOADING OF FINISHED ROLLS THAT THEN WILL BE LOCATED ON FLOOR LEVEL. THIS SYSTEM WILL EJECT THE ROLL AND THEN IT WILL BE RECEIVED AT THE PIVOTING TABLE FOR AN EFFICIENT UNLOADING.
THE UNLOADING TABLE WILL ALSO WORK AS A PROTECTION FOR THE OPERATOR.
THIS EQUIPMENT WILL HAVE SECURITY CURTAINS AT FRONT TO KEEP OPERATOR FROM ENTERING THE REWINDING AREA. THERE WILL BE AN EMERGENCY STOP BUTTON OR WIRE WHERE OPERATOR WORKS AND WILL ALSO HAVE PHYSICAL PROTECTION WITH SECURITY SWITCHES AT CUTTING AREA.
CONTROL:
HMI CENTRAL CONTROL SYSTEM WITH TOUCH SCREEN TO PROGRAM THE OPERATION CYCLE AND ALL THE MATERIAL CHARACTERISTICS. OPERATOR WILL HAVE ACCESS TO ALL OPERATION PARAMETERS IN ORDER TO BE ABLE TO MAKE CHANGES ON THE EQUIPMENT OPERATION CONDITIONS, AND THEREFORE OBTAIN MATERIAL ROLLS WITH SPECIFIC DENSITIES.
TRANSMISSION: VECTORIAL MOTO REDUCER WITH 1000:1 TORQUE.
DIGITAL METER COUNTER WITH DISPLAY AND AUTOMATIC STOP AT DEFINED DISTANCE.
DOCUMENTS INCLUDED:
THE MACHINE WILL BE DELIVERED WITH THE FOLLOWING DOCUMENT:
OPERATION MANUAL
MAINTENANCE MANUAL
SAFETY MANUAL
ELECTRIC DIAGRAMS
CONTROL SYSTEM MANUAL
PLC BACKUP
REQUIREMENTS:
ELECTRIC 15 KW, 440 VAC, TRI PHASE.
PNEUMATIC 6 BAR - 60 LTS. / MIN.
DUCTS AND WIRING:
DUCTS AND WIRES RUNNING FROM UTILITIES SOURCES TO THE CONTROL PANEL AND FROM THE CONTROL PANEL TO THE MACHINE WILL BE AT CUSTOMER COSTS AND MUST BE DONE ACCORDING TO THE INSTRUCTIONS SHOWN IN OUR DIAGRAMS
SIEMENS PLC
Learn More -
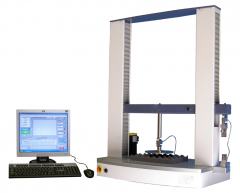 L-1511 UNIVERSAL TESTING MACHINE FOR FOAM OR FABRIC
L-1511 UNIVERSAL TESTING MACHINE FOR FOAM OR FABRICREFERENCE NUMBER: L-1511
Learn More
UNIVERSAL TESTING MACHINE
QUANTITY: 1 -
 M-4009 FORMALDEHYDE PLANT & SYSTEMS -90,000 TON PER YEAR
M-4009 FORMALDEHYDE PLANT & SYSTEMS -90,000 TON PER YEARREFERENCE NUMBER: M-4009
FORMALDEHYDE PLANT & SYSTEMS -90,000 TON PER YEAR
90,000 TON/YEAR
(200 MILLION LBS/YR @ 37% CONCENTRATION)SHUT DOWN: SPRING 2010
PLANT PRODUCES A 37% AND A 50% FORMALDEHYDE SOLUTION BY PARTIAL OXIDATION AND DEHYDROGENATION OF METHANOL.
RAW MATERIALS:
METHANOL
SILVER CATALYST
ORIGINAL PLANT EQUIPPED WITH:
MONSANTO PROCESS
(2) CONVERTERS AND ASSOCIATED EQUIPMENT, ABSORBER AND DISTILLATION COLUMN
MODIFICATIONS:
ADDED 3RD CONVERTER FOR CAPACITY IMPROVEMENTS
METHANOL VENTS SCRUBBER ADDED
WASTE HEAT BOILER ADDED
INSTALLED A DCS ON THE REACTOR SECTION (2006)
PRODUCT SPECIFICATIONS:
CLEAR AQUEOUS SOLUTIONS OF:
50U: 50.0 - 50.45% FA, <1.05% MEOH, <0.055% FORMIC ACID
37U: 37.0 - 37.3% FA, <1.05% MEOH, <0.035% FORMIC ACID
37M: 37.0 - 37.5% FA, 9 - 13% MEOH
OTHER CONCENTRATIONS AS REQUIRED UP TO 50% BOTH INHIBITED AND UNINHIBITED
CONTACT IPP FOR A COMPLETE PROCESS DESCRIPTION AND FLOW DIAGRAM
COMPLETE DOCUMENTATION AVAILABLE
FORMALDEHYDE PROCESS UNITS FOR SALE
(MAJOR UNITS ONLY. CONTACT IPP FOR A COMPLETE LIST)2.9 - 20 MM BTU/HR JOHN ZINK THERMAL OXIDIZER SYSTEM
DESIGNED TO INCINERATE TWO SOLVENT LADEN GAS STREAMS USING A SMALL AMOUNT OF NATURAL GAS.
ONE SMALL SOLVENT GAS STREAM WITH A FLOW OF 120 - 320 SCFM, THE OTHER LARGER OFF GAS STREAM OF 8,200 - 17,500 LBS/HR.
GAS BURNER IS RATED FOR 2.9 - 20 MM BTU/HR (INSTALLED NEW IN 2006)
THE WASTE HEAT BOILER PORTION GENERATES STEAM AT 25,000 LBS/HR WITH A PRESSURE OF 75 PSIG (NORMAL) UP TO 125 PSIG (DESIGN).
THE UNIT USES STAGED BURNER TECHNOLOGY TO REDUCE OR ELIMINATE NOX.
CONTACT IPP FOR A MAJOR LIST OF COMPONENTS
DISTILLATION COLUMN SYSTEM
13,000 LBS/HR LIGHT ALDEHYDES AND LIGHT ALCOHOL DISTILLATION
COMPLETE SYSTEM INCLUDES:
72" DIA. X 75' 316LSS BUEHLER-MORRIS DISTILLATION TRAY COLUMN
(2) SS SHELL AND TUBE HEAT EXCHANGERS
2,889 SQ. FT. 304SS, 1,090 SQ. FT. 316SS
(2) 316SS PLATE AND FRAME HEAT EXCHANGERS
478.35 SQ. FT., 73.2 SQ. FT.
(3) PUMPS
241 LBS/HR TO 13,000 LBS/HR
BEPEX BRIQUETTER SYSTEM
MODEL 300 MS28
SKID MOUNTED
2.5" DIA.
3,000 PSI MAX. OPERATING PRESSURE
22 RPM ROLL SPEED
INCLUDES 300 HP SIEMENS AC MOTOR, FOOTE JONES GEARBOX AND FEED HOPPER
316SS 3-EFFECT BUFLOVAK-BLAW KNOX EVAPORATION SYSTEM
36,900 LBS/HR (16,000 KG/HR)
FIRST EFFECT: 1,480 SQ. FT.
SECOND AND THIRD EFFECT: 2,950 SQ. FT.
INCLUDES (3) VAPOR BODIES WITH 1,900 GALLON CAPACITY, (3) STEAM CHESTS AND (2) OVERHEAD CONDENSERS (1,728 SQ. FT AND 1,605 SQ. FT.)
304SS STRUTHERS WELLS "KRYSTAL" CRYSTALLIZER SYSTEM
7' DIA. X 60" WITH 9' CONE BOTTOM
THIS UNIT WILL EVAPORATE APPROXIMATELY 4,400 LBS/HR OF H2O (5 LBS PER SQ. FT. SURFACE AREA OF HEATER)
INCLUDES COMPLETE ACCESSORY PACKAGE: VAPORIZER AND SUSPENSION CONTAINER, STEAM CHEST HEATER, 4,000 GALLON 347SS TANK, LIGHTNIN RIGHT ANGLE MIXER, ELBOW PUMP, OVERHEADS CONDENSER AND HYPULSE FILTER
25,400 CFM 321SS FULLER FLUIDIZED BED DRYER
12' DIA. CHAMBER
1,555 CU. FT. DRYING CHAMBER CAPACITY
DESIGNED TO DRY 8,560 LBS/HR OF PELLETS (@ 15% MOISTURE) WITH A DENSITY OF 40 LBS/CU. FT.
114,240 LBS/HR AIR FLOW
1,325,000 BTU/HR HEAT TRANSFER
INCLUDES (3) HEATING COILS (40 PSI STEAM) FOR UNDER BED HEATING
Learn More -
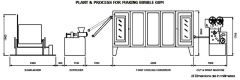 R-4395 SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOUR
R-4395 SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOURREFERENCE NUMBER: R-4395
SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOUR
MAIN TECHNICAL PARAMETERS:
PROFILES:
THIS LINE IS USED TO PRODUCE CANDIES IN VARIOUS COLORS AND DESIGNS, ESPECIALLY BUBBLE GUM IN X SHAPE, CUBIC, CORRUGATED, CHANNEL STYLE, AND OTHER KINDS.
IT IS DESIGNED TO FACILITATE THE OPERATION WITH RELIABLE PERFORMANCE AND CHANGEABLE CANDY STYLE.
A CORRUGATION-STYLE WRAPPING MACHINE OR A CUTTING/WRAPPING MACHINE CAN BE SUPPLIED IF REQUIRED.
ADVANTAGES:
1) RELIABILITY, EASY CLEANING AND MAINTENANCE
2) ACCURATE CUTTING AND SIMPLE CHANGEOVER
3) EASY OPERATION
4) AUTOMATIC BELT TENSIONING
REFERENCE NUMBER: R-4395
SQUARE (RECTANGLE) BUBBLE GUM PRODUCTION LINE, CAPACITY 80 KG/HOUR
MAIN TECHNICAL PARAMETERS:
PROFILES:
THIS LINE IS USED TO PRODUCE CANDIES IN VARIOUS COLORS AND DESIGNS, ESPECIALLY BUBBLE GUM IN X SHAPE, CUBIC, CORRUGATED, CHANNEL STYLE, AND OTHER KINDS.
IT IS DESIGNED TO FACILITATE THE OPERATION WITH RELIABLE PERFORMANCE AND CHANGEABLE CANDY STYLE.
A CORRUGATION-STYLE WRAPPING MACHINE OR A CUTTING/WRAPPING MACHINE CAN BE SUPPLIED IF REQUIRED.
ADVANTAGES:
1) RELIABILITY, EASY CLEANING AND MAINTENANCE
2) ACCURATE CUTTING AND SIMPLE CHANGEOVER
3) EASY OPERATION
4) AUTOMATIC BELT TENSIONING
Learn More